 三種比較典型的等離子弧焊槍
三種比較典型的等離子弧焊槍
等離子弧焊槍對等離子弧的性能和焊接過程的穩定性起著決定性的作用。焊槍應能保證電弧的穩定,引弧、轉弧方便,電弧壓縮性能良好,電極與噴嘴的對中性準確,保護性能理想和冷卻可靠。圖2-74為三種比較典型的等離子弧焊槍。
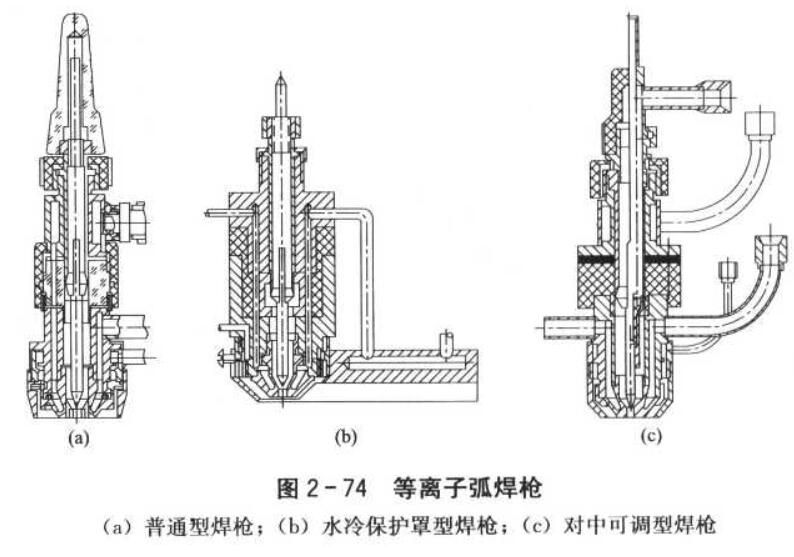
等離子弧焊槍主要由電極、電極夾頭、壓縮噴嘴、中間絕緣體、上槍體、下槍體和冷卻套組成,其中最關鍵的部位是噴嘴和電極。等離子弧焊接噴嘴主要形式如圖2-75所示。
影響噴嘴性能的主要幾何尺寸是孔徑破、通道長如和壓縮角口[見圖2-75(b)]。一定的孔徑所能通過的最大焊接電流也是一定的,當焊接電流超過該孔徑所能承受的最大電流時,就會產生“雙弧”,從而破壞焊接過程的穩定。所以孔徑d。的選用可視焊接電流的大小而定。
Zc,/d。通常稱為通道比,這個比值越大,則對電弧的壓縮效果越好,但超過一定值會導致雙弧的產生。實際中常用的lO/dn值為1~1.15。
通道長Zo和壓縮角a直接影響到電弧的壓縮程度。通道越長,壓縮角越小,對電弧的壓縮作用越強,但超過一定限度時,同樣會影響電弧的穩定性,所以應該選用合適尺寸的噴嘴。
生產上多采用如圖2-75(b)所示的噴嘴,因為這種形式的噴嘴比單孔型噴嘴對電弧壓縮效果好,焊接速度快。而圖2-75(c)~(e)類型的噴嘴多用于焊接較大厚度的焊件,熔池不易下塌,電弧穩定,不產生雙弧。厚度在6.5mm以上的焊件多采用如圖2-75(d)、(e)所示類型的噴嘴。
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
等離子
+關注
關注
2文章
236瀏覽量
29965 -
弧焊
+關注
關注
2文章
39瀏覽量
15854
發布評論請先 登錄
相關推薦
等離子體的一些基礎知識
等離子體(Plasma)是一種電離氣體,通過向氣體提供足夠的能量,使電子從原子或分子中掙脫束縛、釋放出來,成為自由電子而獲得,通常含有自由和隨機移動的帶電粒子(如電子、離子)和未電離的中性粒子。由于

等離子電視與最新技術對比
發光二極管(OLED)和量子點LED(QLED)——之間的差異和優劣。 等離子電視(PDP) 等離子電視是一種利用氣體放電原理工作的顯示技術。每個像素由兩個玻璃板之間的氣體放電產生,通過控制電流來調節紅、綠、藍
等離子電視的連接方式解析
等離子電視以其出色的畫質和大屏幕體驗,曾經是家庭娛樂中心的首選。盡管隨著技術的發展,液晶電視和OLED電視逐漸取代了等離子電視的市場地位,但等離子電視依然以其獨特的優勢在某些領域保持著一席之地。 一
等離子的基本屬性_等離子體如何發生
。 ? ? 等離子的基本屬性 從物理學角度來看,“等離子體”的定義是: 一種由離子、電子和中性粒子組成的電中性、高度電離的氣體。它是物質的一種
等離子體發射器的工作原理
在探索宇宙的征途中,人類一直在尋找更高效、更環保的推進技術。 等離子體基礎 等離子體,被稱為物質的第四態,是一種由離子、電子和中性粒子組成的高溫、高電導率的氣體。在自然界中,
等離子體技術在航天中的作用
一、等離子體推進技術 等離子體推進技術是利用等離子體的高速運動來產生推力的一種航天推進方式。與傳統化學推進相比,等離子體推進具有更高的比沖,
等離子體的定義和特征
等離子體的定義 等離子體是一種由離子、電子和中性粒子組成的電離氣體。在這種狀態下,物質的部分或全部原子被電離,即原子核與電子分離,形成了帶正電的離子
等離子體在醫療領域的應用
等離子體的特性 等離子體是一種高度電離的氣體,它包含大量的自由電子和離子。這種物質狀態具有高能量密度、高反應活性和良好的導電性。等離子體的
等離子體清洗的原理與方法
等離子體清洗的原理 等離子體是物質的第四態,由離子、電子、自由基和中性粒子組成。等離子體清洗的原理主要基于以下幾點: 高活性粒子 :等離子體
等離子清洗技術原理??、分類???、特點、應用及發展趨勢
??? 等離子清洗技術是一種新型的表面處理技術,它通過利用等離子體中的活性粒子與材料表面的化學反應,去除材料表面的污染物和雜質,從而改善材料的表面性能。等離子清洗技術具有高效、環保、無
什么是電感耦合等離子體,電感耦合等離子體的發明歷史
電感耦合等離子體(Inductively Coupled Plasma, ICP)是一種常用的等離子體源,廣泛應用于質譜分析、光譜分析、表面處理等領域。ICP等離子體通過感應耦合方式將
等離子拋光和電解拋光區別在哪
等離子拋光和電解拋光是兩種不同的表面處理技術,它們在材料加工、表面處理、光學元件制造、半導體制造等領域有著廣泛的應用。這兩種技術各有特點和優勢,適用于不同的材料和應用場景。 1. 原理 等離子
通過結合發射和吸收光譜法比較激光等離子體的激發溫度
激光等離子體是一種在許多科學和工業領域廣泛應用的重要現象。理解和測量其激發溫度對于材料科學、物理學和工程學都有著至關重要的意義。近期,一篇題為《Comparison of excitation
等離子發動機的原理 等離子發動機最大推力是多少
等離子發動機原理: 等離子發動機是一種利用電磁力將離子加速并噴射出來產生推力的發動機。它主要包括等離子體產生器、
等離子顯示器特點 等離子顯示器的工作原理
等離子顯示器(Plasma Display Panel,簡稱PDP)是一種采用氣體放電和發光材料發光的平板顯示技術。與液晶顯示器相比,等離子顯示器擁有更高的對比度、更高的色彩飽和度和更快的響應速度





 工商網監
工商網監
評論