 一文簡述陶瓷3D打印技術
一文簡述陶瓷3D打印技術
據知名市場研究公司MARKETS ANDMARKETS(M&M)發布的一份調查報告顯示,3D打印陶瓷市場的全球規模有望從2016年的2780萬美元增長至2021年的1.315億美元,期間的復合年增長率(CAGR)將高達29.6%。
該報告還顯示,截至目前,3D打印陶瓷市場份額最大的地區仍是北美,并有望繼續領跑;歐洲其次,而亞太地區則有望后來居上,在未來5年里坐擁全球最高的增長率。主要包含3D打印用陶瓷粉末材料市場、3D打印陶瓷產品市場和相關設備、技術市場等的陶瓷3D打印市場,發展潛力巨大。
陶瓷3D打印技術詳解
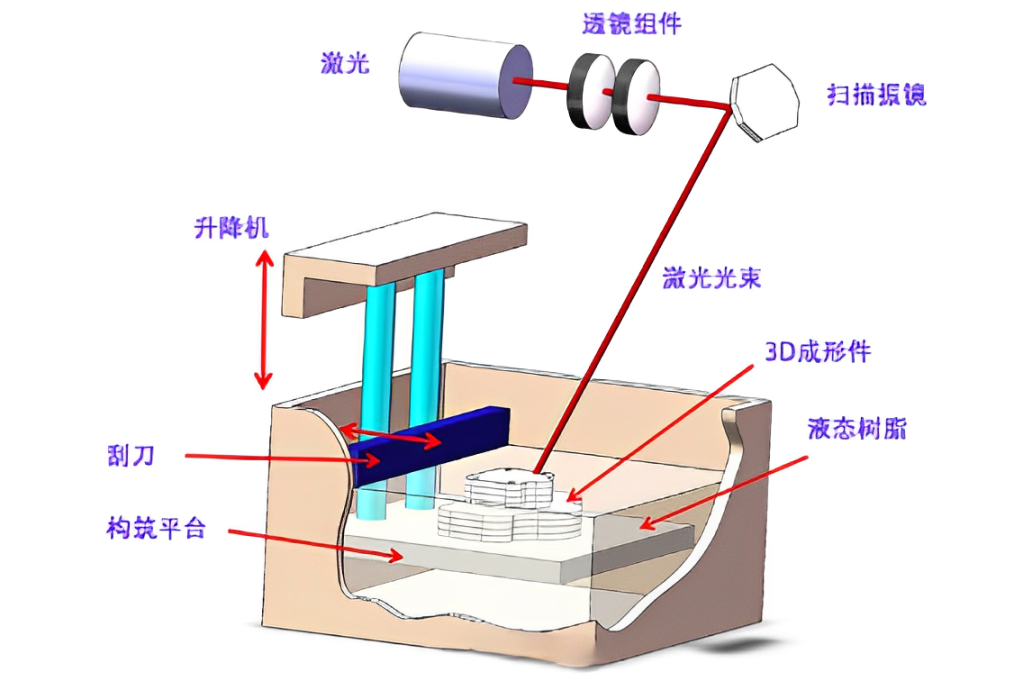
陶瓷件的3D打印包括配置陶瓷漿料、繪制三維模型并切片、3D打印成型、燒結等流程,其無需原胚和模具,就能直接根據計算機圖形數據,通過增加材料的方法生成任何形狀的物體,簡化產品的制造程序,縮短產生的研制周期,提高效率并降低成本。
3D打印陶瓷過程
目前陶瓷3D打印成型技術主要可以分為噴墨打印技術(IJP)、熔融沉淀技術(FDM)、分層實體制造技術(LOM)、選擇性激光燒結技術(SLS) 和立體光固化技術(SLA)等。 使用這些技術打印得到的陶瓷坯體經過高溫脫脂和燒結后便可得到陶瓷零件。根據成型方法和使用原料的不同,每種打印技術都有自己的優缺點,發展程度也有差距。
1熔融沉積造型(FDM)
熔化沉積造型法由美國學者Scott Crump于1988年研制成功,其以熱塑性絲狀為原料,絲通過可在X-Y方向上移動的液化器熔化后噴嘴噴出,根據所涉及部件的每一層形狀,逐條線、逐個層的堆積出部件。FDM使用的原材料有聚丙烯、ABS鑄造石蠟等。
FDM具有成本低、結構簡單、原材料的利用效率高且沒有毒氣或化學物質的污染等優勢,但也具有制備出的原型表面有較明顯的條紋、與截面垂直的方向強度小、成型速度相對較慢、噴頭容易發生堵塞,不便維護的劣勢。
2直寫自由成型(DIW)
直寫自由成型技術,將陶瓷制備成具有固化特性的陶瓷懸浮液,計算機控制的Z軸上的漿料輸送裝置在X-Y平面內移動,同時從針頭擠出陶瓷懸浮液,其在pH值、光照、熱輻射等固化因素作用下實現固化,逐層堆積形成陶瓷零件毛坯。
DIW具有無需紫外光和激光的輻射,常溫下成型;可制備高致密化的燒結體的優勢,但也具有水基陶瓷懸浮液穩定性較差,保存周期短;有機物基陶瓷漿料穩定性高,保存周期長,但需增加低溫排膠過程,制造成本高的劣勢。
3噴墨打印技術(IJP)
噴墨打印法是由Brunel大學的Evans和Edirisingle研制出來的,它是將含有納米陶瓷粉的懸浮液直接由噴嘴噴出以沉積成陶瓷件。目前使用的陶瓷材料有ZrO2、TiO2、Al2O3等。
IJP具有成型原理簡單,打印頭成本低,易產業化等優勢;但噴墨打印頭堵塞,另外打印高度受限且不能打印內部多孔結構模型,還要求粉末粒徑分布均勻,流動性好且高溫化學性質穩定。
審核編輯 黃昊宇
-
3D打印
+關注
關注
26文章
3551瀏覽量
109186 -
增材制造
+關注
關注
0文章
256瀏覽量
12802
發布評論請先 登錄
相關推薦
3D打印技術,推動手板打樣從概念到成品的高效轉化

FPC與3D打印技術的結合 FPC在汽車電子中的應用前景
UV光固化技術在3D打印中的應用
3D打印技術應用的未來
物聯網行業中的模具定制方案_3D打印技術分享


3D打印汽車零部件建模設計3D打印服務







 工商網監
工商網監
評論