 車載全固態電池技術路線探討分析
車載全固態電池技術路線探討分析
工信部在《中國制造2025》中指出,到2025年,2030年,我國動力電池單體能量密度需分別達到400Wh/kg、500Wh/kg。而公開數據顯示,液態電池能量密度上限或為 350Wh/kg,難以滿足能量密度提升的最終要求。全固態電池使用固體電解質替代易燃易爆的電解液實現了電池的本征安全,同時使鋰負極的應用成為可能。鋰金屬具有3860 Ah/kg 的超高理論容量和-3.04 V 的低化學勢,可以有效提高電池能量密度,因此固態電池越來越受到人們的關注。
我們知道根據電解質狀態的差異,鋰離子電池總體可分為兩類:液態電池和固態電池,兩者主要不同之處在于采用電解質的狀態不同,液態電池主要依靠液體電解液進行鋰離子的運輸傳導,而固態電池中則替換了液態電池中使用的電解液與隔膜,采用固態電解質完成電池工作狀態Li+可逆脫嵌的過程。這種方式的替代,使兩者存在著不同的特性,其優缺點也不同,具體如表1所示。
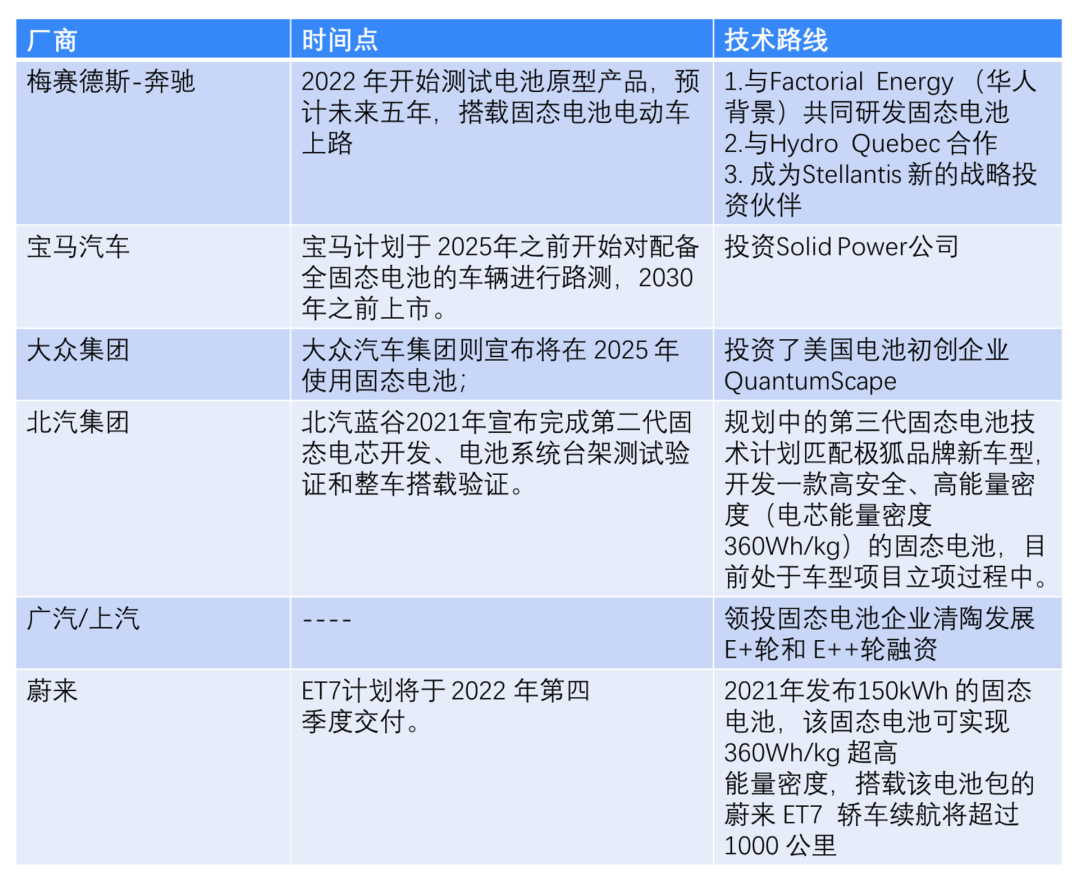
表1 液態和固態電池優缺點對比
目前,固態電解質最常用的材料主要是無機陶瓷和有機聚合物,而它們性能的好壞也是決定固態電池性能中的關鍵的一部分,必須滿足的要求:
●較高的離子電導率
●良好的對鋰穩定性
●較寬的電化學窗口
●力學性能良好
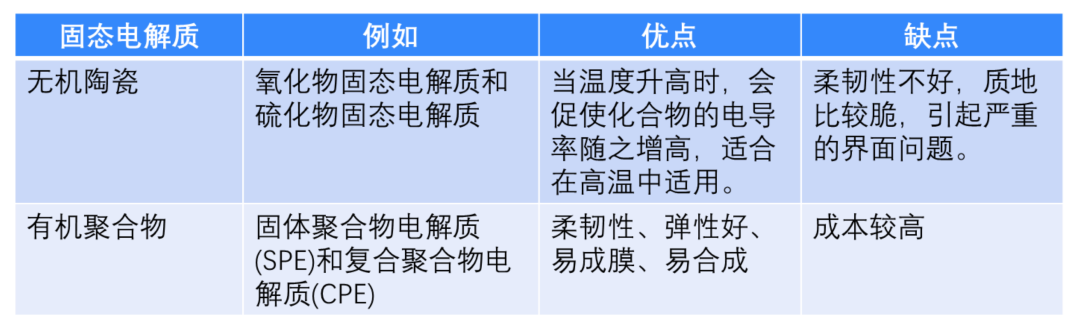
表2 不同固態電解質優缺點對比
固態電池工藝核心技術
●固態電解質成膜的工藝
固態電解質取代了液態電池的隔膜和電解液,主體為固態電解質。鋰離子通過固態電解質傳輸,因此固體電解質的成膜工藝是固態電池制造的核心環節。不同的工藝方法將會影響電解質膜的厚度和離子電導率,以及電池內阻。目前電解質的成膜工藝分為干法工藝和濕法工工藝,區別在于是否采用溶劑。
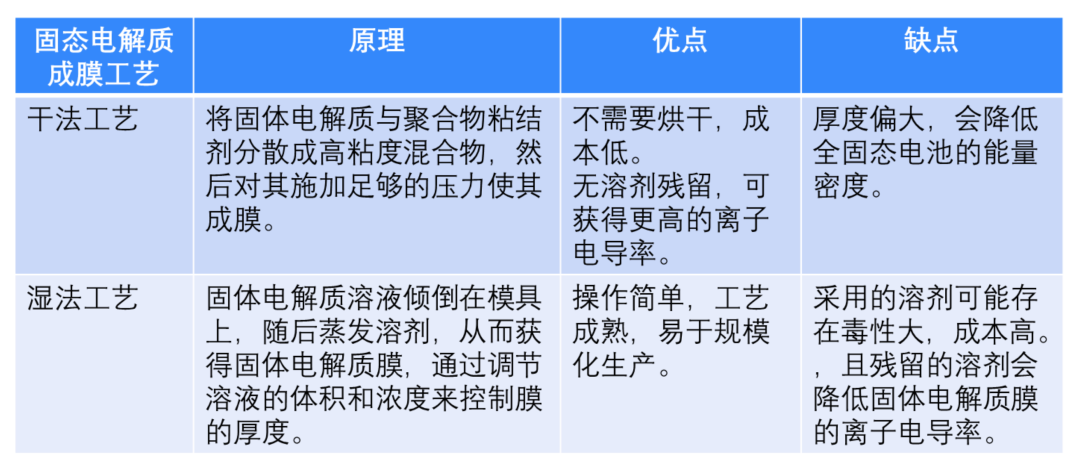
表3固態電解質成膜工藝優缺點比較
●固態電池的裝配工藝
全固態電池通常采用軟包的方式集成。與液態電池生產相比,不需要電解液注入工藝,取消了化成時間。目前全固態電池的尚處于基礎研究階段,大多數試驗驗證都基于扣式電池和模具電池。
從工藝成熟度、成本、效率等方面評估,疊片工藝是目前適合全固態電池制備的工藝。
分段疊片沿用液態電池疊片工藝,將正極、固體電解質層和負極裁切成指定尺寸后按順序依次疊片后進行包裝;一體化疊片是在裁切前將正極,固體電解質膜和負極壓延成3層結構,按尺寸需求將該3層結構裁切成多個“正極-固體電解質膜-負極”單元,并將其堆疊在一起后進行包裝。無論是分段疊片和一體化疊片,都需要解決界面問題,以免對電池內阻等電化學性能和機械性能產生影響。
各大汽車廠對固態電池市場布局統計
為加快電動化轉型,寶馬、奔馳等跨國車企巨頭已紛紛在固態電池領域布局。這條賽道上玩家不斷增多。
表4 不同汽車廠商對固態電池布局
總結:全固態電池可以從根本上解決現有鋰離子電池的安全問題,但全固態電池實現產業化還有很長的路要走。這其中包括固態電池正負極,固態電解質原材料的提取制備,以及電池生產工藝成熟度。中國科學院院士、中國電動汽車百人會副理事長歐陽明高近日談到,材料這種事,要厚積薄發,固態電池真正投入大規模商業應用大概的時間是在 2025~2030 年之間。
-
電解質
+關注
關注
6文章
815瀏覽量
20087 -
固態電池
+關注
關注
10文章
700瀏覽量
27848
原文標題:車載全固態電池技術路線探討
文章出處:【微信號:QCDZSJ,微信公眾號:汽車電子設計】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
寧德時代全固態電池開啟樣品驗證,能源新世紀即將到來
現代汽車將試產全固態電池,2030年前計劃量產
江西于都500MWH全固態電池量產線正式投產
全固態電池領域頻現重量級合作
純鋰新能源全固態電池成功量產
全固態電池再進一步,能量密度與使用壽命雙突破
上汽集團全固態電池預計將在2026量產、2027裝車交付用戶
深度解讀廣汽全固態電池技術







 工商網監
工商網監
評論