 表面張力起因及對焊點形成過程會造成哪些影響
表面張力起因及對焊點形成過程會造成哪些影響
表面張力與潤濕力的方向相反,因此表面張力是不利于潤濕的因素之一。無論足再流焊、波峰焊還是手工焊,表面張力對于形成良好焊點都是不利因素。但在再流焊中表面張力又能被利用——當焊膏達到熔融溫度時,在平衡的表面張力的作用下,會產生自定位效應,即當元器件貼放位置有少量偏離時,在表面張力的作用下,元器件能自動被拉網到近似日標位置。因此表面張力使再流焊工藝對貼裝精度的要求比較寬松,比較窬易實現高度自動化與高速度。同時也正因為“再流動”及“自定位效應”的特點,再流焊藝對焊盤設計、元器件標準化等方面有更嚴格的要求。如果表面張力不平衡,即使貼裝位置_f+分準確,焊接后也會出現元件位置偏移、立碑、橋接等焊接缺陷。
一、表面張力起因
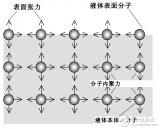
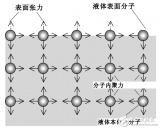
某表面的表面張力取決于原子間的鍵合能。在液態金屬里的大部分,每個原子大約具有12個近鄰原子,可把其總內能看作這些原子間鍵合能之和。表面層原子比體內原子具有更高的位能,因為包圍它的原子不完全。如果表面面積增大,更多的原子占據表面上的位置,消耗的能量就增加。原子的鍵合能和汽化熱有密切關系,因為要汽化一個原子,所有和它相鄰的原子鍵都得打開。為了把一個原子從體內移到表面層,這個原子的一部分鍵必須被打開。所以汽化熱和表面張力之間有著某種關系。原子間鍵的強度還反映在熔點上。事實上熔點高的
二、金屬總具有強的表面張力。
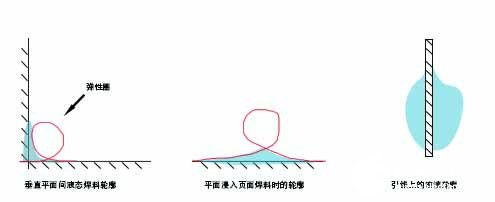
表面張力對液態焊料表面外形的影響有關液態焊料表面輪廓,可以通過拉普拉斯方程和靜壓力方程進行數值分析與計算,這里就不深入討論此問題了,僅給出三張圖。了解外形是由表面自由能決定的即可。聯系到SMT貼片焊點,我們只要認識到SMT加工焊點的外形遵從一定的規律,與焊點的結構和熔融焊料的表面張力有關,正如堆沙子一樣,沙堆的斜度是一定的。
三、表面張力對焊點形成過程的影響
SMT貼片加工中焊點的形成并非是一個完全的焊料滴與界面的反應,而是受元件封裝體的熱容量及遮蔽而逐漸液化的熔融焊料與界面的反應,焊點輪廓是伴隨焊膏逐步融化而動態形成的,雖然最終的外形與液態焊料一樣,但是它有一個中間過程。這個中間過程與焊接良率有很大的關系。
推薦閱讀:http://m.elecfans.com/article/727905.html
責任編輯:gt
-
元器件
+關注
關注
112文章
4716瀏覽量
92316 -
焊盤
+關注
關注
6文章
551瀏覽量
38145 -
波峰焊
+關注
關注
12文章
309瀏覽量
18613
發布評論請先 登錄
相關推薦
納米磁性液體基載液—白油表面張力的實驗研究
表面張力儀的原理是什么?
液體表面張力系數的測定
基于cpu的表面張力儀測試方法
表面張力的定義與表面張力儀的測試原理
PCBA焊接中表面張力的作用是什么,如何降低降低表面張力和黏度
HT-表面張力儀器的產品特點以及它的應用領域
手動表面張力儀的產品特點說明
表面張力儀的產品特點及應用領域的介紹
手動表面張力儀的產品特點是怎樣的
動態表面張力在半導體行業中的應用
PCBA加工表面張力的作用與改善措施





 工商網監
工商網監
評論