電路板經過回流焊時大多容易發生板彎板翹,嚴重的話甚至會造成元件空焊、立碑等情況,應如何克服呢? 1、線路板變形的危害 在自動化表面貼裝線上,電路板若不平整,會引起定位不準,元器件無法插裝或貼
2018-09-21 16:29:06
PCB由銅箔、樹脂、玻璃布等多種材料組成,IC 不同材料的化學性能與物理性能也不同,壓合到一起后必然會產生熱應力殘留從而導致變形。PCB變形有哪些危害呢?中國IC交易網 在自動化表面貼裝線上
2019-01-24 11:17:57
電路板經過回流焊時大多容易發生板彎板翹,嚴重的話甚至會造成元件空焊、立碑等情況,應如何克服呢? 1、PCB線路板變形的危害 在自動化表面貼裝線上,電路板若不平整,會引起定位不準,元器件無法插
2018-09-21 16:30:57
PCB板變形原因及預防措施
2017-11-03 09:33:27
5-10年前,翹曲幅度控制在6-8mil以內,都還不至于影響后續SMT等工藝;然而經過這幾年來,各項先進工藝的材料種類復雜且反復堆棧,受到溫度影響后的變形量已比5-10年前的樣品來的嚴重。宜特板階
2019-08-08 16:53:58
部分溫度不平衡造成的。對大的pcb由于板自 身重量下墜也會產生翹曲。普通的PBGA器件距離印刷電路板約0.5mm,如果電路板上器件較大,隨著線路板降溫后恢復正常形狀,焊點將長時間處于應力作 用之下,如果器件
2019-05-08 01:06:52
、損傷、脫落、變形等。 金手指:光澤,凸點/起泡,污點,銅箔浮離,表面鍍層,毛頭,鍍附著力等。5.孔:檢查時對照上一批次好的PCB進行對照,檢查有沒有漏鉆孔、多鉆孔,堵孔, ,孔偏。 阻焊膜:檢查時可使
2014-07-04 16:22:36
首先說的是覆銅的時候是網格好還是全銅好,大的板子,網格銅好,因為全銅在受到外力的時候會保持翹曲情況,網格的就不會保持~會恢復到原來的平整情況,一般工藝邊也留銅目的就是要保障板子的翹曲度
2018-09-14 16:31:28
PCB板的翹曲度介紹首先說的是覆銅的時候是網格好還是全銅好,大的板子,網格銅好,因為全銅在受到外力的時候會保持翹曲情況,網格的就不會保持~會恢復到原來的平整情況,一般工藝邊也留銅目的就是要保障板子
2013-10-15 11:02:46
在PCB板子過回焊爐容易發生板彎及板翹,大家都知道,那么如何防止PCB板子過回焊爐發生板彎及板翹,下面就為大家闡述下: 1.降低溫度對PCB板子應力的影響 既然「溫度」是板子應力的主要來源,所以只要
2019-10-08 03:10:09
來。 2.預熱——成功返修的前提 誠然,PCB長時間地在高溫(315-426℃)下加工會帶來很多潛在的問題。熱損壞,如焊盤和引線翹曲,基板脫層,生白斑或起泡,變色。板翹和被燒通常都會引起檢驗員注意
2018-01-24 10:09:22
怎樣使畫出的PCB板變成圓形的開始自動生成的PCB板式方形的先要變成圓形的PCB板
2013-05-04 09:02:26
的。對大的PCB,由于板自身重量下墜也會產生翹曲。普通的PBGA器件距離印刷電路板約0.5mm,如果電路板上器件較大,隨著線路板降溫后恢復正常形狀,焊點將長時間處于應力作用之下,如果器件抬高0.1mm就足以
2013-02-19 15:01:17
對PCB平整度有著超高要求。那么造成PCB變形的原因主要有以下幾點:1.電路板上的鋪銅面面積不均勻,會惡化板彎與板翹2.電路板太大3.PCB本身重量過重也容易造成凹陷的情況4.連接點熱脹冷縮,間接造成
2023-02-22 17:00:28
請問PCB厚度規格和翹曲度公差是多少?
2019-11-08 15:53:29
你設計5層板,對方就按照6層板的價格來報價,也就是說,你設計3層的價格,和你設計4層的價格是一樣的。 3、工藝穩定 在PCB流程工藝中,四層板比三層板好控制,主要是在對稱方面,四層板的翹曲程度可以
2021-02-05 14:51:47
,導致成本增加。因為裝配時需要特別的設備和工藝,元器件放置準確度降低,故將損害質量。
換個更容易理解的說法是:在PCB流程工藝中,四層板比三層板好控制,主要是在對稱方面,四層板的翹曲程度可以控制在
2023-06-05 14:37:25
對于pcb抄板來說,稍有不慎,可能就會導致底板變形,如果不改善的話,會影響PCB抄板的質量和性能,如果直接拋棄,則會造成成本上的損失。下面來說幾招底板變形的修正方法。 一、剪接法 對于線路
2018-09-21 16:30:28
導讀說起開關電源的難點問題,PCB布板問題不算很大難點,但若是要布出一個精良PCB板一定是開關電源的難點之一(PCB設計不好,可能會導致無論怎么調試參數都調試布出來的情況,這么說并非危言聳聽)原因是
2021-12-28 06:10:11
;一般板固化片卷方向為經向;覆銅板長方向為經向;除了以上翹曲注意PCB優客板下單平臺還提示以下:1、層壓厚消除應力 壓板後冷壓,修剪毛邊;2、鉆孔前烘板:150度4小時;3、薄板最好不經過機械磨刷,采用
2017-08-18 09:19:09
會影響PCB上的元件焊盤相對于基準點的位置,因而可能會 直接造成元件貼偏。另外,由于PCB的翹曲會導致元件在下壓過程中相對焊盤上的錫膏發生滑動,或者將元件底 部的錫膏擠開,從而形成錫珠或導致相鄰元件橋連
2018-09-05 16:31:22
根治手指印對PCB板的危害。PCB加工過程,手和板接觸機會頻繁,因此手指印成為業界最為棘手的問題。以下談談手指印會導致PCB板不良的原因、危害、避免方法: 1、手指印:手指印是手汗漬,它的主要成分如下
2018-08-29 10:20:52
隨著科技日新月異的發展,PCB也不斷的提升技術水平,從單雙面到多層板的進階。但是我有個疑問,打樣過程中為何四層板比三層板更為常見?到底怎么回事呢?
2020-11-03 09:19:39
`請問PCB線路板板面為什么會起泡?`
2020-02-27 16:59:25
。
特別說明
1、目前鍍厚金采用金鈷合金,此工藝一般用于PCB插頭或者接觸焊盤開關;
2、對于全板鍍厚金,需要評估厚金位置是否有SMT或BGA的表面貼裝焊盤,如果有,需要和客戶說明存在可焊性不良的隱患
2023-10-27 11:25:48
設計;
⑥ 采用手撕引線或者修引線工藝制作。
● 特別說明
1、目前鍍厚金采用金鈷合金,此工藝一般用于PCB插頭或者接觸焊盤開關;
2、對于全板鍍厚金,需要評估厚金位置是否有SMT或BGA的表面貼裝焊盤,如果有
2023-10-24 18:49:18
本帖最后由 lee_st 于 2017-12-13 12:47 編輯
轉帖電路板經過回流焊時大多容易發生板彎板翹,嚴重的話甚至會造成元件空焊、立碑等情況,應如何克服呢?1、PCB線路板變形
2017-12-13 12:46:16
翹曲產生的焊接缺陷是什么?
2021-04-23 06:23:37
不能將所有的問題放在零件身上,PCB也會有翹曲的狀況,原先以為PCB厚度只要超過1.6mm,PCB本身發生翹曲(warpage)的機率會較小,但實則不然。宜特板階可靠性實驗室曾經有個經典案例,IC上
2019-08-08 16:37:49
鉚釘一樣的連接點(通孔、盲孔、埋孔),在有連結點的地方,會限制板子熱漲冷縮的效果,也會間接造成板彎與板翹。(3)V-cut 的設計會影響拼板變形量 V-cut 很容易成為外力導致 PCB 板變形的元兇
2022-06-01 16:05:30
關注+星標公眾號,不錯過精彩內容編排|strongerHuang微信公眾號 |嵌入式專欄有很多初學者都會問:我到底是該學C語言,還是學C++,或者JAVA呢?為什么有這么多編程語言呢...
2022-01-12 06:34:22
。本公司在抄板行業已多年抄板經驗總結如下說明:也是本人獨立創造的pcb抄板十步曲第一步,拿到一塊PCB,首先在紙上記錄好所有元氣件的型號,參數,以及位置,尤其是二極管,三機管的方向,IC缺口的方向。最好
2015-01-04 14:05:25
什么是VBA?什么是VBS?二者有什么不同?為什么這么多軟件支持VBA?
2021-07-02 06:35:14
強(25×104Pa),高導電率和小介電常數、好沖裁性(精度±0.02mm)及與清洗劑兼容性,另外要求外觀光滑平整,不可出現翹曲、裂紋、傷痕及銹斑等。印制電路板厚度有0.5mm、0.7mm、0.8mm
2014-11-07 10:11:23
在PCB板子過回焊爐容易發生板彎及板翹,大家都知道,那么如何防止PCB板子過回焊爐發生板彎及板翹?
2019-09-10 09:36:04
。而 PCB 板的厚度及材料特性,也是影響平整度的重要因素。例如,在進行覆銅選擇時,大的 PCB 板,如果設計為全銅,那么當 PCB 實物板在受到外力的時候,會保持翹曲情況,而如果設計為網格,則不會保持
2022-05-27 15:37:45
缺陷 PCB和元器件在焊接過程中產生翹曲,由于應力變形而產生虛焊、短路等缺陷。翹曲往往是由于PCB的上下部分溫度不平衡造成的。對大的PCB,由于板自身重量下墜也會產生翹曲。麥|斯|艾|姆|P|CB
2013-08-29 15:39:17
、錫球、開路、光澤度不好等。麥|斯|艾|姆|P|CB樣板貼片,麥1斯1艾1姆1科1技全國1首家P|CB樣板打板 2.3 翹曲產生的焊接缺陷 PCB和元器件在焊接過程中產生翹曲,由于應力變形而產生虛
2013-10-17 11:49:06
,產生焊接缺陷,電路板表面受污染也會影響可焊性從而產生缺陷,這些缺陷包括錫珠、錫球、開路、光澤度不好等。 2.3 翹曲產生的焊接缺陷 PCB和元器件在焊接過程中產生翹曲,由于應力變形而產生虛焊
2013-09-17 10:37:34
在PCB布線時,為何地線不能繞電路板走一圈呢?
2023-04-10 16:31:15
由于芯片本身的尺寸或者PCB圖形的影響等。關于翹曲方面,在內層板上安裝時由于芯片與內層板的熱膨脹系數差別而表現出凸狀翹曲,但是如圖11所示的起泡以后的截面中反而逆轉為凹狀翹曲而值得注意。 發生
2018-09-12 15:36:46
如何預防印制電路板在加工過程中產生翹曲?怎樣去處理翹曲的PCB板?
2021-04-25 09:38:32
如何解決PCB技術負片變形?
2019-08-20 16:32:31
如何防止PCB通過回流爐時彎曲和翹曲?
2019-08-20 16:36:55
是去除板內的水分,同時使板材內的樹脂完全固化,進一步消除板材中剩余的 應力,這對防止板翹曲是有幫助的。目前,許多雙面、多層板仍堅持下料前或后烘板這一步驟。但也有部分板材廠例外,目前各PCB 廠烘板
2013-09-24 15:45:03
(1996版),用于表面安裝印制板的允許最大翹曲和扭曲為0.75%,其它各種板子允許1.5%。這比IPC-RB-276(1992版)提高了對表面安裝印制板的要求。目前,各電子裝配廠許可的翹曲度,不管雙面
2013-03-19 21:41:29
線路板翹曲會造成元器件定位不準;板彎在SMT,THT時,元器件插腳不整,將給組裝和安裝工作帶來不少困難。 IPC-6012,SMB--SMT的線路板最大翹曲度或扭曲度0.75%,其它板子翹曲度
2018-11-28 11:11:42
預防印制電路板在加工過程中產生翹曲印制電路板翹曲整平方法
2021-02-25 08:21:39
原因----庫存方式 PCB庫存方式造成翹曲: 由于PCB存放中會吸濕會加大翹曲,單面板的吸濕會格外嚴重,所以對于沒有防潮包裝的PCB要注意存儲條件,盡量減少濕度和避免裸板儲存以減少翹曲。 PCB
2023-04-20 16:39:58
鉚釘一樣的連接點(通孔、盲孔、埋孔),在有連結點的地方,會限制板子熱漲冷縮的效果,也會間接造成板彎與板翹。(3)V-cut 的設計會影響拼板變形量 V-cut 很容易成為外力導致 PCB 板變形的元兇
2022-06-01 16:07:45
一樣的連接點(通孔、盲孔、埋孔),在有連結點的地方,會限制板子熱漲冷縮的效果,也會間接造成板彎與板翹。(3)V-cut 的設計會影響拼板變形量V-cut 很容易成為外力導致 PCB 板變形的元兇,因為
2022-06-06 11:21:21
。而 PCB 板的厚度及材料特性,也是影響平整度的重要因素。例如,在進行覆銅選擇時,大的 PCB 板,如果設計為全銅,那么當 PCB 實物板在受到外力的時候,會保持翹曲情況,而如果設計為網格,則不會保持
2022-05-27 14:58:00
大多為多層板,而且層與層之間會有向鉚釘一樣的連接點(via),連結點又分為通孔、盲孔與埋孔,有連結點的地方會限制板子漲冷縮的效果,也會間接造成板彎與板翹。 那么我們在制造過程中如何更好的防止板翹曲
2017-12-07 11:17:46
和元器件在焊接過程中產生翹曲,由于應力變形而產生虛焊、短路等缺陷。翹曲往往是由于電路板的上下部分溫度不平衡造成的。對大的PCB,由于板自 身重量下墜也會產生翹曲。普通的PBGA器件距離印刷電路板約
2018-09-12 15:29:56
其他的論壇沒有這么多人,沒有這么快的更新.... 你們覺得呢?
2013-04-17 10:52:27
環節都貫穿人工操作,只有制造業界的每一成員養成良好的習慣,杜絕裸手觸板,才會減輕或根治手指印對PCB板的危害。PCB加工過程,手和板接觸機會頻繁,因此手指印成為業界最為棘手的問題。手指印在PCB制造
2011-12-16 14:12:27
本帖最后由 一只耳朵怪 于 2018-5-24 16:52 編輯
如何預防PCB板翹曲線路板翹曲會造成元器件定位不準;板彎在SMT,THT時,元器件插腳不整,將給組裝和安裝工作帶來不少困難
2018-05-24 13:25:09
,電路 板表面受污染也會影響可焊性從而產生缺陷,這些缺陷包括錫珠、錫球、開路、光澤度不好等。2、翹曲產生的焊接缺陷電路板和元器件在焊接過程中產生翹曲,由于應力變形而產生虛焊、短路等缺陷。翹曲往往是由于
2018-03-11 09:28:49
迅速氧化,產生焊接缺陷,電路 板表面受污染也會影響可焊性從而產生缺陷,這些缺陷包括錫珠、錫球、開路、光澤度不好等。 2、翹曲產生的焊接缺陷 電路板和元器件在焊接過程中產生翹曲,由于應力變形而產生虛
2018-09-21 16:35:14
`針對PCB板翹曲如何解決? 線路板翹曲會造成元器件定位不準;板彎在SMT,THT時,元器件插腳不整,將給組裝和安裝工作帶來不少困難。 IPC-6012,SMB--SMT的線路板最大翹曲度或扭曲
2017-11-10 11:43:39
針對PCB板翹曲如何解決? 線路板翹曲會造成元器件定位不準;板彎在SMT,THT時,元器件插腳不整,將給組裝和安裝工作帶來不少困難。 IPC-6012,SMB--SMT的線路板最大翹曲度或扭曲
2017-11-10 15:54:28
IPC-6012(1996版),用于表面安裝印制板的允許最大翹曲和扭曲為0.75%,其它各種板子允許1.5%。這比IPC-RB-276(1992版)提高了對表面安裝印制板的要求。目前,各電子裝配廠許可的翹曲度,不管
2019-08-05 14:20:43
IPC-6012(1996版),用于表面安裝印制板的允許最大翹曲和扭曲為0.75%,其它各種板子允許1.5%。這比IPC-RB-276(1992版)提高了對表面安裝印制板的要求。目前,各電子裝配廠許可的翹曲度
2018-09-17 17:11:13
轉帖線路板翹曲會造成元器件定位不準;板彎在SMT,THT時,元器件插腳不整,將給組裝和安裝工作帶來不少困難。IPC-6012,SMB--SMT的線路板最大翹曲度或扭曲度0.75%,其它板子翹曲度一般
2017-12-28 08:57:45
銅板擺放方式不當會加大翹曲。如豎放或覆銅板上壓有重物,擺放不良等都會加大覆銅板翹曲變形。 2、避免由于印制電路板線路設計不當或加工工藝不當造成翹曲。 如PCB板導電線路圖形不均衡或PCB板兩面
2013-01-17 11:29:04
擺放方式不當會加大翹曲。如豎放或覆銅板上壓有重物,擺放不良等都會加大覆銅板翹曲變形。 2、避免由于印制電路板線路設計不當或加工工藝不當造成翹曲。 如PCB板導電線路圖形不均衡或PCB板兩面線路明顯
2013-03-11 10:48:04
度難點由于高層板層數多,客戶設計端對PCB各層的對準度要求越來越嚴格,通常層間對位公差控制±75μm,考慮高層板單元尺寸設計較大、圖形轉移車間環境溫濕度,以及不同芯板層漲縮不一致性帶來的錯位疊加、層間
2019-10-16 11:49:16
不論是PCB噴碼機、FPC噴碼機、電路板噴碼機,我們都曾經聽過很多,特別是電路板行業內的廠家、制造商企業,很多都開端應用油墨打碼或激光打標來替代人工,儉省人力本錢和進步效率,今天潛利就和大家分享一下
2023-07-07 16:34:27
不論是PCB噴碼機、FPC噴碼機、電路板噴碼機,我們都曾經聽過很多,特別是電路板行業內的廠家、制造商企業,很多都開端應用油墨打碼或激光打標來替代人工,儉省人力本錢和進步效率,今天潛利就和大家分享一下
2023-08-17 14:35:11
業界最小點徑:0.11mm智能化 防呆防重雕定制化激光追溯系統定制化MES系統對接二維碼讀取率100%掃碼區域可調重復刻印精度±25Um高度視覺定位系統激光模塊化設計設備主要用于FPC/PCB撓性電路板、軟硬結合板、FR4等多層板的外形切割、覆蓋膜的開窗開蓋等。PCB在線鐳雕機
2023-09-18 20:54:55
PCB線路板溯源鐳雕機,電路板追溯碼機,簡易溯源碼鐳雕機,激光打碼機,涂層打碼機,溯源標識機,PCB溯源碼制作流程,激光打碼機怎樣調試性能特征 維品科技適用于
2023-09-18 21:16:16
PCB激光打標機是一種激光設備,用于在PCB板上打印字符、條形碼、二維碼等信息,主要應用于PCB電路板材料的打標、刻字。 PCB激光打標機采用高能量密度的激光對PCB板進行局部
2023-09-19 17:58:19
安卓8.0初體驗,竟然這么流暢還有這么多黑科技功能
2017-04-13 09:00:31 3556
3556 PCB板由銅箔、樹脂、玻璃布等材料組成,各材料物理和化學性能均不相同,壓合在一起后必然會產生熱應力殘留,導致變形。同時在PCB的加工過程中,會經過高溫、機械切削、濕處理等各種流程,也會對板件變形產生
2017-12-25 16:58:054842 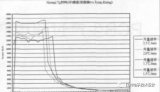
本文首先介紹了PCB板變形的危害,其次分析了產生PCB板變形的原因,最后闡述了如何改善PCB變形的措施,具體的跟隨小編一起來了解一下。
2018-05-24 18:01:0417625 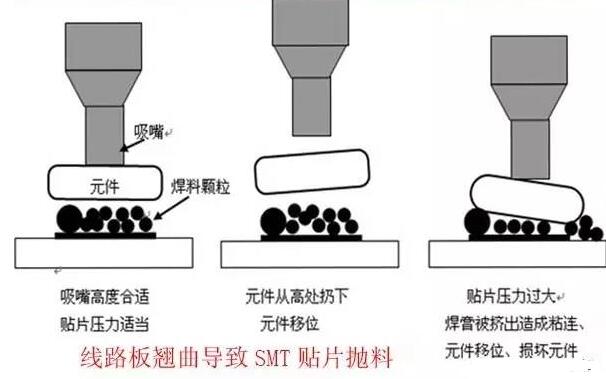
小墊圈,里面還有這么多名堂……
2019-07-02 11:40:482331 空焊、虛焊、立碑、偏移等異常,那么,如何判斷 PCB 板是否變形?PCB 板變形的危害,又有哪些呢? PCB 板變形的判定標準、成因及測量方法 ? 業內通常會用平整度,來對于 PCB 板的變形問題來進行一個衡量,而平整度,主要由兩種特性確定,即:弓曲
2022-05-27 14:40:158670 同時在 PCB 的加工過程中,會經過高溫、機械切削、濕處理等各種流程,也會對板件變形產生重要影響,總之可以導致 PCB 板變形的原因復雜多樣,如何減少或消除由于材料特性不同或者加工引起的變形,成為 PCB 制造商面臨的復雜問題之一。
2022-11-01 09:18:292100 PCB鋁基板便是我們常說的鋁基電路板,簡稱鋁基板,是一種金屬基覆銅板,具有良好的導熱性、電氣絕緣性能和機械加工性能。現階段常見的pcb鋁基板材質是金屬基覆銅板(主要是以鋁基、銅基居多,少部分
2023-01-10 09:27:23372 空焊、虛焊、立碑、偏移等異常,那么,如何判斷PCB板是否變形?PCB板變形的危害,又有哪些呢?PCB板變形的判定標準、成因及測量方法業內通常會用平整度,來對于PCB板的變形問題
2022-06-02 09:20:58815 
一站式PCBA智造廠家今天為大家講講PCB板變形的危害有哪些? PCB板變形的危害。PCB板變形通常是由于電路板本身的重量造成板子凹陷變形或者V-Cut 的深淺及連接條會影響拼板變形,PCB板變形
2023-10-13 09:11:33259 在自動化表面貼裝線上,電路板若不平整,會引起定位不準,元器件無法插裝或貼裝到板子的孔和表面貼裝焊盤上,甚至會撞壞自動插裝機。
2023-10-22 09:37:31144 
PCB線路板在高速分板過程中必然會產生靜電,稍有不慎就可能造成電子元件損壞,電路干擾或功能紊亂,不僅造成經濟損失,同時也會因交期連帶性丟失客戶。為實現PCB分板的智能化、高效率、高精度,解決PCB分
2022-02-22 13:36:05
設備。由此可見,PCB板的平面度和翹曲度是品質把控中至為重要的一關。 PCB板上遍布銅線,使用常見的塞規、卡尺等接觸式工具進行測量,不僅會刮
2022-09-29 11:00:17
正在加载...
 電子發燒友App
電子發燒友App













 工商網監
工商網監
評論