 面對加工薄壁工件時這家伙變形我們該怎么辦?
面對加工薄壁工件時這家伙變形我們該怎么辦?
在加工薄壁或者環形工件時 克服工件的變形是首先要面對的難題 選對軟爪的類型和合適的卡盤壓力是關鍵
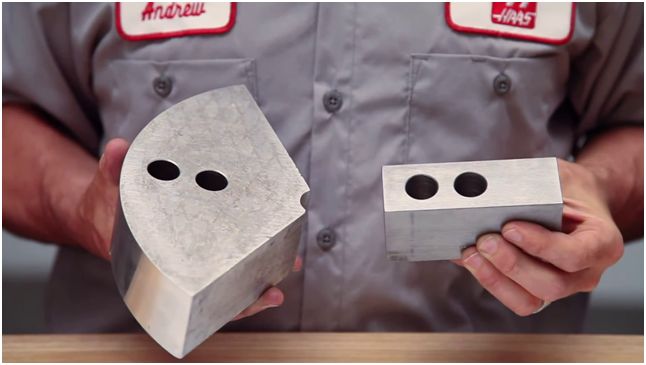
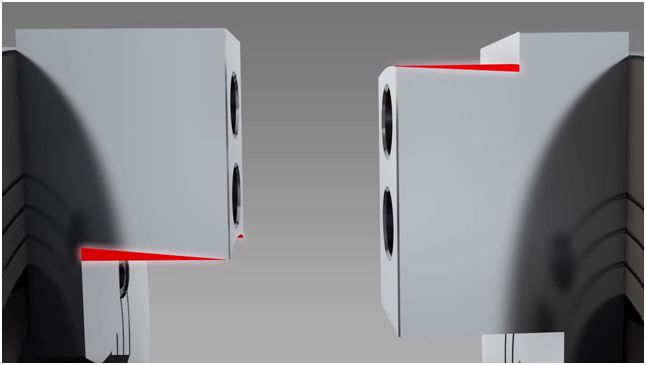
在相同的卡盤壓力下,扇形軟爪比標準軟爪擁有更大的接觸面積,這意味著工件所受到的壓力更加均勻,而標準軟爪則會出現下面的狀況:
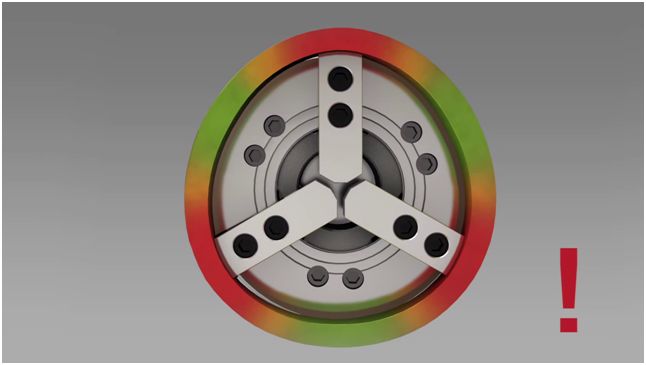
實際的狀況可能沒有圖中的那么明顯 但是在底部的視頻中你會清楚的看到 在除了軟爪類型不一樣,其他條件都相同的情況下 工件的變形程度甚至出現了幾十倍的差別
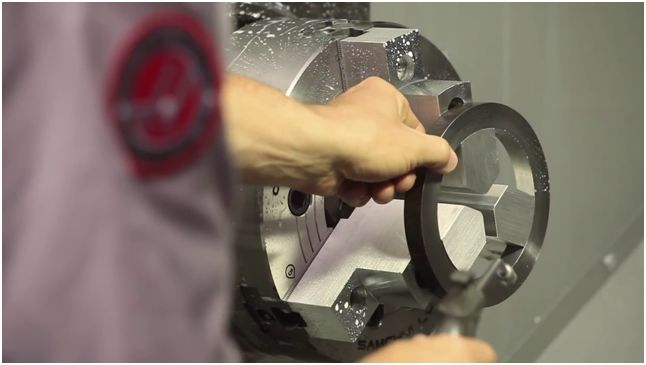
不管是扇形軟爪還是標準軟爪 都會因為軟爪磨損過大而或者加工零件的更換而需要重修 在重修的過程中,首先要給即將拆下來的軟爪 刻上標記,打上序號 這樣是為了增加軟爪的使用次數 更詳細的標記也會減少誤用的可能性

接下來是修爪器的選擇: 通常來說,左邊的修爪器修內爪,右邊的修外爪

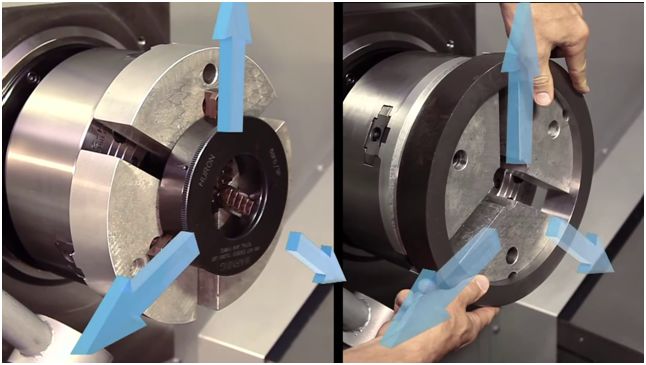
以下問題不管在制作或者重修軟爪時,都應該注意: T型塊不能超過卡盤的最大直徑 修爪時的卡盤壓力接近加工工件時的壓力 卡盤正處在活動范圍的中間 修爪時夾持力的方向和工件夾持力的方向一致 注意修爪時的轉速 添加退刀槽 去除毛刺和尖角
當兩種修爪器都不能滿足條件時 我們就需要制作一個特殊的修爪部件 比如像加工出下面的圓環來修外爪
當加工零件需要夾持的部分比較長時 會出現工件和軟爪不能完全貼合的狀況,俗稱“喇叭口” 具體表現為,軟爪的頂部與工件之間留有縫隙
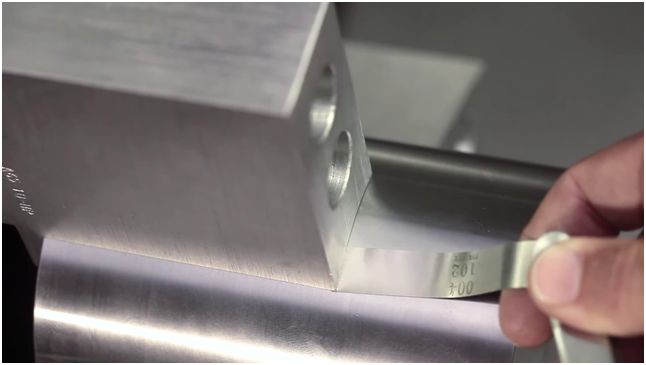
最有效的解決辦法是:在軟爪上加工出錐度 通過塞尺來測量出縫隙的大小,測量夾持的長度 然后就可以計算出錐度的大小了
編輯:jq
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
數控機床
+關注
關注
19文章
784瀏覽量
46514 -
薄壁結構
+關注
關注
0文章
2瀏覽量
6363 -
環形
+關注
關注
0文章
6瀏覽量
7681
原文標題:加工薄壁工件時這家伙變形怎么辦?
文章出處:【微信號:AMTBBS,微信公眾號:世界先進制造技術論壇】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
航空發動機薄壁異形復雜葉片的精密加工工藝及裝備
葉片作為實現航空發動機性能的關鍵零部件,具有薄壁異形結構復雜、材料難加工、加工精度與表面質量要求高等典型特點,如何實現葉片的精密高效加工是目前航空發動機制造領域的重大挑戰。通過對影響葉

盛顯科技:投影融合處理器連接出現超時,該怎么辦?
了連接嘗試的失敗。這樣的情形無疑會給我們的使用帶來諸多不便與困擾。那么您知道投影融合處理器連接出現超時,該怎么辦嗎?下面盛顯科技小編為您介紹: 投影融合處理器連接出現超時,可采取以下處理措施: 1、檢查網絡連接

「TOF光電」焊接加工件有無檢測
在自動焊接生產線中,準確、快速地檢測焊接加工件上是否安裝有銷柱是至關重要的。這不僅能提高生產效率,還能避免因誤操作導致的焊接質量問題。因此,需要一種高效、準確的檢測方法來判斷焊接加工件上是否安裝有銷

盛顯科技:投影融合處理器畫面出現閃爍或抖動,該怎么辦?
采取一系列專業而周密的處理措施來解決問題。那么您知道投影融合處理器畫面出現閃爍或抖動,該怎么辦嗎?下面盛顯科技科技小編為您介紹: 投影融合處理器畫面出現閃爍或抖動,可采取以下措施進行處理: 一、檢查電源與連接

微型絲桿彎曲:工件精度下降的隱形殺手!
微型絲桿作為精密機械部件,?其彎曲或變形會對使用它進行加工的工件產生直接影響。在機械加工中,微型絲桿彎曲是一個不容忽視的問題,它會對工件造成

盛顯科技:投影融合處理器出現顏色失真或偏色,該怎么辦?
我們在使用投影融合處理器的過程中,因種種原因,有時候會遇到出現顏色失真或偏色的情況。此種情況的出現,會對視覺效果、信息傳遞和設備性能產生負面影響。因此,需要我們及時采取措施解決問題,以確保投影設備的正常運行和良好的展示效果表現。那么您知道投影融合處理器出現顏色失真或偏色,
簡述數控機床適合加工的工件類型有哪些
于各種機械加工領域,適合加工多種類型的工件。 一、復雜形狀的工件 異形零件:數控機床可以加工各種形狀復雜的異形零件,如汽車、飛機、船舶等行業
工控主板發生故障該怎么辦?
工控主板發生故障該怎么辦?前幾天有個客戶問了我這個問題,大部分情況下出現的故障并不可怕,主要是用戶粗心大意造成的。那今天小編就來講解一下工控主板一般會出現故障的主要原因及判斷方法:
電容負極熔斷怎么辦
在現代科技發展的時代,電容器在各個領域都扮演著重要的角色。然而,由于各種原因,電容器的負極可能會發生熔斷的情況。那么,當電容器的負極熔斷時,我們應該怎么辦呢?
信號發生器輸出電壓功率不夠怎么辦?
信號發生器輸出電壓功率不夠怎么辦? 當使用信號發生器時,可能會遇到輸出電壓功率不夠的問題。這種情況可能會引起一系列的問題,如信號失真、無法滿足設備的要求等。在面對這種情況時,我們可以采取以下
wifi無互聯網連接怎么辦?解決wifi無法訪問互聯網怎么辦的方法
wifi無互聯網連接怎么辦?解決wifi無法訪問互聯網怎么辦的方法? 在現代社會中,WiFi已經成為了我們生活中必不可少的一部分。然而,有時我們可能會遇到WiFi無法訪問互聯網的問題,






 工商網監
工商網監
評論