") 車載中控屏核心板開機(jī)不良的詳細(xì)分析
車載中控屏核心板開機(jī)不良的詳細(xì)分析
1.案例背景
某車載中控屏,在終端客戶運(yùn)行半年左右發(fā)生無顯示以及黑屏異常。新陽檢測(cè)中心(下稱“本中心”)通過對(duì)中控屏主板的應(yīng)力分析(對(duì)殼體、核心電子元器件及PCB實(shí)施壓力),初步鎖定主板上的BGA封裝器件可能存在連接性失效。
2.分析過程
針對(duì)該樣品出現(xiàn)的問題,本中心采取了X-Ray檢測(cè)、切片分析以及工藝分析的方式。具體的測(cè)試過程如下——
2.1 X-Ray 檢測(cè)
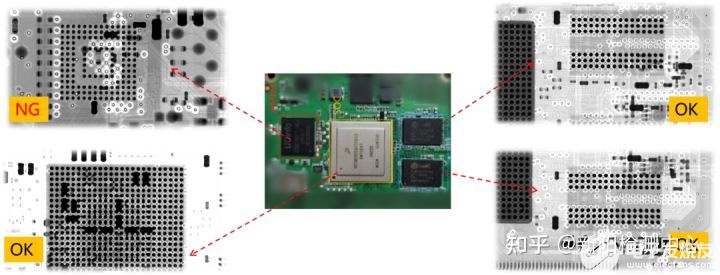
結(jié)果:eMMC檢出異常。
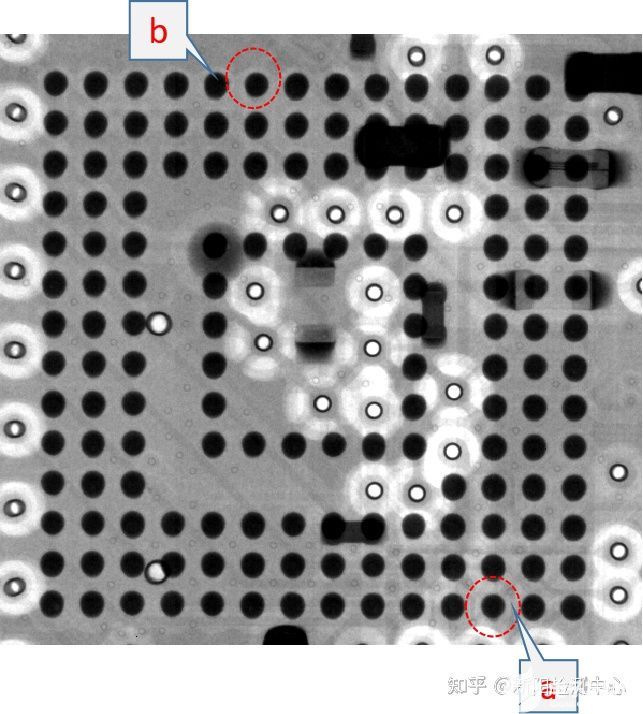
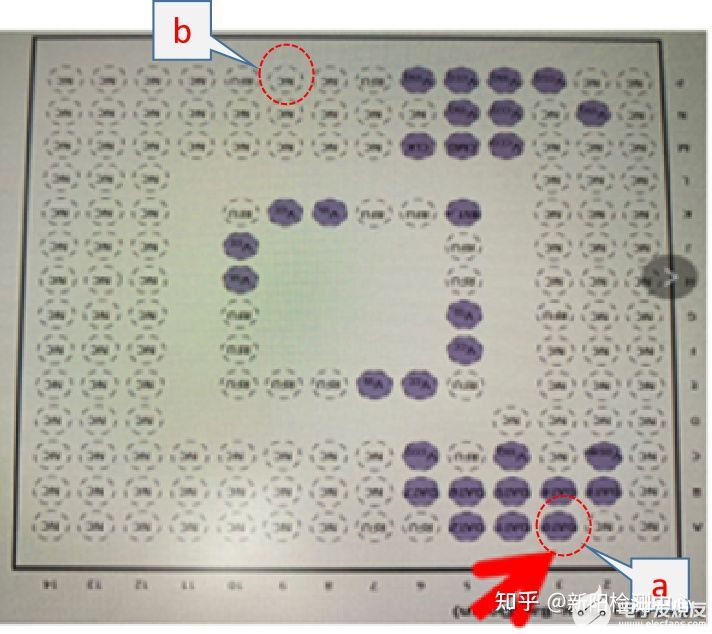
2.1.1 異常點(diǎn)位
| 點(diǎn)位 | 異常 | 正常 |
| a |
 |
 |
| b |
 |
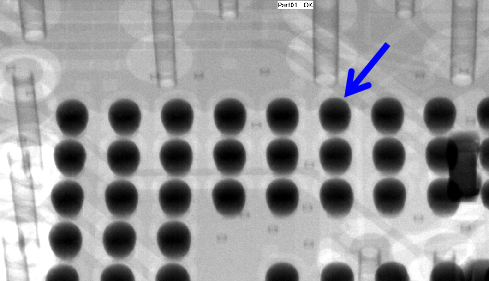 |
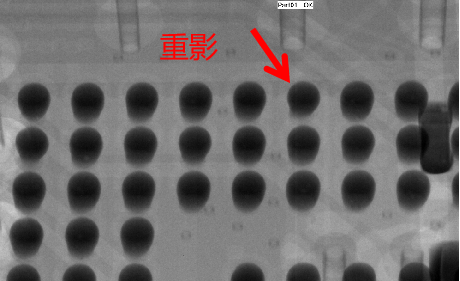
結(jié)果:異常焊點(diǎn)與正常焊點(diǎn)的X-Ray圖像比對(duì)如下,由圖可見,存在虛焊的可能性。
說明:取異常品、正常品(功能)對(duì)比檢測(cè)。
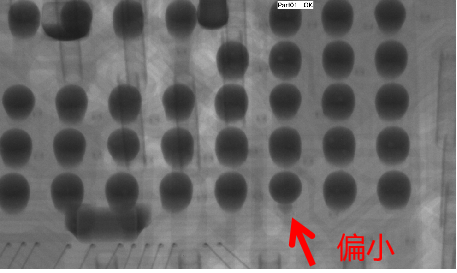
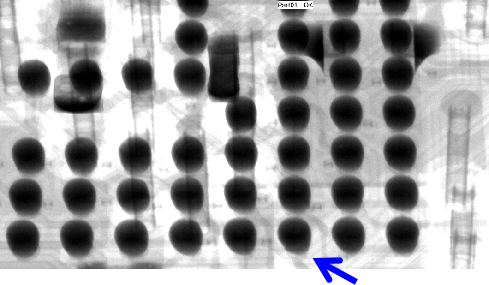
2.1.2 3D X-Ray檢測(cè)
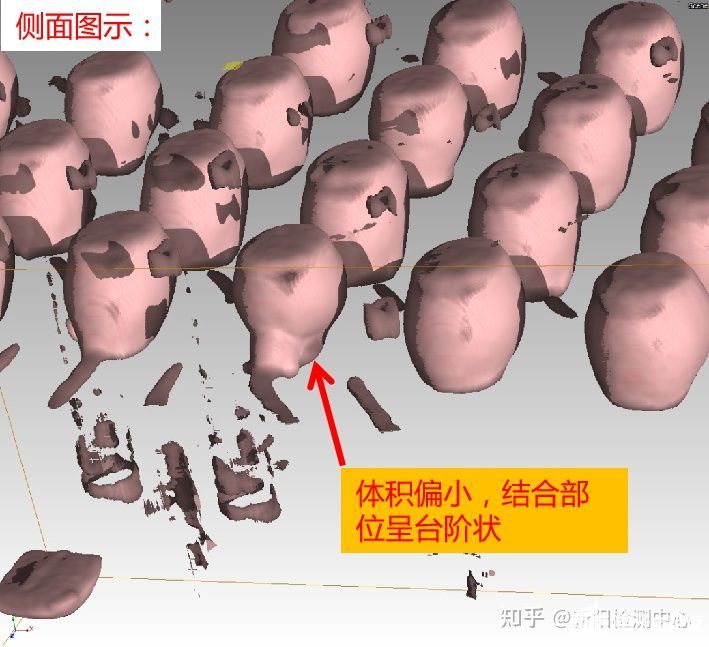
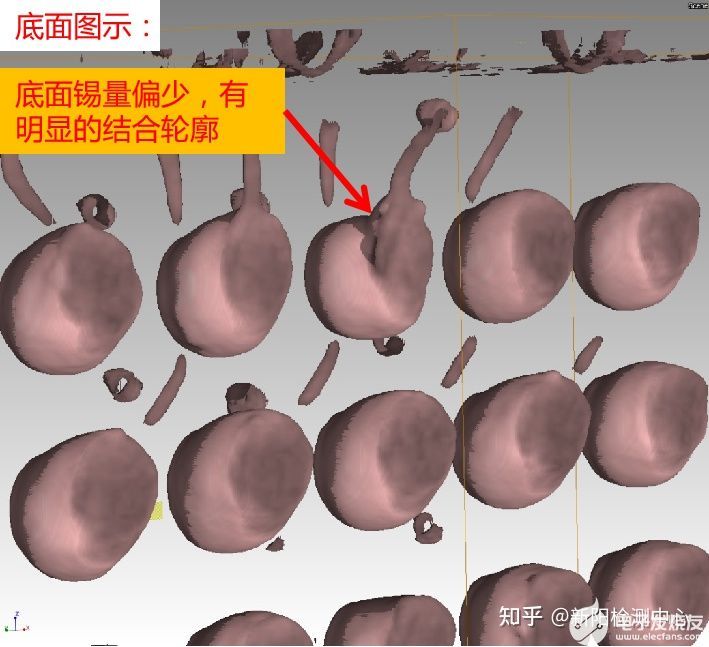
結(jié)果:異常焊點(diǎn)a存在虛焊可能性。
2.1.3 功能影響的確認(rèn)
X-Ray圖
功能圖
結(jié)果:異常焊點(diǎn)a為data功能,若虛焊,會(huì)造成直接影響;焊點(diǎn)b無功能作用。
2.2 切片分析


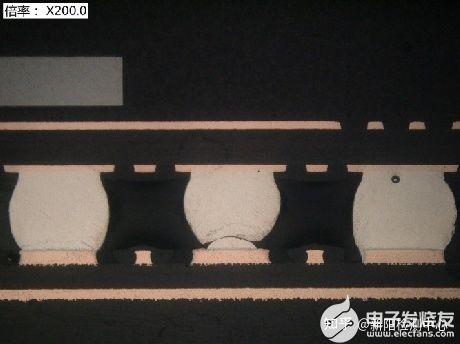
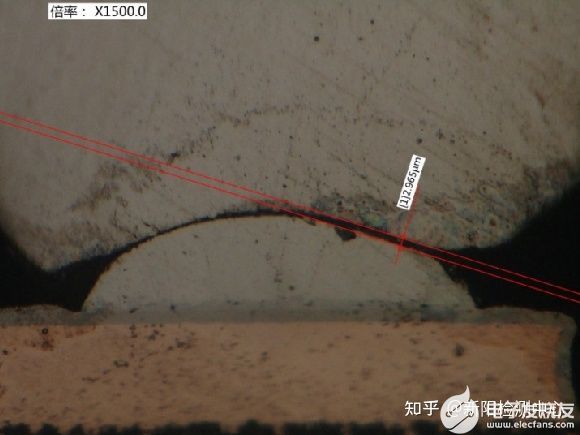
結(jié)果:BGA枕焊不良。
說明:圖5所示間隙2.965μm。
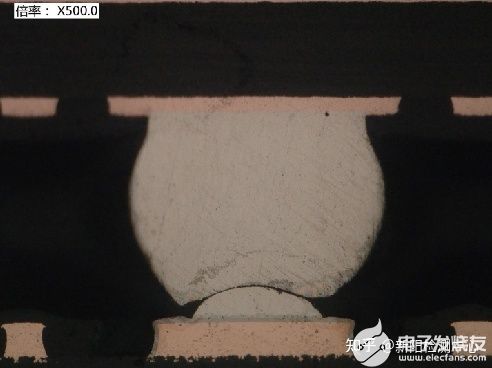
2.2.1 eMMC異常焊點(diǎn)a的斷面金相分析
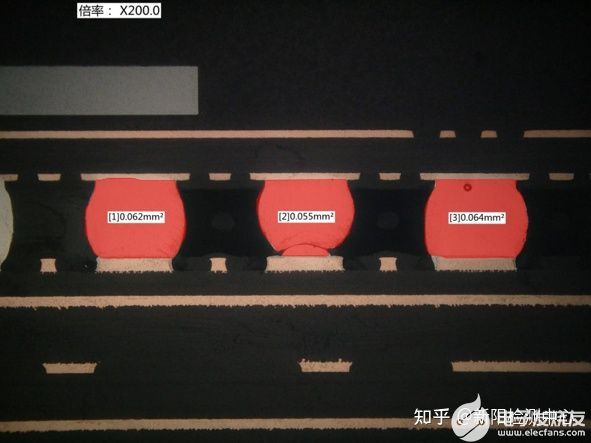
截面積比較:異常點(diǎn)焊球截面積明顯小于正常焊球截面積。
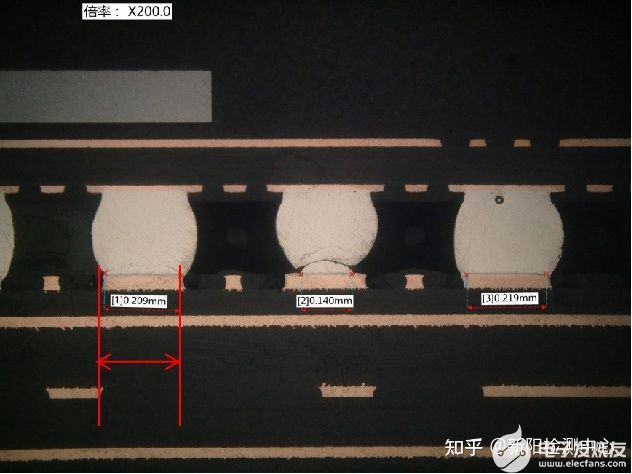
斷面錫膏上錫寬度比較:異常點(diǎn)上錫寬度約正常焊點(diǎn)寬度67%。
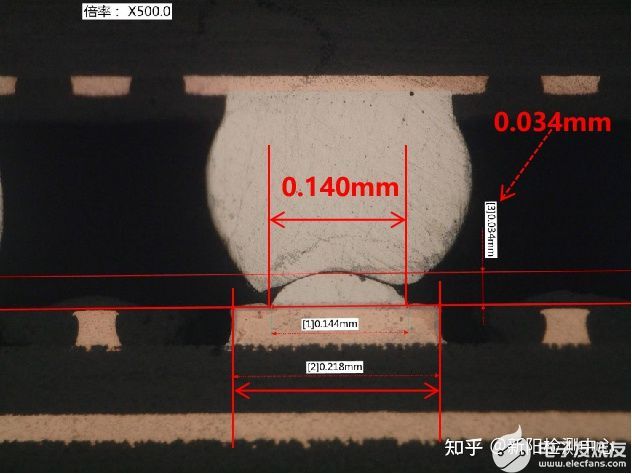
斷面錫膏上錫寬度比較:焊盤上錫64.2%(截面),焊錫厚度僅0.034mm。結(jié)果:異常焊點(diǎn)a存在印刷錫少可能性。
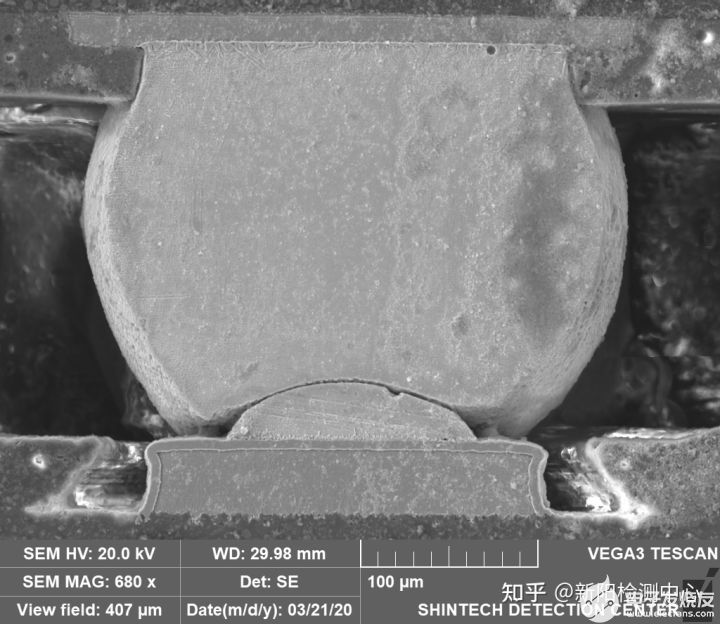
2.2.2 與正常的BGA焊球相比,eMMC 異常焊點(diǎn)a同排焊點(diǎn)的斷面金相
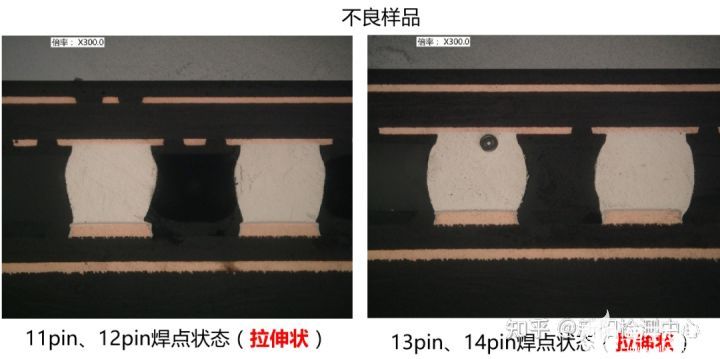
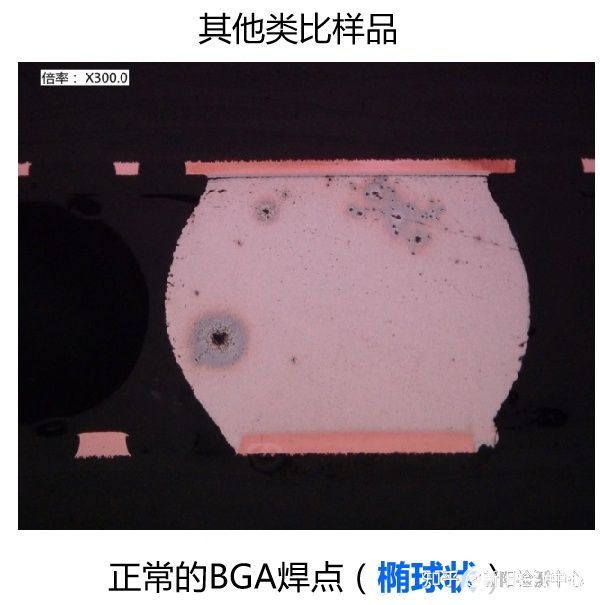
結(jié)果:與正常的BGA焊球相比,焊球呈拉伸狀態(tài)。
說明:BGA焊點(diǎn)呈拉伸狀態(tài)原因,可能是焊接過程中BGA焊球未充分坍塌,即存在錫液相時(shí)間不足的可能性。
2.2.3 eMMC異常焊點(diǎn)a的斷面SEM分析
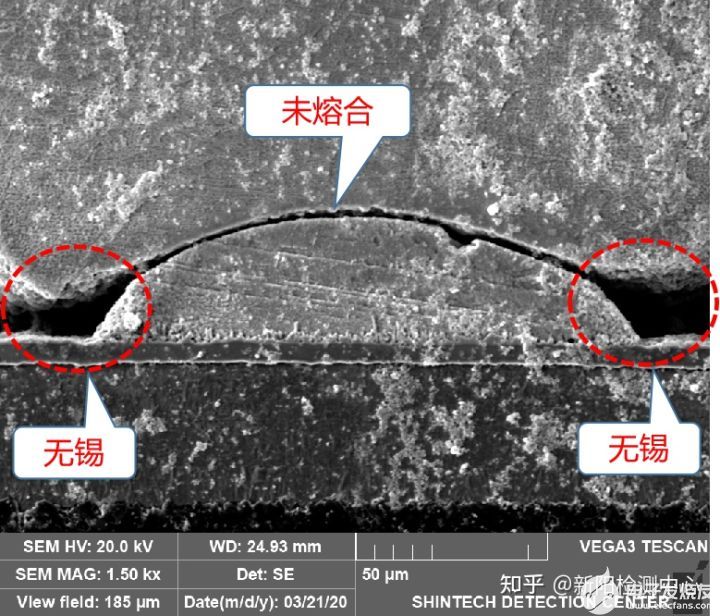
結(jié)果:BGA焊球與錫膏處于未熔合狀態(tài),并伴有錫填充量不足的現(xiàn)象。異常焊點(diǎn)a的斷面SEM分析:IMC層
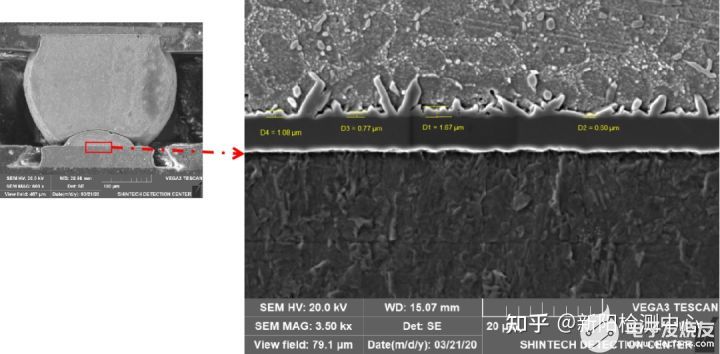
結(jié)果:
①IMC有連續(xù)性;
②IMC層致密性不足;
③IMC層厚度不均勻,且整體IMC層厚度偏小。
說明:
IMC層的形成與溫度、錫液相時(shí)間直接相關(guān)。常規(guī)焊接情況下,BGA焊接形成的IMC層厚度主要在2.5μm左右,本樣品的IMC層厚度平均小于1μm,進(jìn)一步說明回流時(shí)錫液相時(shí)間不足。
2.3 工藝分析
2.3.1 SPI錫膏檢測(cè)
結(jié)果:
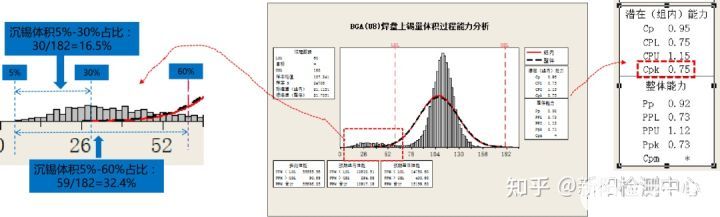
調(diào)取對(duì)應(yīng)批次eMMC位置SPI錫膏印刷數(shù)據(jù)統(tǒng)計(jì)分析(體積數(shù)據(jù)),如圖示,eMMC BGA 印錫過程能力CPK 0.75,說明印刷過程非常不穩(wěn)定。從超范圍的區(qū)間分布判斷,16.5%的焊點(diǎn)存在很大的錫少風(fēng)險(xiǎn)。
說明:
前述分析的錫少可能性,通過該組數(shù)據(jù)的分析,可以確定確實(shí)存在。
2.3.2 鋼網(wǎng)開口設(shè)計(jì)

結(jié)果:
eMMC BGA 開口面積寬厚比為0.52,遠(yuǎn)小于標(biāo)準(zhǔn)0.66及以上,錫在PCB上的沉積量主要由開口寬厚比決定。雖然采用了納米工藝涂層,但面積比過小,還是會(huì)影響錫沉積效果,造成印錫的不穩(wěn)定。
說明:
鋼網(wǎng)材質(zhì):納米鋼網(wǎng)
鋼網(wǎng)厚度:0.12mm
eMMC BGA開口:φ0.25mm
2.3.3 回流溫度的設(shè)定分析
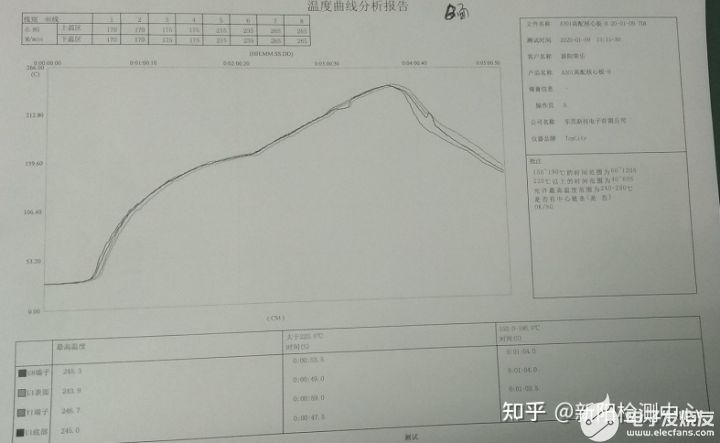
結(jié)果:
預(yù)熱時(shí)間(150℃-190℃)約60s→時(shí)間短
最高溫度、220℃以上時(shí)間:U1底部大于U1表面,不合理,數(shù)據(jù)有誤(接點(diǎn)與記錄不一致)→BGA實(shí)際溫度未知
最高溫度:246.7℃ →無特別異常
220℃以上時(shí)間:BGA 47.5s→無特別異常
說明:測(cè)溫板標(biāo)本不是實(shí)際機(jī)型基板,結(jié)構(gòu)及器件布局上可能存在差異,板的散熱結(jié)構(gòu)也可能存在差異,不能準(zhǔn)確地反映對(duì)象機(jī)型的溫度實(shí)況。
3.分析結(jié)果
3.1 eMMC(BGA) 虛焊的原因
首先是錫少。具體表現(xiàn)在:沉錫能力CPK 0.75,錫量沉積不足;鋼網(wǎng)開口面積比0.52小于<0.66,對(duì)沉錫有影響 ;印刷參數(shù):錫膏管理、鋼網(wǎng)清洗、關(guān)鍵參數(shù)(速度、清洗方式等)。
其次是回流錫液相時(shí)間不足。具體表現(xiàn)在:焊接IMC層厚度1.0μm左右;液相時(shí)間、溫度不足。預(yù)熱時(shí)間、液相時(shí)間較短,且溫度未達(dá)到230℃以上;由于錫液相時(shí)間不足,BGA焊球與錫未熔合,有裂隙存在。
3.2 eMMC(BGA) 虛焊發(fā)生機(jī)理
錫膏印刷工程沉錫能力低,工程不穩(wěn)定與鋼網(wǎng)及印刷參數(shù)的管理相關(guān)。回流焊接時(shí),印刷錫膏先液化坍塌,BGA焊球后液化坍塌。從金相分析確認(rèn),由于溫度設(shè)定存在缺陷,BGA焊球未完全坍塌時(shí),即發(fā)生降溫冷卻,形成拉升狀焊點(diǎn)。印刷錫少,焊點(diǎn)則出現(xiàn)錫膏與錫球未充分接觸而形成枕焊,造成BGA焊球與錫膏不能有效的接觸、作用。
因此,造成本次問題的原因是這兩個(gè)方面綜合導(dǎo)致的——印刷錫少、回流時(shí)錫液相時(shí)間不足。
4.改善方案
4.1 鋼網(wǎng)
鋼網(wǎng)仍采用納米鋼網(wǎng),厚度變更從0.12mm到0.1mm(面積比由0.52到0.63)。
U8開口保持不變?chǔ)?.25mm,其他BGA按照焊盤直徑變更為外切正方形開口。
4.2 回流溫度
制作實(shí)板的測(cè)溫標(biāo)本,每個(gè)BGA焊球溫度需監(jiān)測(cè);
回流溫度的設(shè)定建議:
- 150-190℃時(shí)間:70s-80s之間;
- 220℃以上時(shí)間:60-75s;
- 230℃以上時(shí)間:30s以上。
溫度曲線類型:RTS。
4.3 管理
建議加強(qiáng)車載產(chǎn)品的初期管理,從參數(shù)評(píng)估/過程管理評(píng)估到固化點(diǎn)檢,確保工藝及工程的穩(wěn)定性。
說明:上述改善方案實(shí)施后,跟蹤該產(chǎn)品后續(xù)批次的生產(chǎn),失效問題未在發(fā)生。
想了解更多關(guān)于技術(shù)方面的知識(shí),歡迎關(guān)注“新陽檢測(cè)中心”公眾號(hào)。
審核編輯:符乾江
-
汽車電子
+關(guān)注
關(guān)注
3026文章
7955瀏覽量
167046 -
失效分析
+關(guān)注
關(guān)注
18文章
215瀏覽量
66405 -
emmc
+關(guān)注
關(guān)注
7文章
216瀏覽量
52746 -
錫膏檢測(cè)
+關(guān)注
關(guān)注
0文章
2瀏覽量
5165
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
美國站群vps云服務(wù)器缺點(diǎn)詳細(xì)分析
嵌入式核心板的分類及PCB設(shè)計(jì)
驍龍665安卓核心板_SM6125核心板參數(shù)_安卓核心板高通方案定制

MT8390安卓核心板_MT8390 (Genio 700)核心板詳細(xì)參數(shù)

CPM核心板應(yīng)用之電源硬件設(shè)計(jì)指導(dǎo)

米爾創(chuàng)新設(shè)計(jì)RK3568全LGA國產(chǎn)核心板,更緊湊可靠省連接器成本
MTK8766核心板_MT8766安卓核心板聯(lián)發(fā)科4G智能模塊方案

M4核心板驅(qū)動(dòng)17寸屏 為您打造無與倫比的視覺盛宴
全志T527國產(chǎn)核心板及米爾配套開發(fā)板批量上市!
基于飛凌嵌入式FETMX8MM-C核心板的血細(xì)胞分析儀


叉車車載終端定制_基于MT6762安卓核心板的車載終端設(shè)備解決方案







 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論