 國內塑料擠出機的溫控方案一般有哪三種
國內塑料擠出機的溫控方案一般有哪三種
擠出設備主要用于熱塑性塑料,是塑機三大類(注塑/擠出/吹塑)之一,在塑料加工中占有極其重要的地位,可用于成型管材、棒材、線材、板材、薄膜、電纜電線的包覆以及其它各種截面形狀的異型材(例如塑鋼門窗)。
在塑料的實際生產過程中,溫度控制的穩定與否直接決定了產品的品質,并且與整機能耗息息相關。擠出機/擠出生產線的溫度控制往往涉及十幾個到幾十個控制回路(多臺主機+輔機),相關控制主要包括機筒溫度(加熱/冷卻控制,多個溫區),模頭溫度(加熱控制,多個溫區),熔體溫度,熔體壓力以及主電機轉速和給料電機轉速。其中筒身和機頭各部分溫度的準確控制對提高塑料制品的產量和質量有著至關重要的意義:擠出溫度低了,會造成負載過大,出料不暢;擠出溫度過高,則可能導致材料特性變化使成品報廢。因此,對于擠出機來說,溫控產品的選擇尤其重要。
目前國內塑料擠出機的溫控方案一般有三種
分立儀表(不推薦)
根據加工工藝的要求,各區采用溫控表+固態繼電器(電加熱)+ 電磁閥(風冷或水冷)的方式分別控制。這種控制方案在靜態下效果還可以,但是動態下的控制(正常工作),即使是風冷也只能說一般,就更不用說水冷設備了,并且分立式結構也不利于加熱電流監視功能的實行(因其每一路都需要一個單獨的電流互感器),此外多臺溫控表的使用,使整個電路結構變得復雜化,安裝、接線以及調試都比較麻煩,一方面提高了人工成本,另一方面也增加了故障幾率。
純PLC控制(不推薦)
使用PLC內置的軟PID模塊來做溫度控制, 其集成度超過分立儀表,故障率也低,但對人員技術水平要求較高,現場調試比單表麻煩得多,并且由于PLC在浮點運算功能上的限制,其實際控制效果甚至還不如單表(因其 PID功能非常簡單), 而且此方案不支持加熱電流監視功能。
專用回路控制模塊(推薦)
為了彌補前二種方案的缺點,近年來使用專用PID控制模塊的越來越多。使用MLC9000等專用閉環多回路控制模塊來集中處理溫度控制,每個模塊2-4路控制,簡化了安裝、調試和接線,但這些模塊其實質是將多塊單表取消顯示,整合到一個模塊當中, 在算法上并無實質改進。作為它們的增強版本, 德國PMA推出了KS vario系統。
關于KS vario
KS vario是德國PMA品牌為多回路溫度控制推出的系統化解決方案,由基本控制模塊和總線通訊模塊兩部分構成,集成度高且擴展靈活,特殊PID算法確保復雜工況下仍具有非常高控制精度,廣泛應用于塑料擠出、電子、半導體、光伏、包裝機械、熱處理工業爐、熱流道、干燥器、燃燒器和鍋爐控制、滅菌器等諸多工業領域。
靈活的通訊方式
支持MODBUS ,PROFIBUSDP, CANOPEN, DEVICENET, ETHERNET, PROFINET等
溫控精度
達到+/-0.5
軟啟動功能
設備啟動時,用戶可以指定一個限定的功率輸出將設備預熱到一個指定溫度并保溫一段指定的時間后再進入正常工作狀態。軟啟動和同步升溫功能,對于避免溫度超調、緩解螺桿和筒身因為不均勻升溫而產生的內應力、延長設備使用壽命非常有幫助,這兩者可以分別單獨打開和關閉。
同步升溫功能
設備啟動時,用戶可以規定哪些溫區需要均勻升溫(升溫時各溫區相互之間的溫差不能超過某一設定值),升溫到設定溫度后,該項限制自動取消。軟啟動和同步升溫功能,對于避免溫度超調、緩解螺桿和筒身因為不均勻升溫而產生的內應力、延長設備使用壽命非常有幫助,這兩者可以分別單獨打開和關閉。
責任編輯:pj
-
PLC控制
+關注
關注
9文章
251瀏覽量
27288 -
控制模塊
+關注
關注
2文章
131瀏覽量
18859
發布評論請先 登錄
相關推薦
基本放大電路有哪三種
光纖測試方法有哪三種
單片機的三種總線結構
在電路中電阻的連接形式有哪三種
數字示波器的測量方法有哪三種
電壓型逆變器可具體分為哪三種?
工控機壽命一般幾年
放大電路有哪三種基本分析方法?舉例說明
verilog中端口類型有哪三種
邊緣計算分為哪三種類型?邊緣計算這項技術可以應用在哪些領域?
金屬電阻應變片有哪三種?金屬應變片與半導體應變片有何異同?
VMware虛擬機的三種網絡模式
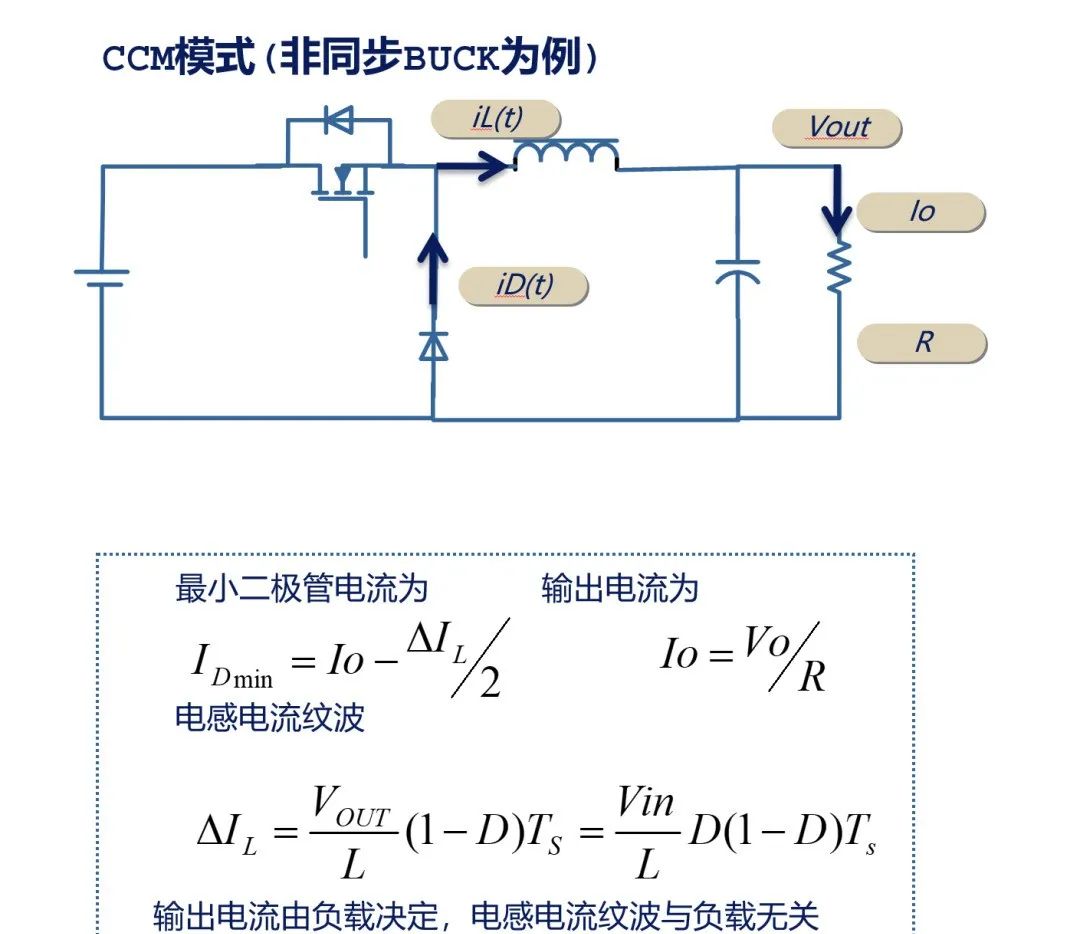
buck電路有哪三種工作模式





 工商網監
工商網監
評論