

微波功率模塊是雷達收發組件的重要組成部分,其焊接質量和裝配效率對有源相控陣雷達的性能及研制速度非常重要。本文介紹了微波功率模塊焊接所采用的分步焊接、階梯焊接和一次性焊接等三種工藝方法的特點,分析了工藝控制的關鍵參數和控制要點。以某型號雷達微波功率模塊的裝焊為對象,分別利用3種工藝方法對微波功率模塊進行焊接,從生產效率、焊透率以及生產工藝性等方面對工藝方法進行對比分析。試驗結果表明,對于器件數量較多的微波功率模塊,優選一次性焊接工藝,次選階梯焊接或分步焊接,對于器件數量較少的微波功率模塊,優選分步焊接。
發射/接收(T/R)組件是廣泛應用于機載、艦載、星載和彈載等新一代固態有源相控陣雷達的核心部件。其中,微波功率模塊實現發射信號的合成和放大,是T/R組件中非常重要的組成部分。由于微波功率模塊數量多、體積小、集成度高、電性能要求高、可靠性要求高和電磁兼容問題突出,采用傳統的制造手段已無法滿足整機小型化、集成化和高可靠性的需求。比如,微波功率模塊裝配質量的優劣、微波性能的一致性,對確保T/R組件的高性能起到了關鍵作用,同時還需要兼顧考慮生產周期和產能等要素。因此,微波功率模塊的焊接工藝對T/R組件的性能以及研制進度具有重要影響,是有源相控陣雷達研制過程中的重要研究方向。
本文介紹微波功率模塊的三種焊接工藝,并通過分析比較,確定了各自的應用條件。
一、微波功率模塊焊接方法 微波功率模塊由金屬基板、微波介質板和元器件構成,見表1。其焊接內容包括微波介質板大面積焊接和元器件焊接兩部分。微波功率模塊焊接工藝主要有分步焊接、階梯焊接和一次性焊接等三種方法,每種方法都能實現微波功率模塊器件的焊接,但是它們存在各自的優缺點,需要依據產品的結構特點、器件類型及數量、產能要求、微波性能要求、可靠性要求以及生產設備的能力等選擇合理的焊接工藝。
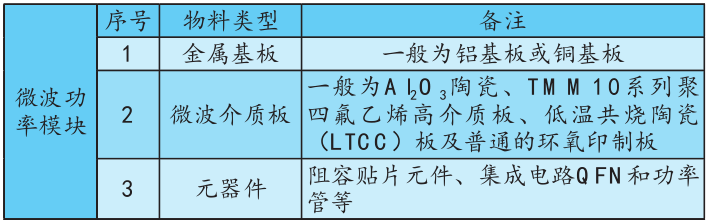
表1:功率模塊主要組成 分步焊接 分步焊接工藝是指微波功率模塊采用回流焊接和手工焊接分步實施的工藝方法,工藝流程如圖2所示。該工藝一般分成兩大工序:首先采用大面積焊接工藝,實現微波介質板與金屬基板的高可靠連接,確保滿足散熱性能要求和微波接地要求;然后采用手工焊接工藝,實現阻容貼片元件、集成電路QFN和功率管等所有元器件的手工裝焊。
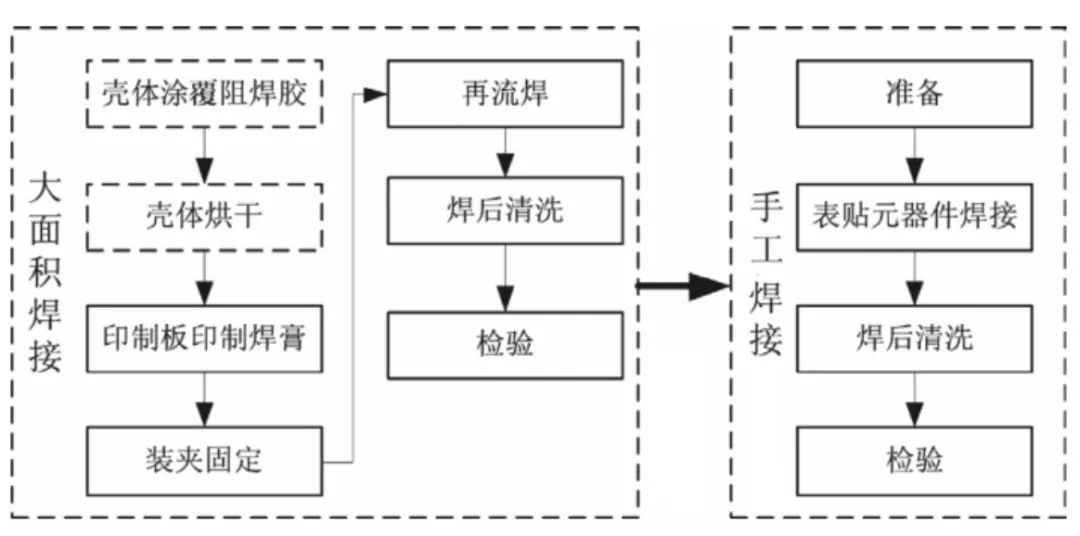
圖2:分步焊接工藝流程
該工藝主要適用于元器件數量較少且易于手工焊接的微波功率模塊。它的優點是操作簡單方便,不需要大型生產設備,工裝設計簡單。不過,手工焊接存在一定的缺陷:一方面,容易存在元器件的錯焊和漏焊等問題,需要做好器件符合性檢查;另一方面,針對一些接地的焊點,由于印制板已經與底板焊接,導致印制板的接地焊點熱容較大,焊接難度大。
階梯焊接 階梯焊接工藝是指微波功率模塊采用低溫焊料焊接元器件和常溫焊料焊接微波介質板與殼體的工藝技術,兩種焊接工藝相結合使用。階梯焊接的工藝流程如圖3所示。首先采用表面貼裝技術(SMT)工藝,實現元器件與微波介質板可靠高精度焊接;然后采用大面積焊接工藝,實現微波介質板與金屬基板的高可靠連接,確保滿足散熱性能要求和微波接地要求。
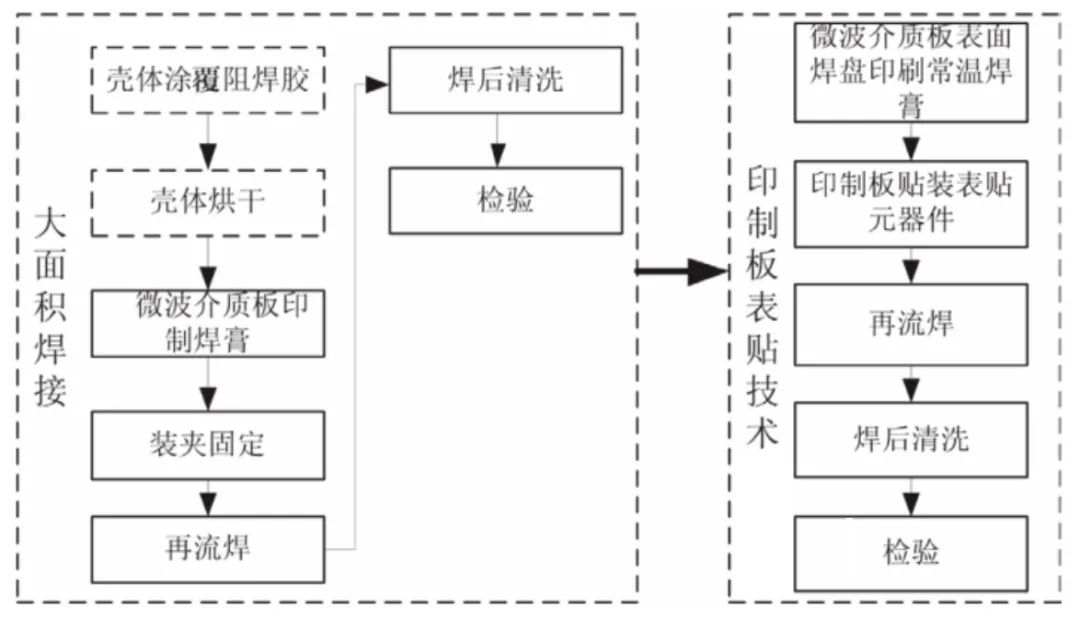
圖3:階梯焊接工藝流程
該工藝主要適用于元器件適合表貼,并且數量多、類型復雜的微波功率模塊。它的優點是自動化程度高、裝配效率高、模塊焊接一致性好、可靠性高;缺點是兩種焊料體系梯度焊接,工藝窗口小,溫度控制難度大。
一次性焊接 一次性焊接工藝是指將SMT工藝和大面積焊接工藝相結合,實現微波功率模塊元器件、微波介質板和殼體同步焊接,其工藝流程如圖4所示。一次性焊接工藝先進行SMT工藝,完成微波介質板焊膏印刷和元器件貼裝,再進行大面積焊接工藝,完成殼體點涂焊膏以及微波介質板、金屬基板和工裝的裝夾,最后進行一次性回流焊接。
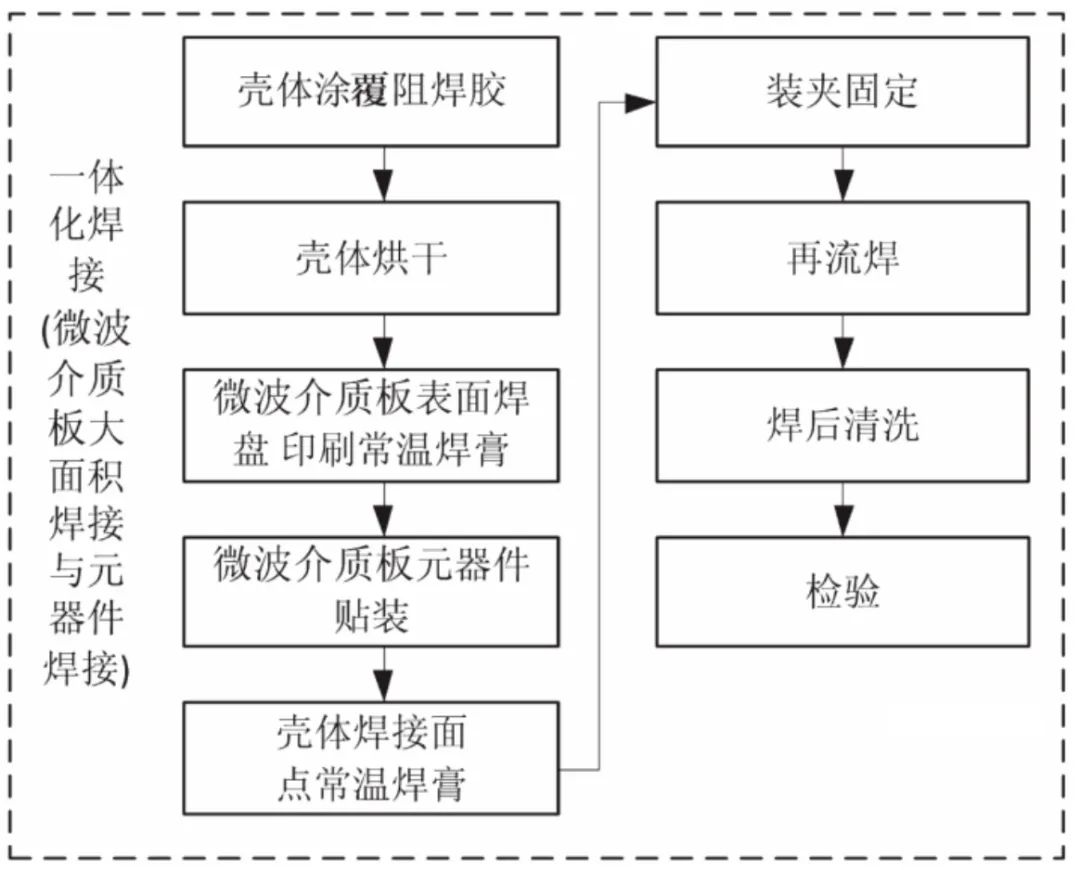
圖4:一次性焊接工藝流程
一次性焊接工藝主要適用于適合表貼,并且元器件數量多、類型復雜的微波功率模塊。它的優點是自動化程度高、一致性好、可靠性高,而且只需一次回流焊接工序,使得工序簡化,但該方法對工裝設計要求較高。
二、微波功率模塊焊接工藝的控制要素 微波功率模塊三種焊接工藝有五個關鍵工藝技術要素,分別為大面積焊接阻焊技術、焊接溫度窗口控制、大面積焊接工裝設計、殼體內焊膏點涂技術和自動化焊接工藝。 大面積焊接阻焊技術
在大面積焊接過程中,阻焊劑(膠)會阻止焊料從焊接區滲透到非焊接區,并且焊接后,可輕易去除。焊料的流淌主要與爐溫、工裝施加到印制板的壓力、焊料涂覆與非焊接區域的距離以及印刷網板的占空比等因素有關。經過大量的工藝試驗和產品應用表明,以上四個因素控制得當,可以不用阻焊劑(膠),同樣可達到控制焊料從焊接區流淌到非焊接區的效果,并且工藝過程中,減少了涂覆阻焊膠的工步,提高生產效率。
焊接溫度窗口控制
階梯焊接工藝在器件的封裝和集成電路封裝中已得到了廣泛應用,同時也可應用于微波電路功能模塊的焊接應用。微波介質板先經過SMT焊接(采用常溫焊膏),后經過大面積焊接(采用低溫焊膏)。在大面積焊接時,需要監測印制板表面器件焊點處的峰值溫度,不能高于甚至接近首次焊接所用焊料的熔點,否則,器件會重熔。所以,在大面積焊接過程中,需要對再流焊爐的性能進行跟蹤監測,操作比較繁瑣。
針對焊接質量要求較高的產品,需掌握再流焊爐溫度變化特性。首次生產時,每間隔一個小時監測一次爐溫變化;當了解了爐溫的情況后,每周跟蹤兩次,監測爐溫是否發生變化。如果爐溫比設定好的溫度曲線偏離±5℃,需要重新調整溫度曲線。
由此可見,階梯焊接工藝的難度較大,需要控制工藝窗口,而分步焊接和一次性焊接則不涉及該問題。 大面積焊接工裝設計
大面積焊接中工裝設計是非常關鍵的技術,需要考慮工裝材料(鋁合金、石墨和不銹鋼等)、壓力分布均勻性、工裝透氣性、工裝熱容大小、印制板受壓方式及壓力大小。
針對壓力位置,分步焊接工藝中,微波介質板表面平整,工裝的施壓位置不受限,只需考慮受力均勻;而階梯焊接和一次焊接工藝中,微波介質板的受力位置不能干涉焊好的元器件,如果無法避免器件干涉問題,那么該器件的焊接工序需要調整到引腳器件焊接工序中,同時,在網板設計時,考慮該器件不設計焊膏印刷區域。
殼體內焊膏點涂技術
殼體點涂焊膏技術是通過選擇合適黏度的針筒焊膏和針頭內徑,同時配合自動化點涂設備,在殼體內自動涂覆并居中均勻分布焊膏。在分步焊接與階梯焊接工藝中,大面積焊接工序的焊膏通過印刷機印刷在微波介質板的背面;而在一次性焊接工藝中,微波介質板上表面印刷焊膏后,下表面無法印刷焊膏,此時采用殼體點涂焊膏的技術,可以實現焊膏的涂覆。
自動化焊接工藝
生產的智能化要求全設備能夠聯網運行。微波功率模塊的分步焊接工藝無法實現自動化生產,而階梯焊接工藝和一次性焊接工藝中,可實現微波功率模塊焊接全自動化生產。
通過三種工藝方法所涉及的工藝技術比較,得出生產過程的實現難度由低到高分別為:分步焊接、一次性焊接和階梯焊接。
三、微波功率模塊焊接工藝對比研究 以某型號雷達中的功放模塊為例,抽樣數為3,000只功放模塊,物料類型及數量見表2,分別采用三種工藝形式,各生產1,000只,進行生產效率、焊透率和焊接工藝性對比分析研究。

表2:試驗件器件類型及數量 生產效率比較 采用三種微波功率模塊焊接工藝分別生產1,000只模塊,根據統計,人員配置及產能見表3。

表3:三種工藝的人員、時間和效率比較
通過表3可見:
1)從產能比較,使用階梯焊接工藝方式的產能大約是分步焊接工藝方式的4倍,而階梯焊接工藝與一次性焊接工藝相當。可見,階梯焊接工藝和一次性焊接工藝效率較高。
2)與其他焊接方式比較,分步焊接的手工焊接工序占用工時多,并且比例較高,嚴重影響了生產效率。 焊透率分析 三種工藝方式下生產的微波功率模塊,分別抽取了5只模塊,觀察基板空洞率,計算焊透率并進行對比。試驗結果見表4。

表4:不同焊接工藝中微波功率模塊基板焊透率
通過表4的比較分析得出,三種焊接方式的焊透率都滿足大于80%的指標要求,并且焊透率大小相當。
工藝性評估
三種微波功率模塊焊接工藝使用的工藝技術類型有所差別,具體見表5。
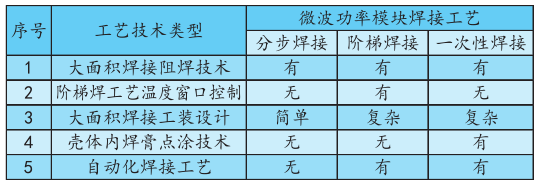
表5:微波功率模塊焊接工藝對比 通過表5的比較得出,三種焊接方式的工藝難度系數由高到低依次為階梯焊接、一次性焊接和分步焊接。
四、結論 從微波功率模塊的生產效率、模塊的焊接質量和加工難度等方面,對三種工藝方式進行綜合性比較,從而得出各自的適用場合,以指導生產。
1)分步焊接工藝中器件通過手工焊接,焊接一致性差,容易造成錯焊和漏焊等問題。該工藝適用于器件量少的模塊,同時不需要較復雜的工裝設計和大型生產設備。
2)階梯焊接和一次性焊接可以實現全自動化生產,器件焊接的一致性好,漏焊和錯焊的概率低,都適用于器件量大的模塊。只是階梯焊接的技術難度大于一次性焊接。
綜上所述,微波功率模塊的貼片器件數量較多的情況下,優選一次性焊接工藝,次選階梯焊接工藝,最后選擇分步焊接工藝;貼片器件數量較少的情況下,優選分步焊接工藝。
作者:楊海華,楊濤,張瑋
-
元器件
+關注
關注
113文章
4787瀏覽量
93768 -
微波
+關注
關注
16文章
1070瀏覽量
84284 -
功率模塊
+關注
關注
10文章
513瀏覽量
45626
原文標題:微波功率模塊焊接工藝研究
文章出處:【微信號:Mouser-Community,微信公眾號:貿澤電子設計圈】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
CMOS,Bipolar,FET這三種工藝的優缺點是什么?
開目三維焊接工藝規劃與仿真軟件 3DWELD

焊接工藝過程監測器的應用與優化
烙鐵焊,回流焊,波峰焊和激光錫焊四種工藝的比較


智能化多通道焊接控制器:實現高效精準的焊接工藝控制技術解析
焊接機器人焊接工藝了解嗎?管道焊接機器人可視焊縫追蹤系統介紹
手持式電阻焊電源在現代焊接工藝中的應用與優勢探析

探究自動化焊接工藝中的核心設備:逆變電源技術在現代焊接領域的應用與發展
薄板拼焊激光焊接工藝
激光焊接工藝有哪些?
錫膏回流焊接工藝要求

真空回流焊爐/真空焊接爐——微波組件模塊的組裝






 工商網監
工商網監

評論