") 高功率激光器的焊接如何選擇性價(jià)比高的真空共晶爐
高功率激光器的焊接如何選擇性價(jià)比高的真空共晶爐
(文章來(lái)源:網(wǎng)絡(luò)整理)
大功率激光器、高功率激光器和普通激光器焊接,在工藝上面還是有很大差別,就像電路板焊接的時(shí)候,帶治具焊接和不帶治具焊接工藝是不一樣的。尤其是有的高功率激光器高度都有50mm了。如何提高焊接質(zhì)量,就是一個(gè)很重要的課題。
高功率激光器基本都是焊片焊接,用金錫、錫銀銅和銦焊片居多。對(duì)焊接工藝要很高的要求。那么如何選擇合適的真空爐是一個(gè)技術(shù)活。
首先溫度均勻度如何,溫度均勻度的高低是判斷能否焊接好激光器的關(guān)鍵指標(biāo)。一般要達(dá)到2度以內(nèi)。2度在設(shè)備驗(yàn)收的時(shí)候可以做到。那么在設(shè)備使用半年一年能不能達(dá)到,這個(gè)考驗(yàn)的就是真空爐廠家的技術(shù)積淀和對(duì)材料特性等等方面是否專業(yè)。一般來(lái)說(shuō),使用一年以上,溫度曲線是否還能重合,就知道溫度均勻度有多高,這是關(guān)鍵指標(biāo)。不是剛剛買的新的真空爐能達(dá)到的溫度均勻度,是使用一年以上,你的真空爐還能不能達(dá)到這個(gè)水平,這個(gè)才是考驗(yàn)廠家的水平,也是這款真空爐的核心技術(shù)優(yōu)勢(shì)。
其次降溫斜率是否能達(dá)到激光器的焊接要求,高功率激光器對(duì)設(shè)備的降溫斜率要求很高。一般達(dá)到3-5度/秒,看溫度曲線。第三,真空爐氧含量的控制水平處在什么位置,長(zhǎng)期使用能不能穩(wěn)定在一個(gè)高水平,還有在焊接過(guò)程中不能有波動(dòng)。
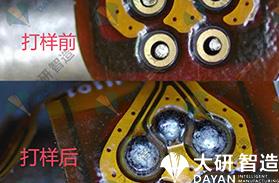
做過(guò)激光器真空焊接的朋友們都知道,一個(gè)批次焊接這么多激光器,如果溫度均勻度不高,就會(huì)出現(xiàn)這一批里面,有幾個(gè)焊接好的,有幾個(gè)焊接不好的。同理,如果降溫的時(shí)候降溫斜率和均勻度不夠,那么在高溫中持續(xù)時(shí)間長(zhǎng)的高功率激光器空洞率就會(huì)非常高,這也說(shuō)明這是一個(gè)關(guān)鍵指標(biāo)。降溫斜率要高,同時(shí)降溫過(guò)程中的溫度均勻度也要高,這是核心指標(biāo),大家選擇激光器真空焊接爐,尤其是高功率激光器真空爐的時(shí)候,一定注意這幾個(gè)核心指標(biāo)。
激光器行業(yè)用戶選擇真空回流焊、真空共晶爐一定要做多批量的測(cè)試焊接,一個(gè)兩個(gè)工件說(shuō)明不了問(wèn)題。一定要多次測(cè)試、嚴(yán)格檢查技術(shù)指標(biāo)。畢竟一個(gè)激光器的成本在那里呢,出現(xiàn)一個(gè)兩個(gè)質(zhì)量問(wèn)題,損失由多大?有多個(gè)不良導(dǎo)致最終產(chǎn)品的不良是個(gè)大事。
(責(zé)任編輯:fqj)
-
激光器
+關(guān)注
關(guān)注
17文章
2521瀏覽量
60455 -
焊接技術(shù)
+關(guān)注
關(guān)注
2文章
156瀏覽量
17636
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
真空回流焊爐/真空焊接爐——正壓純氫還原+燃燒裝置
真空共晶爐怎么選?看這一篇就夠了!

高功率半導(dǎo)體激光器的散熱秘籍:過(guò)渡熱沉封裝技術(shù)揭秘

還原性氣氛助力真空共晶爐:打造高品質(zhì)焊接的秘訣

真空回流焊爐/真空焊接爐——半導(dǎo)體激光器失效分析

真空共晶焊爐升降溫斜率:科技制造的新篇章

大研智造 半導(dǎo)體激光器在電子焊接中的應(yīng)用及優(yōu)勢(shì)
高壓放大器在高功率固體板條激光器光束實(shí)驗(yàn)中的應(yīng)用
多芯片共晶貼片工藝,為TO型激光器插上騰飛的翅膀!

如何選擇性價(jià)比高的消費(fèi)級(jí)4G路由器
選擇手持激光焊接機(jī)激光器的 5 大秘訣!壹晨激光為你揭曉!

激光焊接機(jī)性價(jià)比高的品牌推薦

TO型激光器多芯片共晶貼片工藝






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論