") SMT平行封焊原理是怎樣的
SMT平行封焊原理是怎樣的
1 SMT平行封焊原理及工藝過程
1.1 平行封焊原理
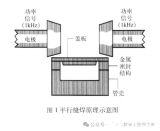
平行封焊屬于電阻焊,在封焊時(shí),電極在移動(dòng)的同時(shí)轉(zhuǎn)動(dòng)(通過電極輪),在一定的壓力下電極之間斷續(xù)通電,由于電極與蓋板及蓋板與焊框之間存在接觸電阻,根據(jù)能量公式(Q=I2Rt),焊接電流將在這2個(gè)接觸電阻處產(chǎn)生焦耳熱量,使其蓋板與焊框之間局部形成熔融狀態(tài),凝固后形成焊點(diǎn),從它的封焊軌跡看像一條封,所以也稱為“縫焊”。
封裝形式有方形封、圓形封和陣列封。對(duì)方形管殼而言,當(dāng)管殼前進(jìn)通過電極完成其兩邊的焊接后,工作臺(tái)自動(dòng)旋轉(zhuǎn)90°,繼續(xù)前進(jìn)通過電極,再焊兩條對(duì)邊,這樣就形成了管殼的整個(gè)封裝;而對(duì)圓形管殼來說,只需工作臺(tái)旋轉(zhuǎn)180°即可完成整個(gè)管殼的封裝。
1.2 平行封焊工藝過程
(1)預(yù)操作
器件表面的氧化物、污垢、油和其它雜質(zhì)增大了接觸電阻,影響各個(gè)焊點(diǎn)加熱的不均勻性,使焊接質(zhì)量波動(dòng),因此徹底清潔器件表面是保證優(yōu)質(zhì)焊接的必要條件。
封焊之前,要對(duì)待封器件進(jìn)行加熱和抽真空等預(yù)操作,從而降低器件腔內(nèi)的濕度和氧氣含量,使芯片不受外界因素的影響而損壞并對(duì)芯片起到保護(hù)作用。
(2)焊接操作
焊接模式分為方形焊和圓形焊2種。方形焊模式是先經(jīng)過點(diǎn)焊然后再進(jìn)行兩對(duì)邊的封焊完成焊接,主要是針對(duì)方形管殼;圓形焊模式是旋轉(zhuǎn)180°完成焊接,主要是針對(duì)圓形管殼,但由于采用圓形焊模式電極與管殼接觸比較穩(wěn)定,也被用在長(zhǎng)寬比例不大的方形管殼焊接。焊接流程見圖2。
在封正品之前,必須先對(duì)管座進(jìn)行試封,在確保機(jī)器性能比較穩(wěn)定,各個(gè)封焊工藝參數(shù)都比較匹配的情況下,再對(duì)正品進(jìn)行封焊,使其封焊成品率盡可能達(dá)到最高。
(3)檢漏
通常我們把溫度設(shè)為25℃,在高壓一側(cè)為1個(gè)大氣壓(101.33 kPa)、低壓一側(cè)壓力不大于0.013 kPa時(shí),單位時(shí)間內(nèi)從高壓一側(cè)流過細(xì)微漏孔進(jìn)入封裝結(jié)構(gòu)的腔體中的干燥空氣量,稱為標(biāo)準(zhǔn)漏氣速率,其表示單位用Pa·cm3/s或Pa·m3/s。檢漏包括細(xì)檢和粗檢,通常要求泄漏率低于1×10-8Pa·m3/s。
① 細(xì)檢。采用以氦氣為示蹤氣體的氦質(zhì)譜儀,借助質(zhì)譜的分析方法,通過測(cè)定真空系統(tǒng)中氦氣分壓強(qiáng)的變化來檢查封裝結(jié)構(gòu)的細(xì)微漏孔。測(cè)試時(shí)首先向封焊好的器件內(nèi)壓入氦氣,然后在真空狀態(tài)下抽出氦氣,測(cè)定所抽出氦氣的量來判定氣密性。
②粗檢。采用碳氟化合物液體進(jìn)行檢測(cè),測(cè)試時(shí)在盛放高溫(125℃±5℃)碳氟化合物液體的容器內(nèi)放入封焊好的器件(30~60 s),根據(jù)氣泡的有無來判定氣密性。此方法只能檢查是否有孔、穴等漏洞。
檢測(cè)時(shí)應(yīng)該先做細(xì)檢再做粗檢,因?yàn)槿绻斜容^大的漏洞,先做粗檢會(huì)使氦氣無法保持在管殼內(nèi)。
2 平行封焊工藝參數(shù)
封焊工藝參數(shù)主要包括,焊接電流(電壓、功率)、焊接速度、焊接壓力等。
2.1 焊接電流
焊接電流是由焊接電源決定的,焊接電源主要有單相交流式、電容儲(chǔ)能式、晶體管式和逆變式4種,由于逆變焊接電源體積小、重量輕、節(jié)能省材,而且控制性能好,動(dòng)態(tài)響應(yīng)快,易于實(shí)現(xiàn)焊接過程的實(shí)時(shí)控制,是焊接電源的發(fā)展方向。
根據(jù)能量公式可知,形成焊點(diǎn)所需的熱量與焊接電流的平方成正比。若電流太小,則不能形成熔焊點(diǎn),影響氣密性;若電流太大,管殼受到的熱沖擊太大則可能會(huì)把蓋板燒壞。
為了減小方形管殼角部焊接能量,電流波形宜采用斜率控制方式,具體實(shí)現(xiàn)如圖3所示;為了使采用圓形焊方式焊方形管殼時(shí)保持焊接能量的一致性,電流波形宜采用功率調(diào)制控制方式,具體實(shí)現(xiàn)如圖4所示。
2.2 焊接速度
焊接速度太小,焊接總時(shí)間延長(zhǎng),焊接熱量大,管殼溫升高,且焊封軌跡不平整,有小的凹痕。焊接速度過大,焊封不連續(xù),有可能漏氣。
2.3 焊接壓力
壓力的改變,會(huì)改變接觸電阻,由能量公式可知,焊點(diǎn)強(qiáng)度隨著焊接壓力的增大而減小,解決的辦法是在增大壓力的同時(shí),增大焊接電流。
2.4 其它
除了以上工藝參數(shù)以外,影響平行封焊的因素還有夾具的設(shè)計(jì)、電極的位置、蓋板質(zhì)量和蓋板與管殼的匹配等,另外封焊設(shè)備本身的可靠性也是影響封焊質(zhì)量的因素之一。
夾具的中心最好與轉(zhuǎn)臺(tái)中心一致,夾具夾牢管殼,否則焊接過程中電極可能會(huì)把管殼粘起來;左、右電極位置保持在同一高度和同一水平線上且盡量對(duì)稱;電極滾輪要定期打磨和更換,否則會(huì)影響焊接均勻性;蓋板尺寸不能太大或太小,而且拐角最好有倒角,因?yàn)榉叫喂軞さ暮附与姌O與蓋板角接觸兩次,焊接熱量會(huì)影響焊接效果;采用階梯形蓋板,焊接時(shí)錯(cuò)位的可能性會(huì)大大減小。
沒有絕對(duì)的工藝參數(shù),只有優(yōu)化工藝參數(shù),才能提高焊接質(zhì)量。在封焊完器件后,對(duì)封裝過程中出現(xiàn)的現(xiàn)象進(jìn)行適當(dāng)?shù)目偨Y(jié),有待封裝技術(shù)的進(jìn)一步提高。
結(jié)論
工藝和設(shè)備是緊密聯(lián)系的整體,設(shè)備開發(fā)是為了滿足工藝要求,而只有深入研究工藝,進(jìn)而改進(jìn)設(shè)備,設(shè)備開發(fā)才能更貼近用戶的需要,才更具有市場(chǎng)競(jìng)爭(zhēng)力。
責(zé)任編輯:Ct
-
smt
+關(guān)注
關(guān)注
40文章
2910瀏覽量
69403 -
華強(qiáng)pcb線路板打樣
+關(guān)注
關(guān)注
5文章
14629瀏覽量
43088
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
SMT貼片空焊異常
SMT貼片加工虛焊現(xiàn)象:原因分析與解決步驟全解析
SMT錫膏貼片虛焊假焊不良原因分析

SMT錫膏貼片中的回流焊主要作用是什么?
SMT錫膏貼片加工為什么會(huì)少錫虛焊?

SMT貼片加工中避免導(dǎo)通孔與焊盤的連接不良的有效方法
在smt貼片加工廠中選擇性波峰焊存在的作用和意義
連焊如何在SMT加工過程中發(fā)生的?

SMT貼片焊盤設(shè)計(jì)要求
SMT加工廠用選擇性波峰焊有什么優(yōu)點(diǎn)嗎?
氮?dú)庠?b class='flag-5'>SMT回流焊中的應(yīng)用:優(yōu)缺點(diǎn)一覽無余

SMT貼片電阻電容小零件發(fā)生空焊及立碑效應(yīng)的原因?如何改善呢?
介紹三種SMT焊接工藝:回流焊、波峰焊、通孔回流焊
淺談電極對(duì)平行縫焊質(zhì)量的影響
- 設(shè)計(jì)技術(shù)
- 可編程邏輯
- 電源/新能源
- MEMS/傳感技術(shù)
- 測(cè)量?jī)x表
- 嵌入式技術(shù)
- 制造/封裝
- 模擬技術(shù)
- RF/無線
- 接口/總線/驅(qū)動(dòng)
- 處理器/DSP
- EDA/IC設(shè)計(jì)
- 存儲(chǔ)技術(shù)
- 光電顯示
- EMC/EMI設(shè)計(jì)
- 連接器
- 行業(yè)應(yīng)用
- LEDs
- 汽車電子
- 音視頻及家電
- 通信網(wǎng)絡(luò)
- 醫(yī)療電子
- 人工智能
- 虛擬現(xiàn)實(shí)
- 可穿戴設(shè)備
- 機(jī)器人
- 安全設(shè)備/系統(tǒng)
- 軍用/航空電子
- 移動(dòng)通信
- 工業(yè)控制
- 便攜設(shè)備
- 觸控感測(cè)
- 物聯(lián)網(wǎng)
- 智能電網(wǎng)
- 區(qū)塊鏈
- 新科技
- 特色內(nèi)容
- 專欄推薦
- 學(xué)院
- 設(shè)計(jì)資源
- 設(shè)計(jì)技術(shù)
- 電子百科
- 電子視頻
- 元器件知識(shí)
- 工具箱
- VIP會(huì)員
- 最新技術(shù)文章
- 社區(qū)
- 小組
- 論壇
- 問答
- 評(píng)測(cè)試用
- 企業(yè)服務(wù)
- 產(chǎn)品
- 資料
- 文章
- 方案
- 企業(yè)
- 供應(yīng)鏈服務(wù)
- 硬件開發(fā)
- 華秋電路
- 華秋商城
- 華秋智造
- nextPCB
- BOM配單
- 媒體服務(wù)
- 網(wǎng)站廣告
- 在線研討會(huì)
- 活動(dòng)策劃
- 新聞發(fā)布
- 新品發(fā)布
- 小測(cè)驗(yàn)
- 設(shè)計(jì)大賽
- 華秋
- 關(guān)于我們
- 投資關(guān)系
- 新聞動(dòng)態(tài)
- 加入我們
- 聯(lián)系我們
- 舉報(bào)投訴
- 社交網(wǎng)絡(luò)
- 微博
- 移動(dòng)端
- 發(fā)燒友APP
- 硬聲APP
- WAP
- 聯(lián)系我們
- 廣告合作
- 王婉珠:wangwanzhu@elecfans.com
- 內(nèi)容合作
- 黃晶晶:huangjingjing@elecfans.com
- 內(nèi)容合作(海外)
- 張迎輝:mikezhang@elecfans.com
- 供應(yīng)鏈服務(wù) PCB/IC/PCBA
- 江良華:lanhu@huaqiu.com
- 投資合作
- 曾海銀:zenghaiyin@huaqiu.com
- 社區(qū)合作
- 劉勇:liuyong@huaqiu.com
-
關(guān)注我們的微信

-
下載發(fā)燒友APP

-
電子發(fā)燒友觀察



版權(quán)所有 ? 湖南華秋數(shù)字科技有限公司
長(zhǎng)沙市望城經(jīng)濟(jì)技術(shù)開發(fā)區(qū)航空路6號(hào)手機(jī)智能終端產(chǎn)業(yè)園2號(hào)廠房3層(0731-88081133)
電子發(fā)燒友 (電路圖) 湘公網(wǎng)安備43011202000918 工商網(wǎng)監(jiān)
湘ICP備2023018690號(hào)-1
工商網(wǎng)監(jiān)
湘ICP備2023018690號(hào)-1
評(píng)論