應用第一張印刷鋼網主要目的是確定保證裝配良率前提下,錫膏印刷的合適公差。鋼網上01005元件的開孔是 在前面所介紹的0201元件成功的工藝基礎上加以比例縮放的,表2中列出了其比例縮放的計算公式
2018-09-05 10:49:14
過程中的滾動,并減少錫膏粘附在刮刀上的現象。印刷機采用全封閉式的印刷頭也有利于提高印刷品質 。 01005元件在空氣中回流焊接的無鉛裝配工藝對電子制造業而言,具有實際的意義,目前也有實際應用。但是本
2018-09-05 10:49:11
63Sn37Pb,粉末顆粒大小也為3型。在前面介紹的0201元件裝配工藝研究中,也應用了同樣的這一型號的錫膏。表1 裝配研究中所應用的錫膏
2018-09-05 16:39:16
0402元件改成0201甚至01005除了耐壓、精度、貼片工藝 還需要注意哪些細節
2023-05-05 18:29:34
嘴干涉其他元件。 圖1 0201元件最佳目標取料位置圖2 取料偏差導致吸嘴和其他元件干涉 為了消除包裝和送刈·器等帶來的誤差,保證取料的一致性,需要貼片機在取料過程中具有動態的自動矯正取 料位置能力
2018-09-06 16:24:32
基板變形。 過大的壓力會導致在下壓過程中元件上出現一個水平力,雨使元件產生滑動偏移,如圖3所示。 圖3 過多下壓導致元件偏移 過大的壓力會將元件底部的錫膏擠開,形成錫珠,或導致相鄰元件短路,如圖4所 圖40201元件,過大的壓力導致錫珠和橋連
2018-09-06 16:32:21
01005元件需要使用前光,或仰 視照相,找到兩個電氣端之間的中心,以提高貼裝精度。 細小元件兩電氣端與錫膏重疊區域的大小和差異會對裝配良率產生很大的影響,如圖3所示。 不同的元器件制造廠生產的同樣
2018-09-05 09:59:02
在3種不同的裝配工藝過程中,“立碑”(焊點開路)和焊點橋連是主要裝配缺陷。使用水溶性焊膏在空氣中回流焊接所產生的焊點橋連缺陷比例最低,為7.0%;其次是使用免洗型錫膏在氮氣中回流焊接的工藝,焊點
2018-09-07 15:28:28
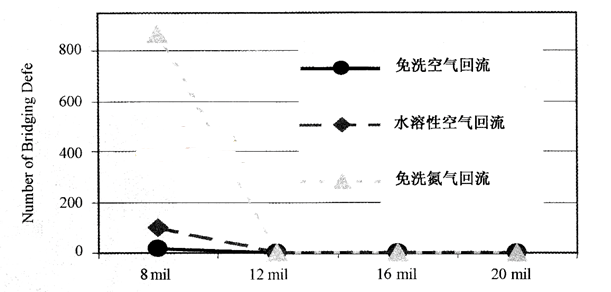
,當元器件間距最小為0.008″時,在18種焊盤設計組合中有10種組合沒有產生任何焊點橋連缺陷。 在使用免洗型錫膏氮氣中回流的裝配工藝中,當元器件間距最小為0.008″時,在18種焊盤設計組合中有6種組合 沒有產生任何焊點橋連缺陷。 圖1 不同的裝配工藝中焊點橋連與元器件間距之間的關系
2018-09-07 15:56:56
缺陷數在統計意義上有明顯的差別。 對于免洗型錫膏在空氣中回流焊接工藝,P值(置信度)是0.5165。因為P值較高,我們不能否決虛擬假設。因 此使用免洗型錫膏在空氣中回流焊接時,元件的方向對裝配良率沒有
2018-09-04 15:43:32
及元器件的氧化,增加焊料潤濕能力并減少 潤濕時間,但是氧氣的濃度不要太低,100~500 ppm比較合適。 (3)焊盤的設計既影響裝配良率又影響裝配密度 當元件最小間距為0.008″時,沒有產生焊點橋連
2018-09-05 16:39:07
膏量的要求。0.006″厚鋼網對 0201元件而言會太厚。總共設計兩張鋼網,網板1為第1個試驗設計的(過濾實驗)。對應每個焊盤設計,設計5 種不同的開孔。網板2是根據網板1的結果進行設計。在網板2上
2018-09-07 15:28:22
盤上產生的裝配缺陷。焊盤間距指的是PCB上元件兩端焊盤之間的距離,如圖6所示。 當焊盤間距增加時,裝配缺陷也隨之增加。而使用免洗型錫膏在氮氣中回流焊接的裝配工藝對焊盤間距的變化 最為敏感。但是
2018-09-05 16:39:09
貼片機應用環球儀器(Universal)4796R HSP高速貼片機,選用0201吸嘴、0201元件的專門供料器,元件采用 圈帶包裝。照相機應用前光對元件成像和對中。 (5)回流焊接 回流爐為
2018-09-07 15:28:23
一般在0.15~0.25 mm之間,路板高度的細微變化,可能會導致0201元件貼裝不成功,而這些變化對較大的元件貼裝沒有影響。而其他因素,例如,由于下側元件再流焊而導致電路板變形,也可能引起Z軸高度
2018-09-07 15:56:57
用16元件移到最小距離就移不動了,用18就能重疊擺放
2019-03-12 07:35:08
與正常裝配的回流焊接溫度曲線設置相似,需要了解所用錫膏或助焊劑的特性以及底部填充材料的特性, 優化兩個過程中的溫度曲線。與正常裝配所不同的是,盡可能讓此過程中的回流溫度低一些,以免造成元器 件
2018-11-22 11:04:18
: ·可以采用標準的SMT電路板裝配工藝: ·單個器件的裝配成本較低。 (2)PiP封裝的局限性 ·由于在封裝之前單個芯片不可以單獨測試,所以總成本會高(封裝良率問題); ·事先需要確定存儲器結構
2018-09-06 16:40:18
影響其空間關系的因素除了基板和元器件設計方面,還有基板制造工藝、元件封裝工藝以及SMT裝配工藝,以下是都需要加以關注的方面: ·焊盤的設計; ·阻焊膜窗口尺寸及位置公差; ·焊球尺寸公差; ·焊球
2018-09-07 15:28:20
沿元器件端焊接面向上爬,元器件越薄越容易橋連短路。4元器件之間的間距安全值并不是絕對值,因制造設備不一樣,組裝的制成能力有差別,安全值可定義,嚴重性、可能性、安全性。在DFM軟件里面用紅、黃、綠來表示
2023-03-03 11:21:25
的元器件布局好之后,小型及微型的電子元器件就可以根據間隙面積靈活布配。二極管、電感器、阻容元件的裝配方式一般有直立式、俯臥式和混合式三種。①直立式。這種安裝方式見圖1。電阻、電容、二極管等都是豎直安裝
2021-05-25 07:16:20
要設計合理,否則會影響整體焊接效果,一般情況下間距在30-40毫米左右即可。具體的焊點距離要根據焊件的規格具體來判斷,過密或是過稀都是不合適的。焊點間距有影響怎么辦?大家不要急,重點來啦!是不是
2022-12-06 13:52:43
那位大蝦知道LAYOUT中讓元件間距相等的快速方法????????
2012-02-24 16:52:41
少數元件的話,柵格設置是最好的,即將柵格設置成你要放置元件的間距,然后逐個移動元件放置。如果元件幾十上百個,這樣做就累死人了,此時就得設置陣列。按順序選擇你要放置的元件-右鍵-create arry
2015-01-27 11:04:46
沿元器件端焊接面向上爬,元器件越薄越容易橋連短路。4元器件之間的間距安全值并不是絕對值,因制造設備不一樣,組裝的制成能力有差別,安全值可定義,嚴重性、可能性、安全性。在DFM軟件里面用紅、黃、綠來表示
2023-03-03 11:12:02
細間距高密度板到低密度大尺寸板,并可提供在線檢測方案,以提高生產效率及焊接質量;2)通過使用AOI作為減少缺陷的工具,在裝配工藝過程的早期查找和消除錯誤,以實現良好的過程控制。早期發現缺陷將避免將不
2021-02-05 15:20:13
及焊接質量; 2)通過使用AOI作為減少缺陷的工具,在裝配工藝過程的早期查找和消除錯誤,以實現良好的過程控制。早期發現缺陷將避免將不合格產品送到隨后的裝配階段,AOI將減少修理成本,避免報廢不可
2023-04-07 14:41:37
波峰焊時,對于0805/0603、SOT、SOP、但電容器,在焊盤設計上應該按照以下工藝要求做一些修改,這樣有利于減少類似漏焊、橋連這樣的一些焊接缺陷。①對于0805/0603元件按照Q
2023-04-25 17:15:18
PCB生產制作出來之后,還需要把元器件裝配上去,才能進一步交付使用。目前最常見的裝配方法,有波峰焊、回流焊及二者的混裝技術。而PCB的質量問題對三種工藝的裝配質量有著極大的影響。作為PCB打樣
2018-09-13 15:45:11
就是絕緣,在焊接工藝中,防止因橋連產生的短路、導體電路的物理性斷線,如走線因灰塵、水分等外界環境因素造成絕緣惡化、腐蝕等。阻焊橋是元件焊盤的一個開窗到另一個開窗之間的綠油部分,一般指比較密集的IC管腳
2023-04-21 15:10:15
雜色油墨。阻焊油墨的作用就是絕緣,在焊接工藝中,防止因橋連產生的短路,導體電路的物理性斷線,走線因灰塵、水份等外界環境因素造成絕緣惡化、腐蝕等。阻焊橋是元件焊盤的一個開窗到另一個開窗之間的綠油就是阻焊
2022-12-29 17:57:02
(1)元器件翹曲變形對裝配良率的影響至為關鍵 元器件翹曲變形導致在裝配之后焊點開路,其翹曲變形既有來自元件在封裝過程中的變形,也有因為回流 焊接過程中的高溫引起的熱變形。由于堆疊裝配的元件很薄
2018-09-06 16:24:34
和損壞以及金屬間化合物的過度生長等問題不容忽視。無鉛產品的焊盤返修過程中的重新整理本來就是 一個問題。 返修工藝過程包括將PoP元件從電路板上移除、焊盤整理(PCB焊盤)、元器件浸蘸粘性助焊劑、貼裝
2018-09-06 16:32:13
一般與焊料疲勞開裂有關。 無源元件的進步 另一大新興領域是0201無源元件技術,由于減小板尺寸的市場需要,人們對0201元件十分關注。自從1999年中期0201元件推出,蜂窩電話制造商就把它們
2010-12-24 15:51:40
multium13元件庫stm32的元件庫
2016-07-01 17:01:06
相鄰焊盤之間保持各自獨立,防止薄錫、拉絲;b.同一線路中的相鄰零件腳或不同PIN間距的兼容器件,要有單獨的焊盤孔,特別是封裝兼容的繼電器的各兼容焊盤之間要連線,如因PCB LAYOUT無法設置單獨的焊
2018-08-20 21:45:46
),且相鄰焊盤之間保持各自獨立,防止薄錫、拉絲;b.同一線路中的相鄰零件腳或不同PIN間距的兼容器件,要有單獨的焊盤孔,特別是封裝兼容的繼電器的各兼容焊盤之間要連線,如因PCB LAYOUT無法設置單獨
2022-06-23 10:22:15
元器件的焊接。SMT錫膏是由金屬錫粉、助焊劑以及粘合劑等組成的,可以提供良好的焊接性能,確保電子器件與印刷電路板(PCB)之間的可靠連接。
二、紅膠工藝在SMT中的應用
1、節約成本
采用SMT紅膠
2024-02-27 18:30:59
流程 2.倒裝晶片的裝配工藝流程介紹 相對于其他的IC元件,如BGA和CSP等,倒裝晶片裝配工藝有其特殊性,該工藝引入了助焊劑工藝和底部填充工 藝。因為助焊劑殘留物(對可靠性的影響)及橋連的危險,將倒裝
2018-11-23 16:00:22
空間,對距離也有要求。
3、片式器件之間的間隔大小與焊盤設計有關,如果焊盤不伸出元器件封裝體,則焊膏會沿元器件端焊接面向上爬,元器件越薄越容易橋連短路。
4、元器件之間的間距安全值并不是絕對值,因制造
2023-05-22 10:34:31
從成本的角度考慮,在空氣中回流焊接無疑是比較有吸引力的焊接工藝,它有利于降低焊料熔融狀態下的潤濕力,對減少立碑和橋連缺陷有一定的幫助。但是對01005元件的裝配,特別是無鉛裝配而言,將會變得
2018-09-05 10:49:15
AD設置某個元器件與其它元器件間距
2019-09-19 05:38:18
技術。但是這種方法對焊接區域沒有選擇性,使好的焊點也受到一定影響。 最近,隨著工藝控制與計算機控制的逐漸成熟以及線路板跟蹤系統的應用,已經能夠開發出實用的選擇性去橋連工具加裝到波峰焊過程中,這種新技術可
2009-04-07 17:12:08
如圖所示,2個元器件的間距如何調整,管腳不影響,但就是顯示綠色。
2013-05-17 21:10:23
:≧ 0.13*h+0.3mm(h 為周圍近鄰元件最大高度差) 只能手工貼片的元件之間距離要求:≧ 1.5mm。 5.4.12 元器件的外側距過板軌道接觸的兩個板邊大于、等于 5mm(圖 9
2023-04-20 10:48:42
怎么設置器件之間的間距規則?如圖示,像這兩個電阻,靠太近就報綠,怎么設置
2014-11-18 14:21:39
怎么選擇晶圓級CSP裝配工藝的錫膏?
2021-04-25 08:48:29
放置元件時如何減小元件之間的間距?尤其是濾波電容靠近IC其中一個腳
2015-12-03 15:28:20
對于密間距元件裝配的回流焊接工藝控制的重點,在于控制基板在回流焊接過程中的翹曲變形,防止細小的焊點在此過程中的氧化,減少焊點中的空洞。基板在回流過程中的細微變形可能會在焊點中產生應力,導致焊點
2018-09-06 16:32:22
大小和將要裝配的元 件相同的玻璃片,玻璃片的一面具有和元件焊球高度一樣的立高結構,然后將評估的膠量印刷或點在基板適 當的位置,最后將準備好的玻璃片貼在基板上,在顯微鏡下觀察是否有膠污染元件底下的焊盤或
2018-09-06 16:40:03
; ·尺寸和位置精度受阻焊膜窗口的影響,不適合密間距元件的裝配。 NSMD焊盤的尺寸和位置不受阻焊膜窗口的影響,在焊盤和阻焊膜之間有一定空隙,如圖2和圖3所示。對于 密間距晶圓級CSP,印刷電路板上的焊盤
2018-09-06 16:32:27
情況下印刷后放置60 min和1 20 min后貼片情況檢查——主要檢查貼裝過程中是否有元件散落。 ④回流焊接情況檢查——是否存在潤濕的問題、形成的焊點外觀、焊點內是否有不可接受的空洞以及是否 出現錫球
2018-11-22 16:27:28
目前有兩種典型的工藝流程,一種是考慮與其他元件的SMT配,首先是錫膏印刷,然后貼裝CSP,回流焊接,最后如果要求底部填充,還需進行底部填充工藝,如圖1所示。為了避免“橋連”或“少錫”缺陷,在組裝
2018-09-06 16:24:04
跪求大神給我提供個protues中的MC1496元件資源!![qq]1192799289[/qq]
2015-04-29 23:44:43
,以避免因焊料流失或熱隔離。如導通孔確需與焊盤相連,應盡可能用細線(小于焊盤寬度1/2的連線或0.3mm~0.4mm)加以互連,且導通孔與焊盤邊緣間距離大于1mm。3.2元器件布局進行再流焊工藝
2018-08-29 16:29:02
焊接工藝中貼片式元件的焊接方法焊接工藝中貼片式元件的焊接方法2.1在焊接之前先在焊盤上涂上助焊劑,用烙鐵處理一遍,以免焊盤鍍錫不良或被氧化,造成不好焊,芯片則一般不需處理。 2.2用鑷子小心地將
2009-12-02 19:53:10
電子元器件焊接工藝焊接是電子產品組裝過程中的重要工藝。焊接質量的好壞,直接影響電子電路及電子裝置的工作性能。優良的焊接質量,可為電路提供良好的穩定性、可靠性,不良的焊接方法會導致元器件損壞,給測試
2008-09-02 15:12:33
、常用工具設備與材料、電子元器件裝配前的準備、電子元器件的焊接工藝、印制電路板的設計與制作、電子產品的安裝工藝、電子產品的調試工藝、電子產品的檢驗工藝、技能綜合實訓等生產裝配工藝中的知識與技巧,可以
2012-06-06 16:08:35
我們這里講的電子產品生產工藝是指整機的生產工藝。電子產品的裝配過程是先將零件、元器件組裝成部件,再將部件組裝成整機,其核心工作是將元器件組裝成具有一定功能的電路板部件或叫組件(PCBA)。本書所指的電子
2012-09-11 11:29:58
元器件的引線成型要求手工插裝焊接的元器件引線加工形狀有臥式和豎式。 1、引線不應該在根部彎曲, 2、彎曲處的圓角半徑 R 應要大于兩倍的引腳直徑,3、彎曲后的兩根引線要與元件本體垂直,4、元氣件的符號標志應方向一致。
2017-09-14 10:39:06
),且相鄰焊盤之間保持各自獨立,防止薄錫、拉絲;b.同一線路中的相鄰零件腳或不同PIN間距的兼容器件,要有單獨的焊盤孔,特別是封裝兼容的繼電器的各兼容焊盤之間要連線,如因PCB LAYOUT無法設置單獨
2018-08-18 21:28:13
就是絕緣,在焊接工藝中,防止因橋連產生的短路、導體電路的物理性斷線,如走線因灰塵、水分等外界環境因素造成絕緣惡化、腐蝕等。阻焊橋是元件焊盤的一個開窗到另一個開窗之間的綠油部分,一般指比較密集的IC管腳
2023-04-21 15:19:21
元件的地與敷銅之間的間距怎么設置
2019-07-26 03:09:10
如題所示,待仿真電路中存在一個AD7741元器件,但是元件庫里并沒有相關元件,官網上也沒有找到相關的Pspice模型,請問應該如何解決該問題呢?感謝!
2023-05-11 15:51:54
所示方向偏移量的增加,相鄰元件之問的短路缺陷也隨之增加。元件之間間隙大的比間隙小的情形, 短路的缺陷要少。 圖2 0201元件,橋連與X方向偏移的關系圖3 0201元件,錫珠與X方向偏移的關系 隨著圖
2018-09-07 15:56:59
的作用就是絕緣,在焊接工藝中,防止因橋連產生的短路、導體電路的物理性斷線,如走線因灰塵、水分等外界環境因素造成絕緣惡化、腐蝕等。
阻焊橋是元件焊盤的一個開窗到另一個開窗之間的綠油部分,一般指比較密集的IC
2023-06-27 11:05:19
變壓器裝配工藝以大型電力變壓器為主,第一、二章介紹了變壓器裝配工人應掌握的變壓器基本理論知識;第三、四章重點介紹變壓器的基本結構、裝配技術、裝配工藝和質量檢
2008-12-12 01:01:31 0
0 晶圓級CSP的裝配工藝流程
目前有兩種典型的工藝流程,一種是考慮與其他元件的SMT配,首先是錫膏印刷,然后貼裝CSP,回流焊接
2009-11-20 15:44:59 1347
1347 電子元器件的焊接要點及方法
用電烙鐵焊接元件是基本的裝配工藝,它對保證電子產品的質量起著關鍵的作用。下面介紹一些元器件
2010-01-14 16:19:0511485 檢查可以經常提醒你,你的裝配工藝是不是還有太多的變量。即使在你的制造工藝能夠達到持續的零缺陷生產之后,某種形式的檢查或者監測對于保證所希望的質量水平還是必要
2010-07-10 10:29:46896 protel設計之元器件的間距與安裝尺寸
2011-04-15 11:42:543177 
3.1.1 整機裝配工藝過程 整機裝配工藝過程即為整機的裝接工序安排,就是以設計文件為依據,按照工藝文件的工藝規程和具體要求,把各種電子元器件、機電元件及結構件裝連在印制電
2011-06-03 15:30:2519823 
整機裝配工藝要求 作業者 作業者不允許戴戎指、手表或其它金屬硬物, 不允許留長指甲; 接觸機器外觀部位的工位和對人體有可能造成傷害的工位(如底殼鋒利的折邊)必須戴手套作
2011-06-03 14:49:164166 以變速器裝配線的虛擬裝配工藝流程仿真為主線,在三維數字化工廠仿真軟件DELMIA/QUEST中就變速器虛擬裝配線對象建模方法、裝配工藝仿真環境的規劃和搭建進行了研究
2011-06-22 11:38:128870 
5800kW無刷勵磁機轉子裝配工藝_喬秀秀
2017-01-01 16:24:030 介紹電子pcb版的裝配工藝及方法
2017-10-17 08:27:050 變速器裝配生產線介紹 裝配是變速器制造的最后制造過程,包括裝配、調整、檢驗和下線檢測、臺架試車等項工作。裝配工作對于保證變速器的質量和生產計劃的完成有直接影響。裝配工藝規程是指導裝配工作的技術文件
2017-10-20 10:21:184 的全過程。 在無人機制造過程中,裝配工作量約占整個無人機制造工作量的40%~50%以上。作為保證制造準確度,提高裝配質量和生產效率的專用工藝裝備,無人機裝配工裝在無人機生產中占有舉足輕重的地位。隨著航空制造業競爭日趨激
2018-04-20 16:43:002 元器件各個安裝孔間距詳細圖解
2018-10-03 12:33:009420 元器件翹曲變形導致在裝配之后焊點開路,其翹曲變形既有來自元件在封裝過程中的變形,也有因為回流 焊接過程中的高溫引起的熱變形。由于堆疊裝配的元件很薄,底部元件甚至薄到0.3 mm,在封裝過程中極易 產生變形。
2018-12-19 11:21:443651 當SMT(表面貼裝技術)/SMD(表面貼裝器件)從業者發現間距為0.3mm的QFP(四方扁平封裝)無法實現時,BGA(球柵陣列)的出現肯定會減少裝配缺陷確保SMT質量成就。從系統理論的角度來看,盡管
2019-08-05 08:41:283088 SMT貼片加工逐步往高精密度,細間距的設計發展,元器件最小間距的設計考驗了smt廠家的經驗程度和工藝是否完善。元器件最小間距的設計除了保證smt焊盤間不易短接的安全間距外,還應考慮元件的可維護性。
2020-01-09 11:39:1035483 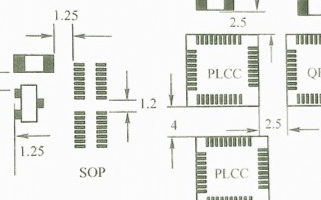
元器件布局要根據smt貼片加工生產設各和工藝特點進行設計。不同的工藝,如smt貼片再流焊和波峰焊,對元件的布局是不一樣的:雙面再流焊時,對主面和輔面的布局也有不同的要求,等等。元件布局要滿足再流焊、波峰焊的工藝要求和間距要求。
2020-03-28 11:04:294352 用電烙鐵焊接元件是基本的裝配工藝,它對保證電子產品的質量起著關鍵的作用。下面介紹一些元器件的焊接要點。
2020-06-24 17:43:3633 1、使用免洗型錫膏在空氣中回流焊接時,基于焊盤設計的裝配缺陷 在此smt貼片裝配工藝中,18種焊盤設計中的7種設計上(BDH,BEG,BFG,BFH,CDH,CEH&CFH)沒有產生任何smt裝配
2021-03-25 17:44:573911 為規范SIP立體封裝器件手工焊接裝配工藝,確保產品裝配質量符合規定的要求,制定本規范。
2022-06-08 14:51:060 雖然很多工程師對印制電路板(PCB)的設計和制造流程都很了解,但是仍然有很多工程師對PCB板的裝配工藝不太清楚,所以今天我們來聊聊PCB板的裝配工藝。
2023-02-19 10:18:311577 為使電子元件在印制電路板上排列整齊、美觀,避免虛焊等故障,將元器件引線成型是非常重要的環節,一般采用尖嘴鉗或攝子。
2023-02-27 09:59:40428 “SMT貼片加工逐步往高密度、細間距的設計發展,元器件的最小間距設計需考慮smt廠家的經驗程度和工藝是否完善。元器件最小間距的設計除了保證smt焊盤間不易短接的安全間距外,還應考慮元器件的可維護性。”
2023-03-03 11:13:50898 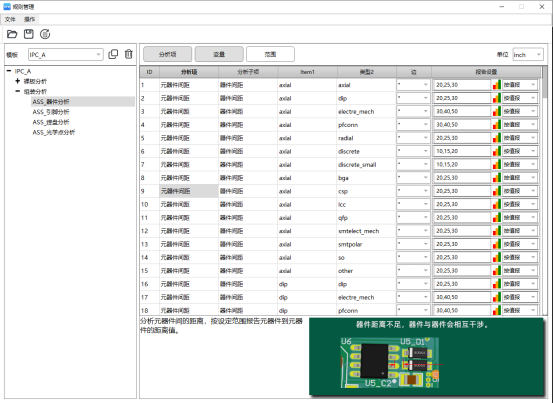
“ SMT貼片加工逐步往高密度、細間距的設計發展,元器件的最小間距設計需考慮smt廠家的經驗程度和工藝是否完善。元器件最小間距的設計除了保證smt焊盤間不易短接的安全間距外,還應考慮元器件的可維護性
2023-03-10 11:10:03370 電機熱裝配工藝介紹
2023-03-23 15:47:09753 汽車燈具制造中,前燈與后燈的裝配工藝是不相同的,這與前燈與后燈各自選材上不同而形成工藝上的差異。本文以前燈和后燈的選材為基點,講述前燈與后燈的制造裝配工藝。描述了前燈的黏接工藝和后燈的熱封工藝
2022-10-19 11:02:30928 
“SMT貼片加工逐步往高密度、細間距的設計發展,元器件的最小間距設計需考慮smt廠家的經驗程度和工藝是否完善。元器件最小間距的設計除了保證smt焊盤間不易短接的安全間距外,還應考慮元器件的可維護性
2023-03-03 11:39:09509 
當元件間距為0.008″時,沒有產生焊點橋連缺陷,但在氮氣中回流和使用助焊劑活性較強的水溶性錫膏 會增加焊點橋連的缺陷。在較小的焊盤上出現的橋連缺陷比在大的焊盤上出現橋連的缺陷要多。
2023-09-20 15:23:00378 對于免洗型錫膏在空氣中回流焊接工藝,P值(置信度)是0.5165。因為P值較高,我們不能否決虛擬假設。因 此使用免洗型錫膏在空氣中回流焊接時,元件的方向對裝配良率沒有明顯的差別。也就是說,由于免洗型助焊劑 的低活動性,在空氣中回流焊接時不會增加立碑(焊點開路)的風險。
2023-09-20 15:31:58282 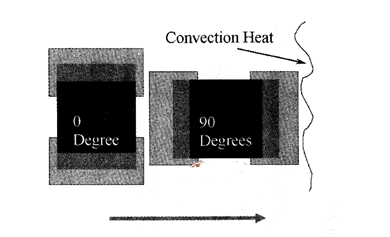
對于密間距元件裝配的回流焊接工藝控制的重點,在于控制基板在回流焊接過程中的翹曲變形,防止細小的焊點在此過程中的氧化,減少焊點中的空洞。基板在回流過程中的細微變形可能會在焊點中產生應力,導致焊點的開裂或有微裂紋的存在。
2023-09-28 15:01:53229 電子發燒友網站提供《變速器裝配工藝規程概述.doc》資料免費下載
2023-11-03 09:33:310
 電子發燒友App
電子發燒友App









 工商網監
工商網監
評論