 機器人使用CMT焊接的標準控制應用分析
機器人使用CMT焊接的標準控制應用分析
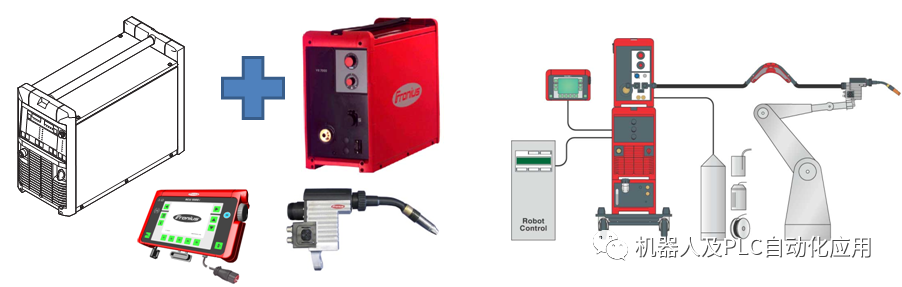
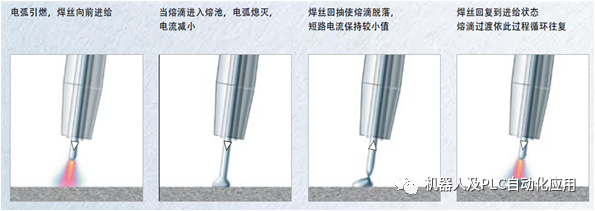
FroniusCMT是一種工作方式技術:
焊接開始,焊槍伺服電機驅動,焊絲與板材電弧引燃,焊絲融化融滴滴進熔池,當數字化的控制監測到一個短路信號,就會反饋給送絲機,送絲機作出回應,迅速回抽焊絲,從而使得焊絲與熔滴分離。焊絲恢復到進給狀態電弧再次引燃,循環往復到焊接結束,頻率由送絲速度決定。
CMTBraze+的焊槍頭較標準的CMT焊槍頭有很大變化
1 滅弧罩內置水循環冷卻
優點:
使槍頭及時冷卻,可以長時間進行焊接;
降低了滅弧罩粘連飛濺,易于滅弧罩除塵
2 滅弧罩頭部形狀進行改良
優點:
使保護氣體更加集中,節省氣體流量;
由于氣流集中,降低了飛濺量
CMTBraze+多用于表面件的焊接.
網上視頻:
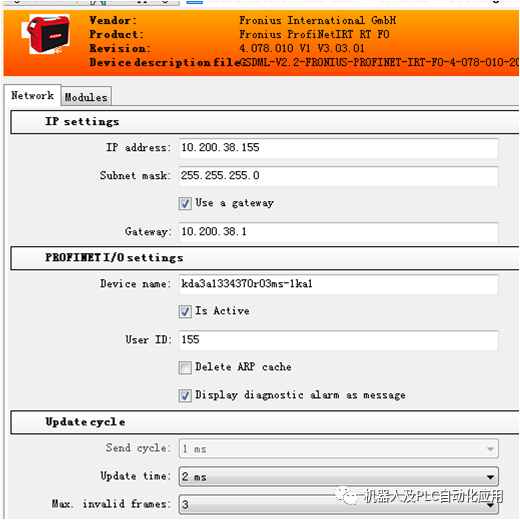
機器人組態Fronius焊機

CMT 中F里量的使用:
F549 用于與PLC的IO交換
IF $FLAG[F_m_MIG1] THEN -使用MIG-
MIT_MIG1=TRUE -使用MIG-
ELSE
MIT_MIG1=FALSE -不使用MIG-
ENDIF
IF MIT_MIG1 THEN
A1860 不帶CMT焊
$OUT[O_MS1_o_Proz]=$IN[I_MS1_o_Proz] OR $FLAG[F_o_Prozess]
E209不使用工具 或者 F525 不帶工具
A210維護警告
$OUT[O_MS1_W_akt]=$OUT[O_R_Auto] AND NOT $IN[I_MS1_W_akt]
A12 機器人自動,沒有E1865沒有維修警告
A212缺少冷卻水
$OUT[O_MS1_H2O_io]=$OUT[O_R_Auto] AND NOT $IN[I_MS1_H2O_io]
A12 機器人自動,沒有 E1870冷卻液i.O.
A213焊接氣故障
$OUT[O_MS1_Gas_io]=$OUT[O_R_Auto] AND NOT $IN[I_MS1_Gas_io]
A12 機器人自動,沒有E1869焊接氣體i.O.
A214無絲故障
$OUT[O_MS1_Draht_io]=$OUT[O_R_Auto] AND NOT $IN[I_MS1_Draht_io]
A12 機器人自動 ,沒有E1872有焊絲存在
A216總故障
$OUT[O_MS1_S_St]=$OUT[O_R_Auto] AND $COULD_START_MOTION AND (NOT $IN[I_MS1_S_St] OR $FLAG[F_MS1_Sammel]) AND $timer_flag[TimerNr_Ein]
A12機器人自動,程序正在執行,沒有E1858沒有總故障,F573 CMT在運行USER時超時或或者在運行MAKRO時停止產生的超時,T44 超時故障
F522 開啟節能模式
IF $FLAG[F_m_e_Mode] THEN F522
Mit_e_Mode=TRUE 使用節能功能
ELSE
Mit_e_Mode=FALSE
ENDIF
-----USER用戶程序用法-----------
-
機器人
+關注
關注
211文章
28601瀏覽量
207850 -
伺服電機
+關注
關注
85文章
2055瀏覽量
58054 -
焊接
+關注
關注
38文章
3219瀏覽量
60003
原文標題:機器人使用CMT焊接的標準控制應用分析
文章出處:【微信號:gh_a8b121171b08,微信公眾號:機器人及PLC自動化應用】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
焊接機器人焊接工藝了解嗎?管道焊接機器人可視焊縫追蹤系統介紹
焊接機器人與傳統焊接的區別
焊接機器人編程技巧與注意事項
焊接機器人安裝與調試指南
焊接機器人拖拽軌跡怎么設置

焊接機器人示教模式怎么設置

焊接機器人視覺控制技術有哪些組成
FMEA在焊接機器人研發中的應用
焊接機器人怎么調焊接速度

焊接機器人調試技巧有哪些

六軸焊接機器人的操作流程
機器人焊接與人工焊接對比分析

視覺機器人焊接的研究現狀

焊接專機與焊接機器人哪個好

機器人焊接技術的應用與發展前景





 工商網監
工商網監
評論