 教你這3招輕松應對機床震刀
教你這3招輕松應對機床震刀
現在在機械行業做產品,可真是越來越難、公差要求越來越嚴、表面粗糙度的要求也越來越高、遇到機床震刀怎么辦?高手教你幾招!
如果加工出來是這樣的狀況
那產品也就基本報廢了,像這樣的震刀,一般人只見過一次,然后,然后他就不見了……
不過我們常說,解決問題并不難,難的是正確分析并找對方法。因此,老師傅教我們的這些震刀經驗就尤為重要:
三要素互相調和
夾具、刀具與程序的相互配合決定加工效果。比如采用了超長的刀具,那我們的裝夾就必須要有更好的剛性來彌補,程序上也要為長刀具做相應設置。
比如裝夾時,如果懸長過多,那它真的就會彈起來:這樣的話我們就需要更大的虎鉗來支持,最重要的是保證工件處于居中放置。
優先選擇短刀具
在滿足加工要求的情況下,刀裝的越短越好。但是不要夾到刀刃!
最好還是選短刀柄,還有不等距的銑刀,可以避免共振!!!
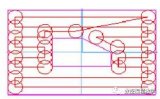
更現代化的加工路徑
如果加工情況不允許我們改進自己的工具,比如必須要使用長刀具進行深腔加工,那就得使用下圖左邊這種現代化的刀具路徑了:
編輯:jq
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
機床
+關注
關注
1文章
581瀏覽量
30263
原文標題:機床震刀很頭疼?高手教你這3招
文章出處:【微信號:AMTBBS,微信公眾號:世界先進制造技術論壇】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
銑削加工如何正確選擇走刀方式
、總體加工時間、機床刀具的使用壽命等多個方面,最終決定生產效率。 本文通過對走刀方式的不同特點,及影響其選擇的部分因素的分析,并且針對銑削過程中工藝方法及走刀方式的比較,為如何選擇合適的走刀
OpenHarmony默認30秒熄屏太麻煩?觸覺智能鴻蒙開發板教你輕松取消
OpenHarmony系統開機后 30 秒會自動息屏,教大家兩招輕松取消自動息屏,觸覺智能Purple Pi OH鴻蒙開發板演示,已適配全新OpenHarmony5.0 Release系統!
施耐德電氣全方位配電服務解決方案助力輕松應對各種挑戰
當上述問題出現時,你是否還在苦思解決之法?2024施耐德電氣配電服務持續升級中!全能施管家出手,助力輕松應對各種挑戰!
帶負荷誤拉刀閘時應該怎樣處理
情況,是每一位電力工作者必須掌握的基本技能。本文將詳細分析處理帶負荷誤拉刀閘時的對策與注意事項,以幫助電力行業的從業者更好地應對這一挑戰。 一、帶負荷誤拉刀閘的危害 誤拉刀閘操作可能會

cnc機床是指什么機床
CNC機床,全稱為計算機數控機床(Computer Numerical Control Machine Tool),是一種利用計算機進行控制的自動化機床。CNC機床廣泛應用于機械加工、
nc機床和cnc機床的區別是什么
NC機床和CNC機床是數控機床的兩種不同類型,它們在功能、結構和應用方面存在一些差異。 定義和原理 NC(Numerical Control)機床,即數字控制
與普通機床相比數控機床有哪些優點
在現代制造業中得到了廣泛的應用。 高精度 :數控機床采用計算機控制,可以精確地控制機床的運動和切削參數,從而實現高精度的加工。這種精度遠遠超過了普通機床,尤其是在復雜形狀和精密尺寸的加工中。 高效率 :數控
數控車床對刀的注意事項
數控車床對刀的注意事項,對于提高生產效率和保證產品質量具有重要意義。 二、對刀前的準備 熟悉數控車床的結構和性能 在進行對刀之前,操作者需要熟悉數控車床的結構和性能,了解機床的工作原理
數控機床和普通機床相比有何特點
的定義與特點 數控機床是一種通過計算機程序控制的機床,它能夠實現自動化、高精度、高效率的加工。數控機床的主要特點如下: 自動化程度高 :數控機床能夠自動完成加工過程中的各種操作,如換
深圳恒興隆|自動換刀電主軸:實現加工自動化與高效化的關鍵.
深圳恒興隆|自動換刀電主軸:實現加工自動化與高效化的關鍵隨著工業制造技術的不斷進步,機床作為制造業的核心設備,其性能與效率的提升一直是行業關注的焦點。其中,電主軸作為數控機床的重要組成部分,其技術
發表于 05-08 10:24
無刷電機無感FOC控制培訓系列課程
競爭力和個人價值,來年漲工資。培訓課程如下細則。優秀學生可推薦工作機會喔。?2.手把手教你控制器硬件問題查找和解決。?3.手把手教你 有效磁鏈觀測器 算法可以輕松
發表于 03-10 13:52
自動換刀主軸應用領域有哪些?
自動換刀主軸具有廣泛的應用領域,在汽車制造業、航空航天制造業、模具制造業和數控機床行業中,自動換刀主軸都發揮著重要作用,SycoTec自動換刀高速電主軸更是提供了氣動換


爆震傳感器的作用 爆震傳感器故障排除方法
爆震傳感器(Knock Sensor)是一款用于檢測發動機爆震現象的傳感器,也稱為碰燃傳感器或爆震抑制傳感器。它的作用是通過收集與引擎爆震相關的振動信號,并將其發送給發動機控制單元(E
SycoTec 4033 AC氣動自動換刀與電動自動換刀技術詳解
為了配合機床的高效率,主軸自動換刀成為高速加工的重要技術內容。目前SycoTec 4033 AC系列主軸自動換刀主要有氣動換刀和電動換刀兩種





 工商網監
工商網監
評論