") 電解電容器的儲運與焊接注意事項
電解電容器的儲運與焊接注意事項
電解電容器(electrolytic capacitor)是通過電解質(zhì)(固體和非固體)儲存電荷的一類極性元件,單位體積電容量比其它種類的電容器大幾十到數(shù)百倍,可以輕易做到幾萬μf容量。因此通常用于電源電路或中頻、低頻電路,作為濾波、退耦、信號耦合及時間常數(shù)設定、隔直流、儲能等作用。
電解電容器主要有鉭電解電容器、鋁電解電容器,以及二氧化錳固體鉭電解電容器。由于特殊的內(nèi)部結(jié)構(gòu),在生產(chǎn)中要特別注意焊接、儲運等事項。
1、電解電容器的儲運
電解電容器貯存環(huán)境溫度(5-35)℃,濕度≤60%RH,周圍環(huán)境無酸堿等有害、腐蝕氣體。應避免陽光直射,在條件允許下建議采用密封包裝貯存。
為減少吸潮,2a及以上潮濕敏感等級片式電解電容器均采用真空包裝,建議使用前盡量用原包裝保存。
片式電解電容器在運輸過程中,應輕拿輕放,不得野蠻裝卸,不得與酸堿或腐蝕性物質(zhì)混裝運輸。
對于導電聚合物片式鋁電解電容器,不要在以下環(huán)境下使用:
(1)直接濺水、鹽水、油,或處于結(jié)露狀態(tài)的環(huán)境;
(2)陽光直接照射的環(huán)境;
(3)充滿有毒氣體(如硫化氫、亞硫酸、亞硝酸、氯及其化合物、澳及其化合物、氨等)的環(huán)境;
(4)振動或沖擊條件超過產(chǎn)品標準、目錄或規(guī)格說明書規(guī)定范圍的過激環(huán)境。
2、電解電容器的焊前檢查
為滿足環(huán)保型電子整機要求,片式電容器的端電極引出片都為無鉛材料,焊接時采用無鉛焊接技術(shù)進行焊接。但是要注意以下事項:
(1)由于出廠前均進行了可焊性檢測,因此電容器上機前不需要進行浸錫預處理。
(2)電容器的引出端或引出線應避免赤手直接接觸,以免汗?jié)n、油漬等污染導致可焊性不良。
(3)片式鉭電容器一般可貯存3年以上(可焊性除外),但貯存2年以上的片式鉭電容器使用前應進行老化處理及電性能測量。
(4)導電聚合物片式鋁電解電容器的貯存期為6年(可焊性除外),但貯存1年以上的使用前應在額定電壓下、通過一個大約1kΩ的限流電阻、85℃下電老化4h并進行電性能測量。
3、電解電容器焊接和潮濕敏感等級(MSL)
無論采用何種焊接方法,片式電解電容器都應避免使用活性高、酸性強的助焊劑,以免清洗不干凈后滲透、腐蝕和擴散,進而影響其可靠性。建議用免清洗助焊劑,電解電容器安裝后不能用超聲波清洗。
電解電容器屬潮濕敏感元件,當其吸潮后高潮濕敏感等級產(chǎn)品易在焊接安裝時,由于水分在高熱條件下汽化膨脹而導致產(chǎn)品開裂或起泡,為防止吸潮,2a及以上潮濕敏感等級片式電解電容器均采用了真空包裝。使用前請檢查真空包裝袋和干燥劑包裝袋并確認完好無破損,如有破損或發(fā)現(xiàn)真空包裝袋在打開后濕度指示卡中10%為紅色,須即時返回廠家更換。
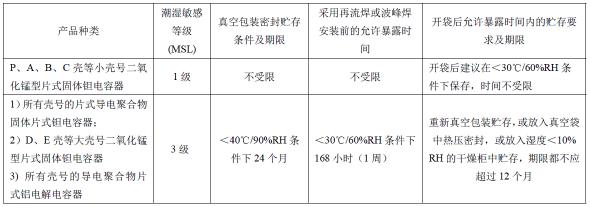
片式電解電容器潮濕敏感等級(MSL)分類
當片式電解電容器需采用再流焊或波峰焊焊接安裝時,為減少吸潮,應控制片式電解電容器自真空包裝袋開袋后至焊接前的暴露時間,如不能在此允許暴露時間內(nèi)完成再流焊或波峰焊安裝并需要再轉(zhuǎn)入貯存(如取出檢測或取用部分產(chǎn)品)時,應采取盡量避免吸潮的方式貯存產(chǎn)品并控制貯存期限。
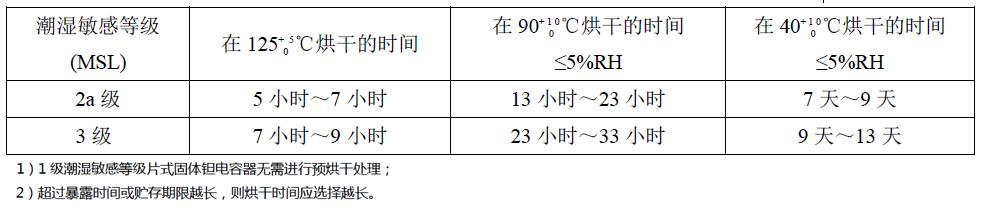
片式電解電容器的預烘干處理條件
當片式電解電容器的包裝、暴露時間或貯存及期限等不滿足要求時,建議采用手工焊安裝。但無論采用何種焊接方法,片式電解電容器最多可經(jīng)受2次焊接循環(huán),但應盡量避免2次焊接循環(huán)。
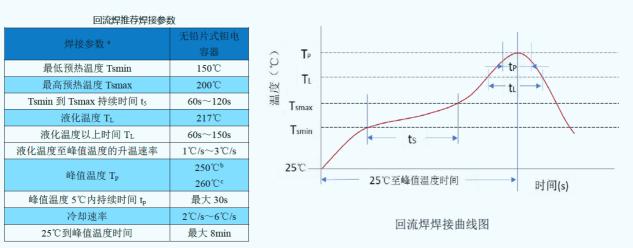
4、手工焊、回流焊推薦條件
需要手工焊接時,推薦焊接溫度為280℃~320℃不超過5秒,烙鐵頭只能接觸端片或引線,用力不能太大。
審核編輯:湯梓紅
-
電容器
+關(guān)注
關(guān)注
64文章
6228瀏覽量
99836 -
元件
+關(guān)注
關(guān)注
4文章
929瀏覽量
36722 -
焊接
+關(guān)注
關(guān)注
38文章
3166瀏覽量
59870
發(fā)布評論請先 登錄
相關(guān)推薦
電解電容測試器的原理和應用
昂洋科技分享鋁電解電容的分類以及應用
電解電容正負極判斷 電解電容的作用是什么
電解電容和普通電容的區(qū)別是什么
電解電容怎么測量好壞與原理
鉭電解電容器識別方法有哪些
鉭電解電容器的型號用什么表示
故障電容器檢查時的注意事項
鋁電解電容器主要由些什么構(gòu)成 鋁電解電容器的生產(chǎn)工序
自愈式電容器更換的步驟及注意事項
車規(guī)鋁電解電容器的選型技巧






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論