 三大引線材料、工藝助力陶瓷封裝鍵合工藝
三大引線材料、工藝助力陶瓷封裝鍵合工藝
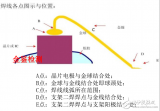
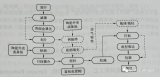
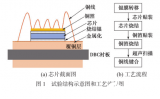
在陶瓷封裝工藝中,引線鍵合互連技術是指采用金線、鋁絲或銅絲等金屬絲將芯上的PAD(焊盤)與基板上的LEAD(鍵合指)連接起來,實現芯片功能的輸出。
引線鍵合技術是一種固相鍵合方法,其基本原理是:在鍵合過程中,采用超聲、加壓和加熱等方式破壞被焊接表面的氧化層和污染物,產生塑性變形,使得引線與被焊接面親密接觸,達到原子間的引力范圍并導致界面間原子擴散而形成有效焊接。 三大鍵合金屬引線——金、鋁、銅
金屬引線要考慮芯片類型、封裝種類、焊盤大小、金屬引線直徑、焊接方法,以及金屬引線的抗拉強度和伸長率等有關信賴度的指標。典型的引線材質有金、鋁和銅。 金絲的導電性好,化學性很穩定,耐腐蝕能力也很強。在一次鍵合中可以很好地形成球狀,并能在二次鍵合中恰到好處地形成半圓形引線環(Loop,從一次鍵合到二次鍵合金絲形成的形狀)。 鋁絲比金絲直徑大,純鋁絲則很容易斷裂。鋁絲主要用于高溫封裝(如Hermetic)或超聲波法等無法使用金絲的地方。 銅絲雖價格低,但硬度太高,不容易形成球狀,焊盤底部的薄膜會出現裂紋。盡管如此,由于芯片的金屬布線都是由銅制成的,所以如今越來越傾向于使用銅絲。 熱壓、超聲焊接、熱超聲波三大鍵合工藝
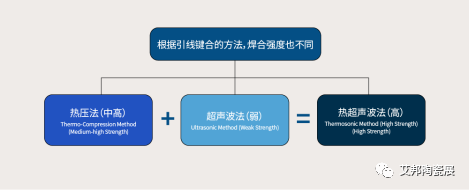
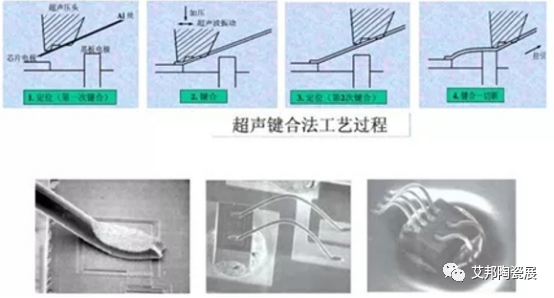
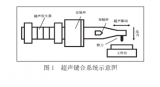
引線鍵合法圖源自SK海力士 超聲鍵合:超音波接合以接合楔頭引導金屬線使其壓緊于金屬焊盤上,再由楔頭輸入頻率20至60KHZ,振幅20至200μm,平行于接墊平面之超音波脈沖,使楔頭發生水平彈性振動,同時施加向下的壓力。使得劈刀在這兩種力作用下帶動引線在焊區金屬表面迅速摩擦,引線受能量作用發生塑性變形,在25ms內與鍵合區緊密接觸而完成焊接。
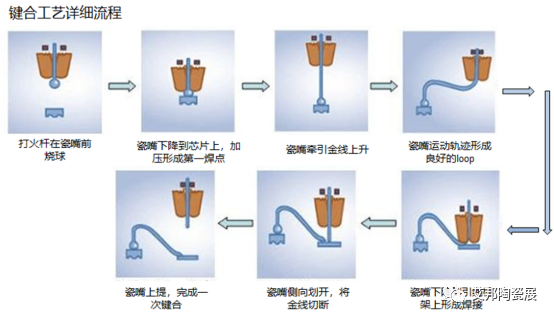
圖源自網絡 熱壓鍵合:金屬線過預熱至約300至400℃的氧化鋁Al2O3制成的瓷嘴,再以電火花或氫焰將金屬線燒斷并利用熔融金屬的表面張力效應使線之末端成球狀,鍵合頭再將金屬球下壓至已預熱至約150至250℃的第一金屬焊盤上進行球形結合。在結合時,球點將因受壓力而略為變形,此一壓力變形之目的在于增加結合面積、減低結合面粗糙度對結合的影響、穿破表面氧化層及其可能阻礙結合之因素,以形成緊密之結合。
圖源自網絡 熱超聲波鍵合:為熱壓結合與超音波結合的混合方法。熱超音波結合也先在金屬線末端成球,再使用超聲波脈沖進行導線材與金屬接點間之結合。熱超音波結合的過程中結合工具不被加熱而僅僅是結合之基板維持在100至150℃的溫度,此一方法除了能抑制結合界面介金屬化合物之成長之外,并可降低基板的高分子材料因溫度過高而產生劣化變形的機會,因此熱超音波結合通常應用于結合困難度較高的封裝連線。
審核編輯 :李倩
-
封裝
+關注
關注
126文章
7903瀏覽量
142966 -
陶瓷
+關注
關注
0文章
139瀏覽量
20723
原文標題:三大引線材料、工藝助力陶瓷封裝鍵合工藝
文章出處:【微信號:gh_e972c3f5bf0d,微信公眾號:艾邦加工展】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
介紹芯片鍵合(die bonding)工藝
【轉帖】一文讀懂BGA封裝技術的特點和工藝
陶瓷封裝和塑料封裝哪個更好?優缺點對比更明顯~
集成電路封裝中的引線鍵合技術

引線鍵合工藝參數對封裝質量的影響因素分析
LED引線鍵合的檢測內容與工藝評價
LED引線鍵合工藝評價
引線鍵合工藝流程講解
陶瓷封裝工藝介紹
等離子清洗機在陶瓷封裝、引線框架、芯片鍵合、引線鍵合的應用

IGBT模塊銀燒結工藝引線鍵合工藝研究
優化關鍵工藝參數提升功率器件引線鍵合的可靠性





 工商網監
工商網監
評論