") 三軸注塑機(jī)械手系統(tǒng)組成及說明
三軸注塑機(jī)械手系統(tǒng)組成及說明
1、系統(tǒng)組成及說明
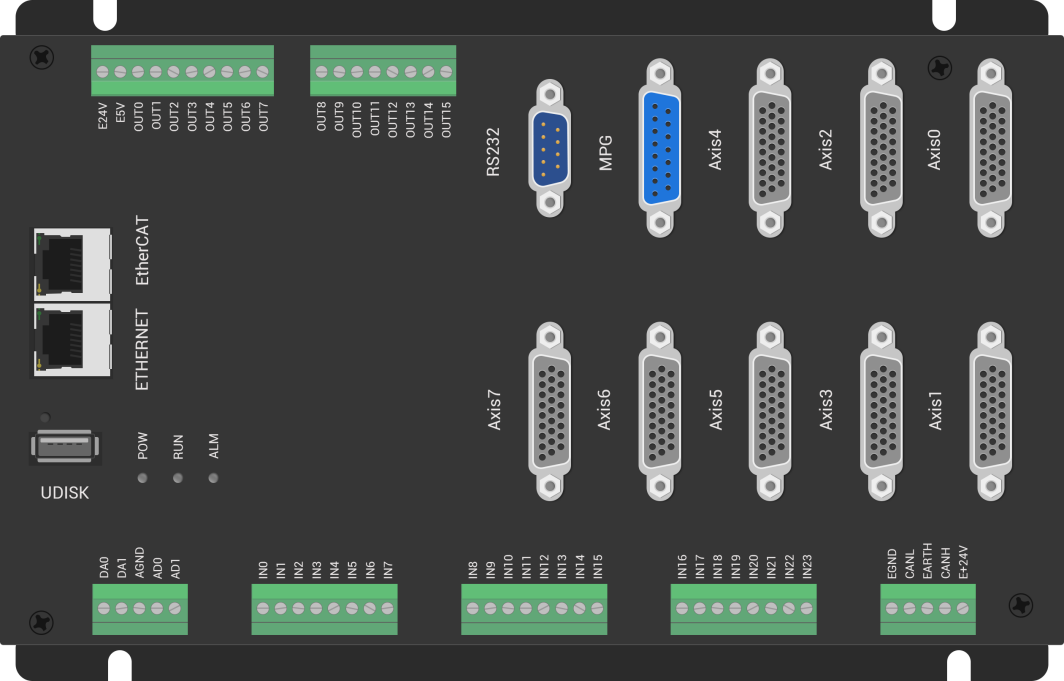
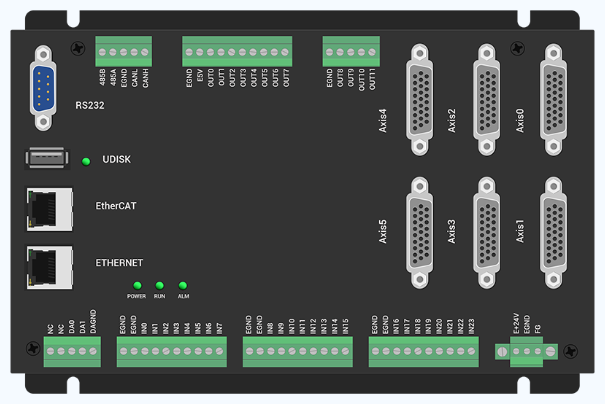
CRT-DMC630MF系統(tǒng)主要由運(yùn)動控制器(DMC630M)和手持盒(Leader30ST)兩個(gè)部分組成。
DMC630M控制器為系統(tǒng)核心,可以存儲512組不同產(chǎn)品加工數(shù)據(jù)。
Leader30ST手持盒,為手持控制端,通過標(biāo)準(zhǔn)Modbus協(xié)議與DMC630M控制器進(jìn)行實(shí)時(shí)通訊;手持盒采用工藝文件與坐標(biāo)信息采集分離式設(shè)計(jì),使示教編程更加方便快捷;工藝文件除實(shí)現(xiàn)電機(jī)基本運(yùn)動控制(多軸直線插補(bǔ)、圓弧插補(bǔ)、圓弧與插補(bǔ)聯(lián)動)外,更可進(jìn)行復(fù)雜的邏輯及運(yùn)算功能。其硬件結(jié)構(gòu)基于高性能DSP 為控制核心、FPGA 協(xié)處理,插補(bǔ)算法、脈沖信號產(chǎn)生及加減速控制、I/O 信號的檢測處理,均由硬件和固件實(shí)現(xiàn),確保了運(yùn)動控制高速、高精度及系統(tǒng)穩(wěn)定。
DMC630M控制器支持三軸步進(jìn)電機(jī)、伺服電機(jī)控制,以步進(jìn)電機(jī)為例,三軸系統(tǒng)的構(gòu)成
控制器、手持盒和驅(qū)動器共同組成了三軸系統(tǒng)的控制部分,手持盒與控制器之間通過標(biāo)準(zhǔn)Modbus協(xié)議進(jìn)行通訊,控制器通過自身的脈沖輸出口給驅(qū)動器發(fā)送脈沖信號,從而控制三軸系統(tǒng)中的步進(jìn)電機(jī),再結(jié)合其它的輸入輸出信號,就可以實(shí)現(xiàn)復(fù)雜的運(yùn)動控制。
2、取放料例程
例程要求:如圖2所示:圖中立方體為障礙物,加工點(diǎn)不能與之觸碰,P1 點(diǎn)為取料點(diǎn),P2 點(diǎn)位放料點(diǎn),首先移動到 P1 點(diǎn),取料(OT1 為 1),延時(shí) 1000ms,檢測是否取到料(IN16), 若沒有取到料(IN16 有效)發(fā)出報(bào)警信號(OT3),直到解除報(bào)警(IN17 有效),取到料后抬高到安全位(P3),移動到 P4,再移動到放料點(diǎn) P2,放料(OT1 為 0),移動到 P4,移動到 P3,檢測是否還要取料(IN18),如果 IN18 有效,移動到 P1 重復(fù)之前動作,如果 IN18 無效,回原點(diǎn) P5。具體的任務(wù)流程參考規(guī)格說明書。
3、機(jī)械手上下料的運(yùn)動軌跡
AAA客戶的生產(chǎn)線上需要使用機(jī)械手上下料,結(jié)構(gòu)如圖3所示。X軸執(zhí)行水平左右運(yùn)動,Y軸執(zhí)行豎直上下運(yùn)動,手爪由氣缸控制執(zhí)行抓取動作。它們的任務(wù)是將右側(cè)工裝上的工件依次抓取至左側(cè)傳送帶上。X軸原點(diǎn)距離傳送帶上工件放置點(diǎn)為W,工裝上第一個(gè)工件距離傳送帶上工件放置點(diǎn)為S,工裝上每個(gè)工件之間的距離均為L。
通常大多數(shù)用戶會將X、Y的運(yùn)動軌跡確定為矩形,即Y軸上下運(yùn)動完成后X軸再水平運(yùn)動,然后Y軸再次上下運(yùn)動,如此反復(fù)進(jìn)行。但這樣的方式會導(dǎo)致比較強(qiáng)烈的抖動,并且造成一定的時(shí)間浪費(fèi)。因此,我們CRT可采用圖4所示的運(yùn)動軌跡,在2個(gè)拐彎處,X、Y軸進(jìn)行一段半徑為R的圓弧插補(bǔ)運(yùn)動,這樣可大大減弱抖動,且能節(jié)省時(shí)間。A點(diǎn)為起始點(diǎn),抓取并放置第1個(gè)工件的路徑為A→B→C→D→E→F→G→H→I→J→K,抓取并放置第2個(gè)工件的路徑與第一個(gè)相同,只不過A→B和F→G的距離增加了長度L,第3個(gè)、第4個(gè)、第5個(gè)亦然。
DMC630M支持連續(xù)插補(bǔ)運(yùn)動,在連續(xù)插補(bǔ)模式下,速度是連續(xù)的,各插補(bǔ)段之間沒有加減速過程,從而使得運(yùn)動更加平滑。
責(zé)任編輯:haq
-
驅(qū)動器
+關(guān)注
關(guān)注
53文章
8265瀏覽量
146752 -
控制器
+關(guān)注
關(guān)注
112文章
16427瀏覽量
178894
發(fā)布評論請先 登錄
相關(guān)推薦
LabVIEW運(yùn)動控制(一):EtherCAT運(yùn)動控制器的SCARA機(jī)械手應(yīng)用
注塑機(jī)數(shù)據(jù)采集介紹

注塑機(jī)實(shí)現(xiàn)數(shù)據(jù)采集數(shù)字化轉(zhuǎn)型
注塑機(jī)變頻器改造常見問題 注塑機(jī)改造中使用變頻器的好處

注塑機(jī)數(shù)據(jù)采集到MES系統(tǒng)的解決方案
注塑機(jī)數(shù)據(jù)采集物聯(lián)網(wǎng)解決方案

機(jī)械手 OEM 的應(yīng)用
“快、準(zhǔn)、穩(wěn)”——阿普奇AK5在機(jī)械手領(lǐng)域的應(yīng)用解決方案

VPLC7機(jī)器視覺運(yùn)動控制一體機(jī)在三軸SCARA機(jī)械手螺絲鎖付的應(yīng)用

機(jī)器視覺控制機(jī)械手的具體過程
PLC在機(jī)械手控制系統(tǒng)中的具體應(yīng)用
EtherCAT運(yùn)動控制器Delta機(jī)械手應(yīng)用
ZR機(jī)械手:推動制造業(yè)向更高水平發(fā)展






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論