 夾具布局方案對生產線效率及質量提升的關鍵
夾具布局方案對生產線效率及質量提升的關鍵
柔性生產線的CNC專用夾具方案是實現高效加工的基礎。下面我們從共線生產的多品種發動機缸體缸蓋夾具的關鍵結構設計著手,探討夾具布局方案對生產線效率及質量提升的關鍵設計。
Part.1 粗加工高效夾具設計
粗加工序完成后續工序定位基準加工;主要加工面去余量,同時預留合理的余量給精加工以保證加工面最終尺寸及平面度、表面粗糙度等要求。在多產品粗基準相同的工藝條件下,關鍵考慮加工干涉、切削效率和加工質量穩定性。產品粗基準不同時,需通過夾具的創新設計實現兼容性。
1. 氣缸體夾緊方案
如圖1所示,粗加工主要為缸體、燃燒室面等特征加工。工件落座后,夾具主要通過油缸推出壓桿壓緊缸體毛坯的排沙工藝孔,將零件精確壓緊在基準方向上,但因鑄造余量、拔模斜度及切削沖擊載荷導致壓緊桿頻繁斷裂,嚴重影響生產效率。
圖1 粗加工輔助夾緊設計
但此方向另一定位點的夾緊頭從未發生過斷裂問題,通過重新合理設計壓頭結構,如圖2所示,將此向所有輔助夾緊方案設計為同一結構,有效解決了壓頭因沖擊導致斷裂的問題。
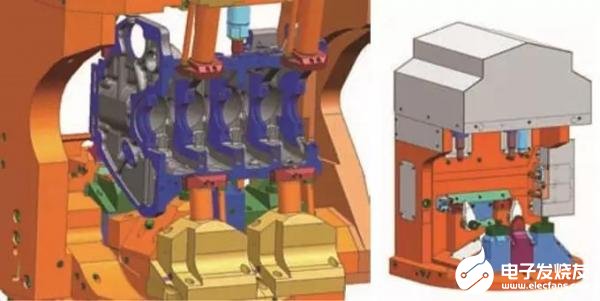
圖2 粗加工Z向輔助夾緊新設計
2.雙夾具方案適應共線生產
氣缸蓋的粗定位基準差異較大,為實現不同產品共線生產提出三種方案:
1) 外包實現粗加工序特征;
2) 新增一臺CNC;
3) 在同一臺加工中心上加工。

圖3 缸蓋雙夾具設計實現精基準的加工
通過換型定位裝置或設置雙夾具方案,經評估大批量生產方式下優選雙夾具方案。如圖3所示,大小缸體的缸蓋零件定位設計差異較大:雙夾具設計Ⅰ設計為小缸體加工;Ⅱ為大缸體加工位置,成功實現成本控制和質量保證。
Part.2 基于“一面兩銷”的精加工夾具設計
缸體、缸蓋為典型的箱體類零件加工,在加工基準上采用“一面兩銷”的定位方案來實現6個平面及孔系的精加工。
1.采用A/B軸夾具
基于B軸傳動方式,原缸體生產線全部采用B軸夾具方案,如圖4所示,部分加工特征如曲軸位置傳感器孔,主軸承蓋結合面等特征加工必須將零件翻轉直立后才能完成加工。
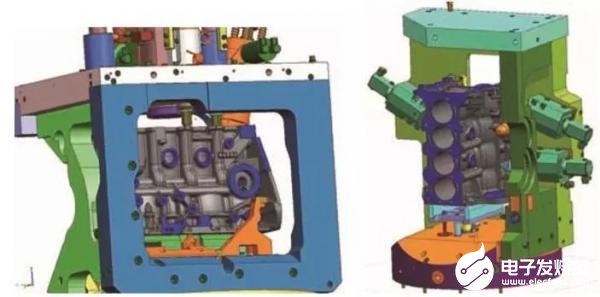
圖4 缸體全部B軸夾具設計方案
經過行業考察及氣缸蓋A軸實際應用,1.5L以下小排量鑄鐵缸體的加工負荷通過A軸加工完全可以達到工藝要求。如圖6所示,采用 B 軸、A軸串聯布置方式可以方便地實現零件的定位面一直朝下,無需再整體翻轉立起,不僅節省了員工的操作時間,降低了工作負荷,而且避免了翻轉過程中切削液飛濺導致工作環境的污染。

圖5 采用A/B軸串聯工藝布局結構
2.優化鋁合金夾具夾緊點設計
采用杠桿式增力夾緊機構設計應用于鋁合金缸蓋的加工,既避免缸蓋的形變,又滿足加工受力的要求,如圖6所示,大部分工位采用類似結構設計,滿足生產線長期耐久運行的考驗。因夾緊點距離差異較大,無法實現兼容夾緊工序,通過設計快換的夾頭結構,實現不同零件的兼容。

圖6 夾具結構采用杠桿式增力機構及快換壓頭
3.到位擋停結構精確設計
基于低成本設計要求,CNC設計為半自動上料。為確保員工將零件推拉到位,機床夾具的感應裝置設計尤為重要。

圖7 工件到位擋停機構設計
因此設計如圖7所示,工件推到位后實現連接機構內部氣路接通而產生通道內壓力變化直到設定值,實現零件到位監控。通過將該信號寫入設備的互鎖邏輯,零件未到位時,則機床不加工以防止零件掉入加工倉。
4.定位銷氣檢結構設計
基于“一面兩銷”的設計結構,如圖8所示,“一面”通過3個 或4個定位點;“兩銷”即圓銷和菱形銷定位組件。
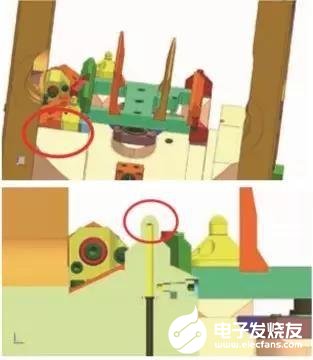
圖8 定位銷設計結構,斷銷通過氣壓檢測實現自動報警
設計均采用了氣壓監測通道,當受力過大導致斷銷時機床將自動停機并報警,防止刀具碰撞事故發生。
5.定位點結構設計
如圖9所示,夾具各定位點均采用了氣密監測及切削液沖洗裝置:在定位過程中沖洗防止定位面粘鐵屑導致的加工異常;加工過程中氣密檢測全程監控零件是否移位。
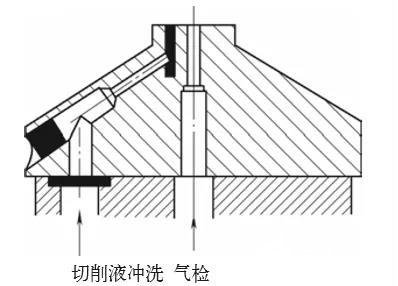
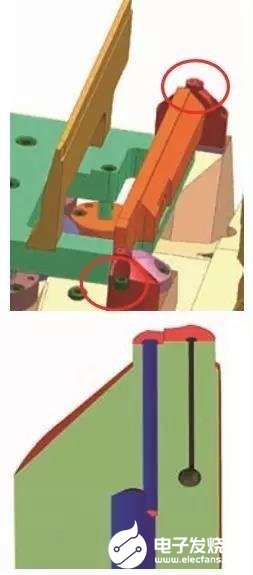
圖9 定位面設計結構
Part.3 關鍵特征加工夾具設計
機加工全部采用CNC加工,主要考慮生產柔性及未來新產品導入等因素,但在關鍵特征加工的長期能力無法達到工藝要求,比如曲軸孔精鏜位置度。
1.特殊工位夾具設計
缸體曲軸孔采用專機特性的線鏜刀工藝加工方式,既兼顧CNC的柔性,又保證專機加工的穩定性,其關鍵核心為在刀具遠端增加一軸承支撐,防止刀具重力因素及加工材料軟硬導致位置變異。但線鏜刀對進刀的中心要求非常苛刻,基于銷孔配合的定位方案存在一定間隙的影響。
為消除間隙,如圖10所示,在零件 側面增加一推動液壓缸,工件落座定位后通過推桿將零件推向一側,消除 潛在間隙影響確保對中度。通過在CNC上使用專機線鏜刀方案,成功將曲 軸孔前后端中心差異從0.025mm改進到0.01mm以內。
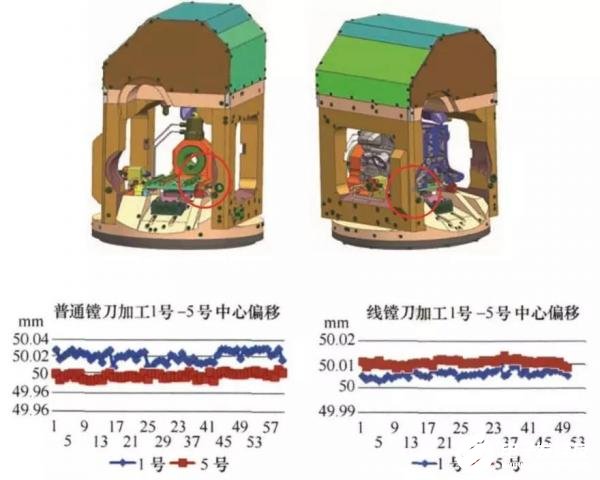
圖10 關鍵工序采用液壓杠消除定位間隙設計
2.關鍵工位工裝在線測量裝置
在線測頭用于箱體類零件關鍵特征的加工,主動干預過程實現加工能力提升。如缸體止推面、缸體缸蓋燃燒室面等重要特征加工探測,為保證加工尺寸能力,通過測頭測量實現刀具磨損進行補償。為避免測頭粘鐵屑、鋁屑、測頭本體波動等影響,通過在夾具上安裝一標準尺寸的參考件,定期對測量系統進行標定、監控,確保加工尺寸的準確性。
箱體類零件專用夾具在缸體、缸蓋生產線已成功開發應用。除了部分夾緊及導向組件需手動換型外,定位器件均無需換型,可實現3大類系列產品的共線生產。基于一面兩銷的精加工A/B軸混合使用,有效縮短了生產輔助時間,提升了人機工程的應用,特別是專機概念應用到CNC夾具的設計,有效提升了關鍵特征長期加工能力。
責任編輯:wv
-
夾具
+關注
關注
0文章
78瀏覽量
13340 -
CNC
+關注
關注
7文章
313瀏覽量
35221
發布評論請先 登錄
相關推薦
SMT來料質檢:確保電子生產質量的關鍵
福祿克產品在工廠生產線設備維護中的應用
初創公司借助NVIDIA Metropolis和Jetson提高生產線效率
電池組半自動生產線:高效、智能的生產解決方案
視覺檢測的優勢有哪些?為什么傳統生產線要做視覺檢測?
生產線產量計數物聯網系統解決方案

柔性生產線系統的構成單元有哪些
工控機在智能化生產線控制方面有哪些具體應用?

智能焊接生產線要求標準有哪些

MES系統對生產追溯的好處
樂華工位機如何提高工廠生產線的生產效率






 工商網監
工商網監
評論