 電子發燒友App
電子發燒友App


壓接是電工很熟悉的活,很多電工都不少了壓接線鼻子,然而很多人壓接都是憑經驗,而且我們在接電線的時候要注意,接線的過程之中不允許出現接頭,為了讓接頭更加牢固,所以會在接頭處用壓線鼻進行連接,那么在連接的時候是,先壓頭還是先壓尾?壓線鼻子的正確接法是什么?今天小編就給大家講一講壓線鼻子的正確接法。
01
線鼻子壓接標準與規范
一般導線與接線端子連接時,如果是10m㎡及以下的單股導線,需要在導線端部彎一圓圈接到接線端子上。而如果是4m㎡以上的多股銅線則需裝接線鼻子,再與接線端子連接。
02
壓線鼻子先壓頭還是先壓尾
1、按照壓線鼻子的正確接法,一般來說要從鼻子的尾部開始壓,但是在壓的過程之中要注意不能夠把鼻子壓空,也就是說如果接的是銅線,壓線鼻的頭部要塞滿了,而壓出來的銅線長度也要剛剛好,每邊都要壓四道,這是最好的方式,能夠避免壓出來的線以后出現發熱的情況。
2、之后再壓頭,而有的人可以從銅線的兩頭開始壓,這樣壓出來的線就非常牢固。?
03
壓線鼻子的種類和規格
壓線鼻子的種類也非常多,如果按照材質來分,主要有銅質接線鼻子,還有鋁制的接線鼻子。
如果按照形狀來分,常見的主要有dt,還有ot,ut等各種型號。如果選擇的是dt型號,一般來說比較適用于橫截面積比較大的電線,可以采用壓接的方式。如果選擇的是ot的接線鼻子,適用于橫截面積比較小的電線,可以用焊接的方法來連接。如果選擇的是ut壓線鼻子,適用于4平米以下的電線,可以用壓接或者焊接的方式來連接。
如果按照規格來劃分,有1.25,2,2.5,5.58平方毫米,甚至還有120平方毫米,最大的能夠達到800。
04
開口銅鼻子壓線的技巧
1、很多工人在接線的時候會使用電烙鐵,首先需要把它加熱,做好焊接的準備。
2、要用壓線鉗先把線鼻子進行壓實,把周圍的線去除掉,可以用電烙鐵加熱線鼻子,要讓里面的銅線加熱一段時間,最后再將焊錫對準電烙鐵,要你將里面的焊錫慢慢融化,均勻地將焊錫連接牢固。
3、等到冷卻之后就可以壓線鼻子了,最后再用絕緣膠帶包裹好就可以。
05
壓線鼻子的正確接法
接線的時候可以使用電烙鐵焊接,使得接線更加牢固。
1、首先需要把電烙鐵插上電,然后加熱一下,為接下來的焊接做好準備。
2、用壓線鉗把壓線鼻子壓一下,要將周邊的細線全部去除掉。
3、這時候電烙鐵也加熱成功了,要用電烙鐵加熱壓線鼻子,然后要將里面的銅線進行加熱,將焊錫融化。再將電線穿入到壓線鼻子當中,將電線均勻的焊接牢固。
4、等到冷卻之后再把壓線鼻子壓緊,最后用絕緣膠布把它包裹,就算完成了。
以上幾點就是關于壓線鼻子先壓頭還是先壓尾以及壓線鼻子的接法,大家還有什么其它的方法嗎?歡迎在評論區留言討論!
在選擇導線或對 PCB 布線時,要注意根據電流選擇合適的線徑(線寬),以免發熱量過大造成危險。
一、線纜線徑與電流
下面是銅線在不同溫度下的線徑和所能承受的最大電流表格。
?
| 線徑(mm2) | 銅線溫度(℃) | |||
| 60 | 75 | 85 | 90 | |
| 電流(A) | ||||
| 2.5 | 20 | 20 | 25 | 25 |
| 4 | 25 | 25 | 30 | 30 |
| 6 | 30 | 35 | 40 | 40 |
| 8 | 40 | 50 | 55 | 55 |
| 14 | 55 | 65 | 70 | 75 |
| 22 | 70 | 85 | 95 | 95 |
| 30 | 85 | 100 | 100 | 110 |
| 38 | 95 | 115 | 125 | 130 |
| 50 | 110 | 130 | 145 | 150 |
| 60 | 125 | 150 | 165 | 170 |
| 70 | 145 | 175 | 190 | 195 |
| 80 | 165 | 200 | 215 | 225 |
| 100 | 195 | 230 | 250 | 260 |
?
導線線徑一般按如下公式計算:
銅線:S= IL/54.4*U
鋁線:S=IL/34*U`
式中:I—導線中通過的最大電流(A);
L—導線的長度(m);U—充許的電源降(V);
S—導線的截面積(mm2)。
說明:
1、U 電壓降可由整個系統中所用的設備(如探測器)范圍分給系統供電用的電源電壓額定值綜合起來考慮選用。
2、計算出來的截面積往上靠。
根據經驗可得 1mm2?的銅導線安全載流量為 5-8A;鋁導線的安全載流量為 3~5A。有三種口訣可以用來估算:
口訣 1:
二點五下乘以九,往上減一順號走;三十五乘三點五,雙雙成組減點五;條件有變加折算,高溫九折銅升級;穿管根數二三四,八七六折滿載流。
本節口訣對各種絕緣線(橡皮和塑料絕緣線)的載流量(安全電流)不是直接指出,而是“截面乘上一定的倍數”來表示,通過心算而得。
由表 1 可以看出:倍數隨截面的增大而減小。二點五下乘以九,往上減一順號走:說的是 2.5mm2及以下的各種截面鋁芯絕緣線,其載流量約為截面數的9倍。如 2.5mm2導線,載流量為 2.5×9=22.5(A)。
從4mm2及以上導線的載流量和截面數的倍數關系是順著線號往上排,倍數逐次減1, 即 4×8、6×7、10×6、16×5、25×4。
三十五乘三點五,雙雙成組減點五:說的是35mm2的導線載流量為截面數的 3.5 倍,即 35×3.5=122.5(A)。從50mm2及以上的導線,其載流量與截面數之間的倍數關系變為兩個兩個線號成一組,倍數依次減 0.5。即 50、70mm2導線的載流量為截面數的3倍;95、120 mm2導線載流量是其截面積數的2.5倍,依次類推。條件有變加折算,高溫九折銅升級:上述口訣是鋁芯絕緣線、明敷在環境溫度25℃的條件下而定的。若鋁芯絕緣線明敷在環境溫度長期高于25℃的地區,導線載流量可按上述口訣計算方法算出,然后再打九折即可;當使用的不是鋁線而是銅芯絕緣線,它的載流量要比同規格鋁線略大一些,可按上述口訣方法算出比鋁線加大一個線號的載流量。如16mm2銅線的載流量,可按25mm2鋁線計算。
穿管根數二三四,八七六折滿載流:就是穿2根時,要按8折計算載流量,3 根7折,4 根 6 折。
口訣 2:
十下五,百上二,二五三五四三界,柒拾玖五兩倍半,銅線升級算。
口訣的意思是:
十下五,百上二:10mm2的鋁線,平方毫米數乘以5就可以了,100以上的都是截面積乘以2。
二五三五四三界:25mm2以下的乘以 4,35mm2以上的乘以3。柒拾玖五兩倍半:70和95平方都乘以2.5,銅線升級算:如果是銅線就升一個檔,比如2.5mm2?的銅線,就按4mm2鋁線計算。
口訣 3:
十下五、百上二,五十三四上下分,埋地套管七五折。
十下五、百上二:與口訣2的第一句相同。根據絕緣導線所要求通過的總電流,當總電流為10A以下時,導線每平方毫米的截面面積可通過 5A電流,100A以上則每平方毫米截 面只可通過 2A 電流。
五十三四上下分:10~50A 之間每平方毫米可通過 4A 電流,50~100安之間每平方毫 米可通過3A 電流。
埋地套管七五折:若屬于埋地或套管敷設時則可通過的電流值應乘于0.75。
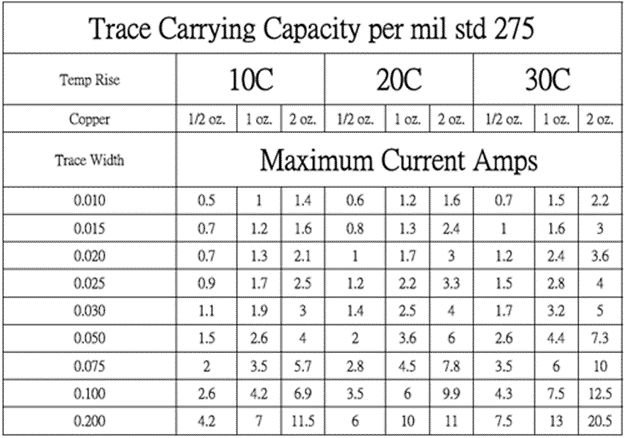
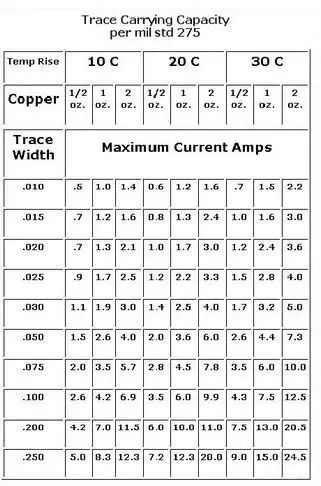
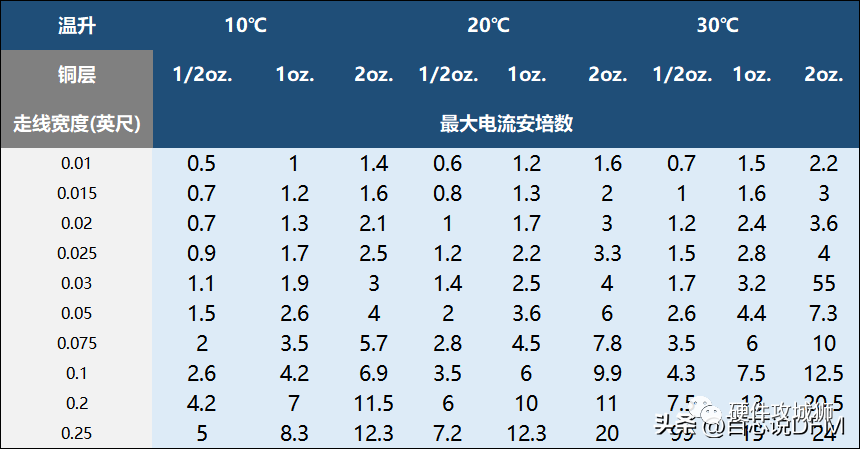
二、PCB 線寬與電流
根據 IPC 的文檔,電路板的溫升ΔT,導線的橫截面積(=銅箔厚度×線寬)A和電流I之間存在如下關系:I=k??T0.44A0.75
其中系數 k是一條曲線,PCB 內層走線和外層走線 k值差別很大(外層較容易散熱)。因k近似一條直線,為簡單起見,室溫(25攝氏度)時取內層走線 k=0.024,外層走線 k=0.048。注意上式中的橫截面積的單位為平方 mil。
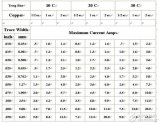
IPC-STD-275 提供的數據如下表所示。線寬的單位是:Inch (1 英寸=25.4mm)。1 oz.銅=0.035mm,2oz.=0.07mm,1mil.=0.001inch.。
編輯:黃飛











 工商網監
工商網監
評論