") 如何降低轉(zhuǎn)角位出現(xiàn)彈刀而導(dǎo)致過切的現(xiàn)象
如何降低轉(zhuǎn)角位出現(xiàn)彈刀而導(dǎo)致過切的現(xiàn)象
問題:彈刀過切
在加工中,經(jīng)常會在轉(zhuǎn)角位出現(xiàn)彈刀而導(dǎo)致過切的現(xiàn)象,如果采用合理的刀具和加工方法,是可以將彈刀的機會降低的。
如下圖所示,A圖是刀具在加工較平坦位置時的狀態(tài),當(dāng)加工到B位急停,準(zhǔn)備反向加工時,由于慣性作用,刀具會產(chǎn)生變形,從而造成在B位較直身位處彈刀過切。
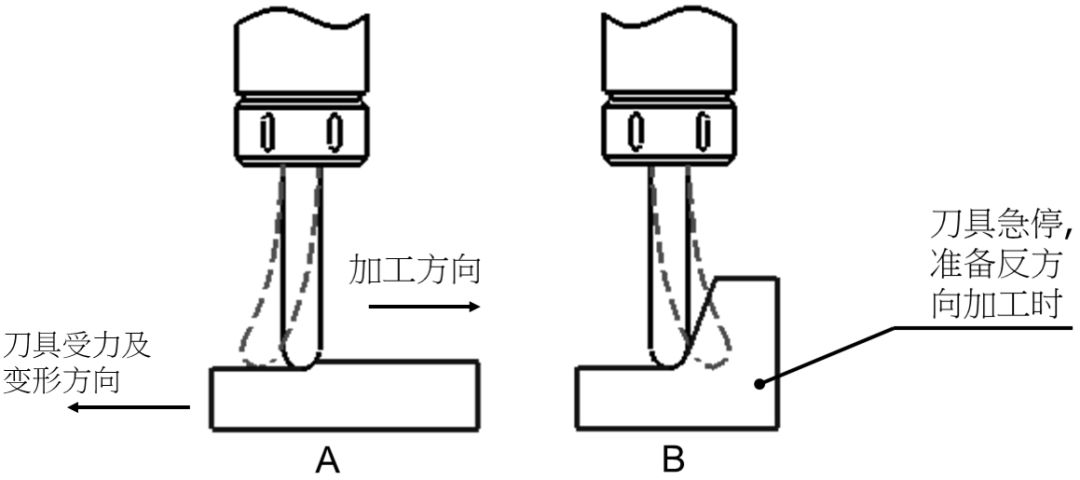
彈刀圖示
刀具變形量的關(guān)系式:
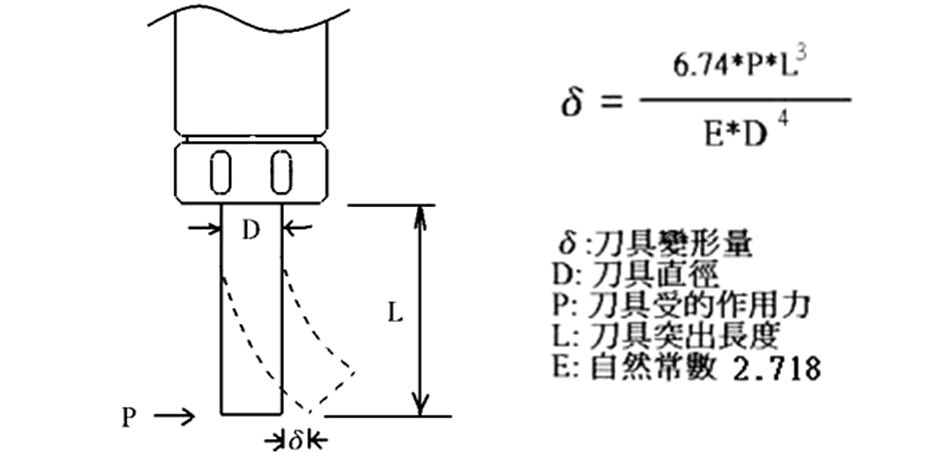
由上面公式中,我們可知,影響刀具變形的主要因素有三個:
L - 裝刀長度
D - 刀具直徑
P - 刀具所受的作用力
L - 裝刀長度
由公式可知,刀具的變形量與裝刀長度是3次方的關(guān)系,同樣直徑的刀具,當(dāng)長刀增加一倍,其變形量將會增大3倍。
在加工時,盡可能縮短裝刀長度,以減低彈刀風(fēng)險。
D - 刀具直徑
由公式可知,刀具的變形量與刀具直徑是4次方的關(guān)系,同樣長度的刀具,當(dāng)?shù)毒咧睆綔p少一倍,其變形量將會增大4倍。
在加工時,可以的話,盡可能選擇大直徑刀具或采用加壯刀具來加工,以減低彈刀風(fēng)險。
P - 刀具所受的作用力
由公式可知,刀具的變形量與其在加工中所受的作用力是正比關(guān)系,減少刀具所受的作用力則可減低彈刀的機會,可以通過以下方法減少加工中刀具所受的作用力。
減少作用力分析:
切削是一個剪切變形的過程,每種材料都有自己的強度(σ),要使材料分離,外來的強度必須大于材料本身強度。
σ = F / S
σ : 材料的強度
F:作用力
S : 接觸面積
從上公式中可知,刀具受的作用力(F)與其與工件的接觸面積(S)成正比關(guān)系。要減少刀具所受的作用力就要減少刀具與工件的接觸面積。
減少作用力例子1:
使用刀路轉(zhuǎn)角功能或加大R位的方法來減少刀具在轉(zhuǎn)角位的負(fù)荷,從而降低彈刀的機率。
減少作用力例子2:
在加工較深位置時,可采用較小的進(jìn)給量和細(xì)R角的刀具,以減少加工中刀具所受的作用力,以減低彈刀的風(fēng)險。
下圖是使用D50R6刀和D50R0.8刀在加工同樣深度時,與模料接觸位的比較可知,采用細(xì)R角刀具加工深型工件比大R角刀具更能減少切削力。
總結(jié):
綜合地運用影響刀具變形的三個有關(guān)因素(裝刀長度、刀具直徑、切削力),可以降低彈刀機率,提高加工時間,得到較好的加工精度和表面粗糙度。
編輯:jq
-
刀具
+關(guān)注
關(guān)注
0文章
46瀏覽量
9645 -
CNC
+關(guān)注
關(guān)注
7文章
313瀏覽量
35218 -
加工中心床
+關(guān)注
關(guān)注
1文章
6瀏覽量
6651
原文標(biāo)題:如何控制CNC加工中心切削過程中的彈刀?
文章出處:【微信號:Cambricon_Developer,微信公眾號:寒武紀(jì)開發(fā)者】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關(guān)推薦
請問AIC3254采樣位率能否降低到512000以下?
電源變壓器短路會出現(xiàn)什么現(xiàn)象
低壓接地故障出現(xiàn)的現(xiàn)象是什么
發(fā)電機失磁后,會出現(xiàn)哪些現(xiàn)象?
R棒電感為什么會出現(xiàn)漏感的現(xiàn)象
帶負(fù)荷誤拉刀閘時應(yīng)該怎樣處理

數(shù)控車床t指令對刀步驟
SMT貼片加工出現(xiàn)立碑現(xiàn)象,如何解決?
為什么二進(jìn)制移相鍵控信號會出現(xiàn)倒π現(xiàn)象?
電路一帶負(fù)載電壓就降低是何原因?怎么解決?
步進(jìn)伺服電機出現(xiàn)失步現(xiàn)象的有哪些原因?

步進(jìn)伺服電機出現(xiàn)失步現(xiàn)象的原因包括哪些?
焊接時出現(xiàn)炸錫現(xiàn)象的原因有哪些?






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論