 電子發燒友App
電子發燒友App


1.剝離強度的測定
剝離強度是覆銅箔板中一個重要的質量指標,也是一項常規檢驗項目。它是覆銅板生產中常出現質量問題的指標。剝離強度低就會在印制版加工時或裝機焊接時出現銅箔脫落問題,甚至會影響整個電器的正常運行。按照國家標準,剝離強度測定方法,要模擬印制電路板在加工工藝過程中可能經受的各種嚴酷條件,測定銅筒與基材間寬度的粘合力。這些模擬條件包括如下幾點。
①干熱后(經500 h);
②暴露于三氯乙烷蒸氣處理后;
③熱沖擊后(5s/260 'C);
④模擬電鍍條件暴露后;
⑤在溶劑中浸泡后(浸沒溶劑10 min);
⑥高溫下做剝離強度試驗。
2. 對提高膠接強度的認識
膠接強度,一般由兩大部分決定:其一是粘合力,也就是銅宿膠粘劑和基材樹脂通過在壓制中受壓受熱,產生熔溶-交聯的作用力,及上述兩種樹脂的淚合物與增強材料之間作用力。其二,銅銷與增強材料樹脂的內聚強度。這里指的樹脂雖然包括上膠過程中浸入的增強材料的主樹脂,也包括銅宿所涂膠粘劑,但關鍵是銅徊的膠粘劑。粘接很強的必要條件,是銅筒膠粘劑對銅箔粗化面的很好的濕潤。這種濕潤不但是在銅箔涂膠工序中均勻的涂膠,還有在壓制初期通過高壓高溫來實現。由于膠粘劑在靠銅箔一側能很好地濕潤、滲透到銅箔粗化面凹凸的表面層中,又在靠基材的一側與主樹脂很好地進行化學交聯,因而保證較高的覆銅板的剝離強度。前者的聯接,是固化之后是形成像許多小鉤子似的狀態,把膠粘劑和被粘物(銅錨)連接在一起。有人把這種形成的粘附力歸于機械作用,這種膠接理論為機械力結合理論。按這種理論,較高的表面能和高比表面積對膠接強度有利。
3. 抗剝力的破壞
從覆銅板的銅箔膠接結構的斷面上看,是由基板層(樹脂和纖維增強材料的復合材料)、銅箔膠粘劑與樹脂的界面層、銅箔膠粘劑層,銅箔處理的粗化層,銅箔基本層五層結構組成的。它們彼此的力學性能是相差很大的。例如:銅筒及其粗化處理層是剛性彈性體,而膠帖劑則是彈性體。因此,膠接接頭在承受外力作用時應力分布是非常復雜的。由于各個材料的熱膨脹系數、固化收縮率不同,以及要受到水、溶劑、熱氧化等環境介質的影響,都會生成膠接各層內和之間的應力,而且內應力的分布不均勻的。加之膠接結構的內部缺陷。在做剝離強度試驗中,抗剝力的破壞總是會發生的,只不過有抗剝力高、低之分。這種抗剝力的破壞有四種形式:
①膠粘劑與樹脂界面的破壞;
②銅箔膠粘劑的內聚力破壞;
③銅箔粗化處理層破壞;
④混合破壞。
4 保證抗剝強度穩定性的主要措施
保證剝離強度穩定性包含有兩個含義:一方面,要達到剝離強度在標準規定的各項指標。另一方面,剝離強度在覆銅板的各部位應均勻一致。
達到上述要求,包括兩方面保證條件:較好的膠粘劑(耐熱性強;膠粘強度高;并且有一定內聚強度;具有好的濕潤能力;抗化學藥品性好;耐潮性好;貯存穩性好;與樹脂很好的匹配等)。另一方面,在板的加工生產中工藝技術得到保證。其中應注意如下幾點。
①電解粗化銅箔的粗化質量穩定、均勻、無劃傷、磨損。
②樹脂要有一定的交聯密度,與銅箔膠粘劑應匹配。
③樹脂中的助劑(包括增塑劑、阻燃劑等) ,對膠粘劑與樹脂的固化交聯元削弱、破壞作用。
④銅箔涂膠,紙的上膠其含量不能太小,可溶性、流動度不能太小,并且含量、可溶性均勻,保證半成品的貯存期。半成品的材料防止著水。
⑤壓制的預溫、熱壓保溫階段要在時間、溫度、壓力方面達到工藝要求。
⑤銅箔膠粘劑要達到工藝要求。
三、翹幽度
1.翹曲度指標的重要性及測定方法
(1)覆銅板翹曲度板的翹曲通常指弓曲和扭曲兩種變形。所謂弓曲是覆銅板的四個角都在同一個平面內,其邊沿兩條直線邊在同一平面內。所謂扭曲是覆銅板的三個角坐落在同一平面內,而另一角懸起成翹曲。在研究板的翹曲問題時,又可把它分為靜態翹曲和動態翹曲,一些標準只規定了靜態翹曲的測定方法。
(2) lEC標準推薦平臺測定法歐、美和世界不少國家均采用此法,我國國家標準也采用此法。其測試方法簡述如下:將覆銅板凹面向上,置于長、寬不小于460 mm 的平臺上。使直尺下邊輕輕接觸試樣兩端翹起的邊緣,從主尺上讀出跨距L (mm) ,并測量板與主尺上表面的最大距離h , 用h 減去主尺厚度,即板的弓曲值D 。按下式換算成1000 mm 跨距時的弓曲值d ,
d=Dx1000 2/L2
由于國標中翹曲度指標d 較大ρ 此項指標失去實際意義。一般還要尊重用戶的意見,達到更小的翹曲度。另一種測定方法是日本]IS 懸掛測量法。
單面覆銅板的弓曲值,銅宿在向上,且板呈凸形為正翹曲。反之,為負翹曲。
覆銅板的翹曲對于板使用質量影響極大。在印制板加工過程中,若翹曲度大,就會影響加工流水線的定位孔的精度,會因翹曲在絲網漏印中把網拽破,甚至翹曲過大,還不能通過流水線。在沖孔加工中也會帶來麻煩。在整機組裝過程中,由于印制電路板翹曲大,會影響計算機控制的元器件的自動插裝;會影響過波峰焊時和元器件腿焊后自動"砍頭"時的質量。甚至由于翹曲度很大,會造成過波峰焊時"塌腰"嚴重,焊錫流入非銅循面,使整個帶
元器件的印制電路板報廢。
2. 覆銅板翹曲的原因
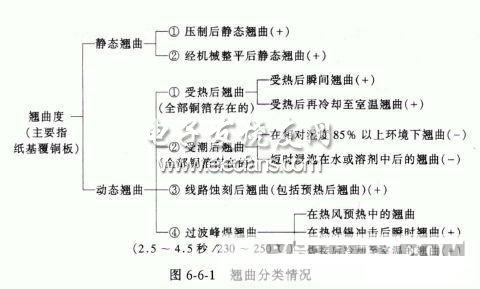
(1)靜態翹曲與動態翹曲靜態翹曲是指生產出的覆銅板的本身翹曲。動態翹曲是指覆銅板在加工印制電路板過程中,受熱、受潮、受水影響以及在整機裝配時通過波峰焊接過程中,受瞬時熱沖擊影響造成的翹曲。要創造出高質量、高水平的板,就要達到這些翹曲都小。從研究和解決兩大翹曲出發還可以將這兩大翹曲,分為以下幾種情況,見圖6-6-1 。圖中"+ "表示一般為正翹曲,"一"表示為負翹曲。靜態翹曲是與增強材料、樹脂配方以及板在制造各工藝過程中情況有關,靜態翹曲盡量要小,因為這對于動態翹曲的減少有很大的好處,因此,對紙基覆銅箔板,生產后進行一次整平加工是十分必要的。
?
可以看出,一種覆銅板的動態翹曲包括四種不同的翹曲,而且翹曲方向不同。覆銅板從出廠到印制板加工后,中間經過多道工序。主要是板面清潔及干燥;涂抗蝕劑及干燥;蝕刻及清洗抗蝕劑;涂阻焊劑及干燥;印字符(正反面)及干燥;預熱和沖孔,涂助焊劑及干燥等工藝過程。在這些過程中,由于板受冷、熱和溶液、溶劑的沖洗、浸泡等外界因素的影響,產生伸縮率不同,應力各異的內部結構變化,造成板的各類翹曲。將印制板加工后進入整機生產過程,先是裝插元器件,然后投入自動焊接(波峰焊)。在這個過程中板的翹曲度也在變化。上述各種加工過程印制板的翹曲方向并非向某一方向增大,而是板在不同加工過程向不同方向增大(或縮小)。動態翹曲的最理想的狀態是在印制板制成后和波峰焊結束后,板的翹曲度接近零。
(2) 翹曲產生的原因覆銅板的翹曲原因是一個十分復雜的問題。總體來講,有以下幾方面。
①覆銅板是由銅箔、樹脂、增強材料(有的板具有兩種不同增強材料)組成的復合材料。它們的熱傳導、熱膨脹系數、化學收縮率相差很大,在固化成型、受熱、受潮的不同條件下,產生內應力,造成翹曲。
②單面覆銅板是一種非對稱結構的材料,更引起內部存在的應力含水率不均勻造成異向性變形。
③在紙板中,增強材料的縱、橫膨脹、收縮率不同,使板的橫向翹曲大于縱向翹曲。
3. 減少覆銅箔板翹曲應注意的問題由于覆銅板翹曲問題比較復雜(特別是純紙基板),影響因素是許多方面的。它包括增強材料、主樹脂配方,樹脂助劑,樹脂的制造,半成品浸漬干燥、壓制,后期處理以及產品的貯存包裝等。主要有以下幾方面。
①銅箔方面伸長率大小;銅錨的厚度;上膠銅錨的含膠量及膠粘劑配方。
②增強材料(主要指紙纖維) 紙漿類型;紙纖維α 纖維素含量;紙漿成分比;抄紙方式(長網或圓網);紙的幅寬厚度均勻程度;紙的吸水高度及均勻一致性;紙的抗張強度縱向與橫向差;紙的熱收縮、浸水后膨脹的縱橫差異;紙的水分含量;紙的浸水膨脹,受熱收縮的情況。
③樹脂樹脂的配方;樹脂的增韌性(增塑性);樹脂的固化交聯特性;樹脂的粘度與浸透性;二次樹脂的疏水性;助劑的影響(包括阻燃性、增塑劑、固化劑、固化促進劑等; )樹脂制造中的均勻性。
④半成品的浸潰、干燥工藝浸漬的程度、均勻性;揮發物、樹脂含量的影響。
⑤壓制工藝壓機熱板溫度的一致性;壓制升溫與冷卻的速度;配料的配置、搭配;各種半成品材料,鋼板的縱、橫方向的一致性;壓制時熱板內通熱氣的方向與板坯方向的所致;壓制的溫度、時間、壓力;卸板溫度;墊紙的厚度和使用次數;壓制中流膠情況。
⑥板的后期處理包裝;貯存條件;整平質量。
上述幾方面的因素,要根據板的類型,樹脂的配方結構,生產條件找出關鍵的主要因素,加以解決。同時,要認識到翹曲問題總是多種因素交叉在一起構成的,有時也需要"綜合治理"。
四、表面干花
板的表面形成局部或大面積的麻面,稱為表面干花。這種現象往往在薄板中易于出現。
1.產生原因
①上膠半成品的含膠量偏低,流動度(或可溶性)偏小,因而在壓制時樹脂的流動性差,不能很均勻的在層壓板表面成膜。
②壓制時受熱不均勻,由于壓機熱板的邊緣特別是四角向周圍空氣的傳熱速率大,壓機預熱時熱板中央部位(芯部)和四角部位有時相差大,故坯料邊角的樹脂流動性差,若預熱時壓力跟不緊,形成邊角干花,若加熱的熱板內汽路不暢,則局部溫度過低,形成條狀及片狀干花。
③壓制時預熱時間過長,而且壓力偏低。在樹脂反應大部分進入B 、C 階段之前未能及時跟緊壓力。
④壓制時受壓不均勻,由于熱板和托板(即魚頭板)多次磨擦,使托板與加熱板不免存在缺陷,使局部壓力偏低,形成干花。
⑤由于冷卻不充分,卸板后銅板溫度過高,又立即疊合下一模板,而且未能及時壓制,或者由于坯料在較高溫度下存留時間較長,在不受壓的情況下緩慢進行反應,加之預熱時壓力偏低,也會造成表面干花。
2. 解決方法
①備料、配料時要特別注意上膠半成品的流動度(或可溶性) ,不能偏低。一般的層壓板的上膠半成品均分為本體和表面兩種,即俗稱的里、面。在配薄板時,要選擇樹脂流動性好的表面紙,要注意上膠半成品的貯存期不可過長,夏季不得在較高溫度下貯存。
②方案搭配時,要考慮薄板性能與相應的厚板搭配一起生產,以增加坯料的彈性和傳熱受壓的緩沖,使受熱、受壓均勻。
③由于產品性能要求或產品規格的限制,薄板單獨壓制時,墊紙要厚一些,且要經常更換。
④壓制時預熱時間不可過長,要視流膠情況,將壓力跟緊,這樣不僅對減少表面干花且對層壓板的其他性能的提高也有幫助。
⑤不銹鋼板經常研磨,四個角首先易偏薄。這樣,在壓制時四個角受壓偏低,也易出現干花,邊角花。如果檢測不銹鋼板四角偏薄過大,就要更換,不可繼續使用。












 工商網監
工商網監
評論