 通孔再流焊技術焊點強度問題的解決方法
通孔再流焊技術焊點強度問題的解決方法
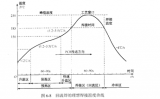
通孔再流焊技術的關鍵問題在于通孔焊點所需焊膏量比表面貼裝焊點所需焊膏量要大,而采用傳統再流工藝的焊膏印刷方法不能同時給通孔元器件及表面貼裝元器件施放合適的焊膏量,通孔焊點的焊料量通常不足,因此焊點強度將會降低。可以通過下面兩種不同工藝完成印刷。
(1)一次印刷工藝:為了解決通孔元器件及表面貼裝元器件焊膏需求量不同的問題,可以采用局部增厚模板進行一次印刷。
采用局部增厚模板需要使用手動印刷焊膏的方式,而刮刀則要采用橡膠刮刀,印刷工藝與傳統SMT印刷一致。通常局部增厚模板中參數A=0.15mm、B=0.35mm的厚度能夠滿足通孔再流焊各焊點焊膏量的要求。由于局部增厚模板使用橡膠刮刀,橡膠刮刀在壓力下形變較大,因此印刷后會出現焊膏圖形有凹陷的缺陷。
(2)二次印刷工藝
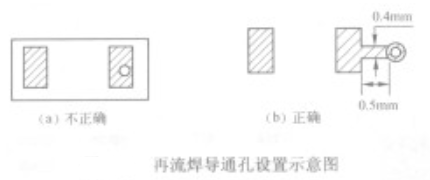
一次印刷工藝使用局部增厚模板和橡膠刮刀完成印刷,然而對于一些引線密度較大而引線直徑特小的混裝電路板,采用局部增厚模板一次性印刷焊膏的工藝無法滿足印刷質量的要求,就必須使用二次印刷焊膏工藝。首先通常采用0.15mm厚的第一級模板印刷表面貼裝元器件的焊膏,再用0.3~0.4mm厚度的第二級模板印刷通孔插裝元器件的焊膏。為了防止第二次印刷用模板的背面正對表面貼裝焊盤處刻蝕出深度為0.2mm的凹槽。
無論采用一次印刷工藝還是二次印刷工藝,當通孔插裝元器件采用通孔再流焊所使用的焊料質量為采用波峰焊所使用的焊料質量的80%時,焊點與采用波峰焊形成的焊點強度是相當的,但是如果通孔插裝元器件的焊料質量低于這個臨界量,則形成的焊點強度達不到標準。把80%定義為通孔再流焊焊料臨界量,無論是采用一次印刷工藝還是二次印刷工藝都要保證通孔再流焊所使用的焊料量大于這個臨界量。
推薦閱讀:http://www.xsypw.cn/kongzhijishu/959772.html
責任編輯:gt
-
元器件
+關注
關注
112文章
4716瀏覽量
92331 -
電路板
+關注
關注
140文章
4960瀏覽量
97854
發布評論請先 登錄
相關推薦





 工商網監
工商網監
評論