 不等極孔制品的線型設計
不等極孔制品的線型設計
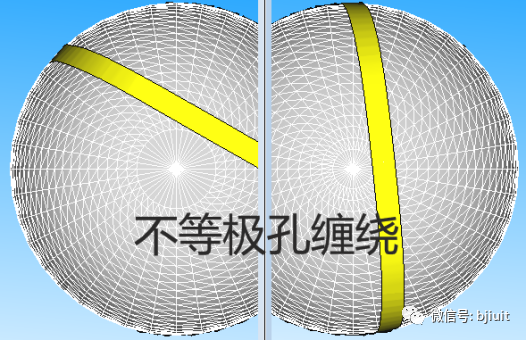
工業生產中,不等極孔氣瓶是經常遇到纖維纏繞制品,下面結合一個具體產品介紹不等極孔制品的線型設計。纏繞線型設計包括可纏繞性參數確定和纏繞閉合參數確定兩個部分,根據CADWIND的IWIND非測地線纏繞算法,介紹可纏繞性參數的快速確定方法。軟件操作步驟如下:第一步:根據芯模幾何參數建立幾何芯模;第二步:快速確定纏繞角度和芯模各段摩擦系數。
不等極孔快速線型設計
1.1. 建立幾何芯模
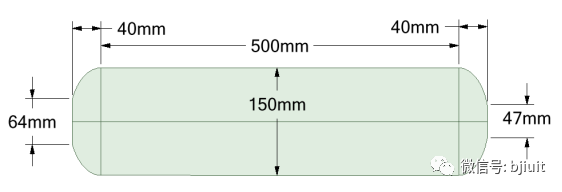
根據如下復合氣瓶芯模幾何尺寸,在軟件中建立芯模文件,并保存。氣瓶外徑150mm*長度500mm,瓶口直徑64mm*高度40mm(橢圓輪廓),瓶底直徑47mm*高度40mm(橢圓輪廓)。
1) 打開芯模創建窗口
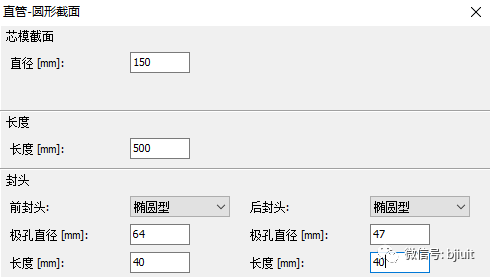
點擊菜單【文件】è【創建芯模文件】è【圓形截面-直管...】,在彈出對話窗口?幾何芯模?中接輸入幾何參數。隨后點擊〖確定〗保存芯模文件為Unequal Pole.MDR。
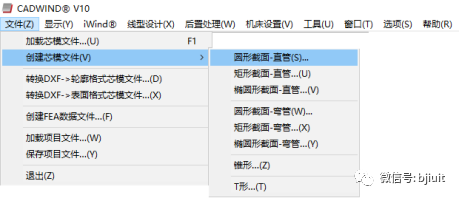
建立芯模-步驟1
2) 設置芯模幾何參數
缺省情況下,幾何芯模各纏繞區網格劃分參數,采用默認參數即可。為了設置筒身中間面,可以調整筒身段主纏繞區幀數為奇數(默認參數為10),可以設置為11幀。
建立芯模-步驟2
3) 調整芯模顯示視圖
采用左視圖進行幾何芯模顯示,并在工具欄上點擊按鈕【幀編號FN】,從視圖上可見1-21幀為前封頭區域,21-31為筒身區域,31-51為后封頭區域。
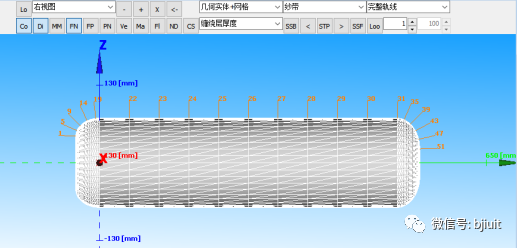
建立芯模-步驟3
1.2. 確定纏繞參數
通常情況下,筒身段采用等纏繞角進行纏繞,本案例不作變纏繞角纏繞參數確定,以及可纏繞性分析計算。纏繞參數主要包括工藝紗寬、纏繞角度和摩擦系數。應用軟件IWIND非測地線軟件算法,采用實時計算模式。1) 啟動Iwind算法
接下來,我們應用Iwind非測地線纏繞進行不等極孔的纏繞線型設計。點擊菜單【iwind線型設計】-【iwind】,接著線型參數輸入窗口輸入相關的纏繞線型參數。
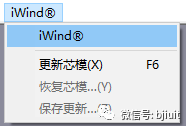
啟動iwind線型設計功能
2) 打開兩個芯模窗口
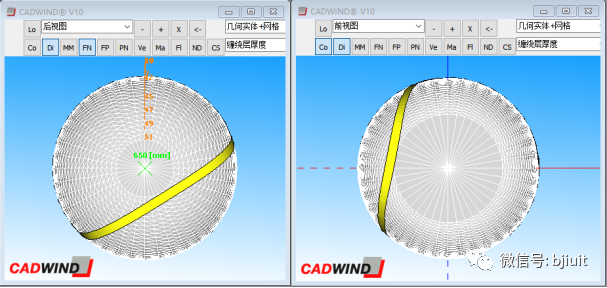
為了方便觀察前后極孔的相切情況,點擊菜單【顯示】-【新建芯模窗口】,我們同時打開兩個芯模窗口,并調整兩個芯模窗口的視圖方向。這樣我們可以后視圖觀察后封頭纖維切根情況,前視圖觀察前封頭的纖維切根情況。
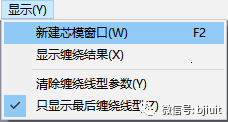
后視圖(后封頭) 前視圖(前封頭)
3) 主要纏繞參數測試
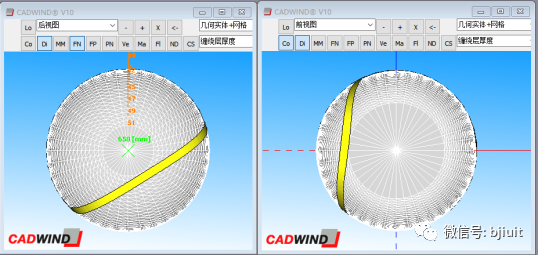
針對不等極孔的線型設計,我們需要通過?計算第一個纏繞循環?選項,測試出線型設計的主要技術參數。輸入參數后,點擊?計算第一個纏繞循環?選項和?實時計算?選項,我們實時得到的線型計算結果直接顯示在窗口中。測試參數先后次序為:工藝紗寬、纏繞角度、摩擦系數、后轉向區位置。
如果我們已經確定了工藝紗寬的取值大小,我們只需要在對話窗口的紗帶總寬處設置7.5mm參數即可,這時摩擦系數設置為0,拖動纏繞角度滑塊,直到后封頭的纖維與極孔相切為止。如下圖所示參數:
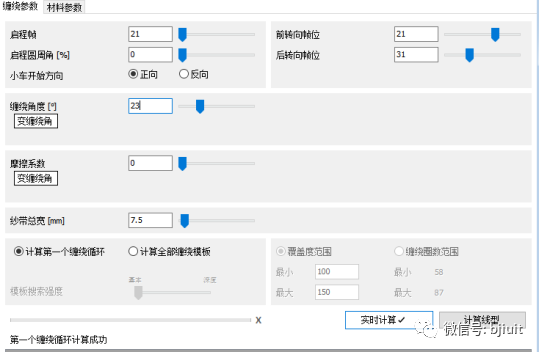
步驟1-后封頭切根的纏繞角測試
接下來,點擊摩擦系數按鈕,隨后點擊按鈕【設置范圍】,設置范圍為前封頭區域,即1-21幀的摩擦系數為0.12。
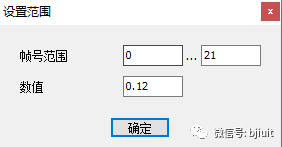
步驟2-摩擦系數設置
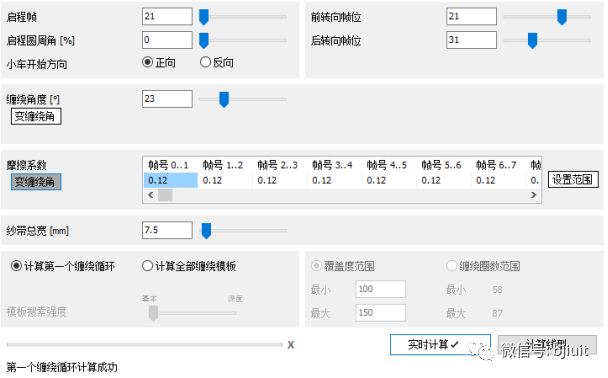
步驟3-摩擦系數設置
步驟4-纖維切根顯示
如果通過以上操作步驟,可以快速確定不等極孔芯模可纏繞性和主要纏繞參數。纏繞工藝主要參數包括:
工藝紗寬:IWIND提供了工藝紗寬算法,可以結合芯模幾何尺寸和纏繞效率,幫助用戶確定合理紗寬。
纏繞角度:默認情況下,設置的纏繞角度作用于筒身段,即前赤道面(前轉向幀位)到后赤道面(后轉向幀位)之間。理想情況下,我們希望筒身段采用等纏繞角纏繞,沒有特殊情況下不需要改動。
摩擦系數:不等極孔非測地線纏繞的關鍵參數設置是摩擦系數,需要結合纏繞工藝類型(濕法纏繞0.12、干法纏繞0.22和預浸帶纏繞0.32)的適合摩擦系數和穩定偏差角進行設置。濕法纏繞的適合摩擦系數為0.12,如果針對大極孔切根需要的摩擦系數大于0.14或更大,則此纏繞產品的可纏繞性差,在實際纏繞過程中前封頭易滑紗。
原文標題:技術短篇6-不等極孔快速設計
文章出處:【微信公眾號:創聯智軟】歡迎添加關注!文章轉載請注明出處。
審核編輯:湯梓紅
-
算法
+關注
關注
23文章
4626瀏覽量
93161 -
參數
+關注
關注
11文章
1854瀏覽量
32361 -
線型
+關注
關注
0文章
5瀏覽量
6580
原文標題:技術短篇6-不等極孔快速設計
文章出處:【微信號:bjiuit,微信公眾號:創聯智軟】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
PEEK制品尺寸穩定
分享CAD軟件中設置當前線型的方法技巧
CAD中怎么修改導線線型?怎么連接導線?
一種減小繞線型電機滑環不平衡量的結構
圖層、線型與顏色的應用
總線型網絡,總線型網絡是什么意思
找不到自己需要的CAD線型怎么辦?教你定制CAD線型

BMC模具制品打孔和毛邊設計方案的介紹
華為云制品倉庫 CodeArts Artifact:保障制品質量與安全的最佳選擇
蔡司三坐標測量機檢測CNC五金制品工件






 工商網監
工商網監
評論