 切削用量的選擇原則
切削用量的選擇原則
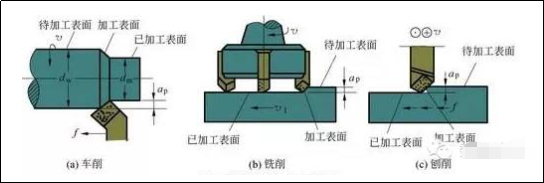
數控編程時,編程人員必須確定每道工序的切削用量,并以指令的形式寫入程序中。切削用量包括切削速度、背吃刀量及進給速度等。對于不同的加工方法,需要選用不同的切削用量。
1、切削用量的選擇原則
粗加工時,一般以提高生產率為主,但也應考慮經濟性和加工成本;半精加工和精加工時,應在保證加工質量的前提下,兼顧切削效率、經濟性和加工成本。具體數值應根據機床說明書、切削用量手冊,并結合經驗而定。
從刀具的耐用度出發,切削用量的選擇順序是:先確定背吃刀量,其次確定進給量,最后確定切削速度。
2、背吃刀量的確定
背吃刀量由機床、工件和刀具的剛度來決定,在剛度允許的條件下,應盡可能使背吃刀量等于工件的加工余量,這樣可以減少走刀次數,提高生產效率。
確定背吃刀量的原則:
1)在工件表面粗糙度值要求為Ra12.5μm~25μm時,如果數控加工的加工余量小于5mm~6mm,粗加工一次進給就可以達到要求。但在余量較大,工藝系統剛性較差或機床動力不足時,可分多次進給完成。
2)在工件表面粗糙度值要求為Ra3.2μm~12.5μm時,可分粗加工和半精加工兩步進行。粗加工時的背吃刀量選取同前。粗加工后留0.5mm~1.0mm余量,在半精加工時切除。
3)在工件表面粗糙度值要求為Ra0.8μm~3.2μm時,可分粗加工、半精加工、精加工三步進行。半精加工時的背吃刀量取1.5mm~2mm。精加工時背吃刀量取0.3mm~0.5mm。
3、進給量的確定
進給量主要根據零件的加工精度和表面粗糙度要求以及刀具、工件的材料選取。最大進給速度受機床剛度和進給系統的性能限制。
確定進給速度的原則:
1)當工件的質量要求能夠得到保證時,為提高生產效率,可選擇較高的進給速度。一般在100~200m/min范圍內選取。
2)在切斷、加工深孔或用高速鋼刀具加工時,宜選擇較低的進給速度,一般在20~50m/min范圍內選取。
3)當加工精度,表面粗糙度要求高時,進給速度應選小些,一般在20~50m/min范圍內選取。
4)刀具空行程時,特別是遠距離“回零”時,可以選擇該機床數控系統設定的最高進給速度。
4、主軸轉速的確定
主軸轉速應根據允許的切削速度和工件(或刀具)直徑來選擇。其計算公式為:
n=1000v/πD
v----切削速度,單位為m/min,由刀具的耐用度決定;
n-- -主軸轉速,單位為 r/min;
D----工件直徑或刀具直徑,單位為mm。
計算的主軸轉速n最后要根據機床說明書選取機床有的或較接近的轉速。
總之,切削用量的具體數值應根據機床性能、相關的手冊并結合實際經驗用類比方法確定。同時,使主軸轉速、切削深度及進給速度三者能相互適應,以形成最佳切削用量。
參考公式:
一)背吃刀量(切削深度)ap
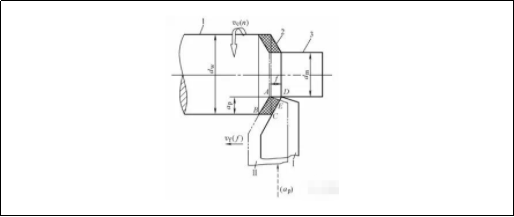
工件已加工表面與待加工表面間的垂直距離稱為背吃刀量。背吃刀量是通過切削刃基點并垂直于工作平面的方向上測量的吃刀量,是每次進給時車刀切入工件的深度,故又稱為切削深度。根據此定義,如在縱向車外圓時,其背吃刀量可按下式計算:
a p = ( d w — d m ) /2
式中 a p——背吃刀量( mm );
d w ——工件待加工表面直徑( mm );
dm ——工件已加工表面直徑( mm )。
例一:已知工件待加工表面直徑為 Φ95mm;現一次進給車至直徑為 Φ90mm,求背吃刀量。
解:a p = ( d w — d m ) /2= (95 —90) /2=2.5mm
二)進給量 f
工件或刀具每轉一周時,刀具與工件在進給運動方向上的相對位移量。
根據進給方向的不同,分為縱進給量和橫進給量,縱進給量是指沿車床床身導軌方向的進給量,橫進給量是指垂直于車床床身導軌方向的進給量。
注:進給速度 v f 是指切削刃上選定點相對工件進給運動的瞬時速度。
v f=fn
式中 v f ——進給速度( mm/s );
n ——主軸轉速( r/s );
f ——進給量( mm /s)。
三)切削速度 v c
切削刃上選定點相對于工件的主運動的瞬時速度。計算公式如下 :
v c=( π d w n )/1000
式中 v c ——切削速度 (m/min) ;
dw ——工件待加工表面直徑( mm );
n ——工件轉速( r/min)。
在計算時應以最大的切削速度為準,如車削時以待加工表面直徑的數值進行計算,因為此處速度最高,刀具磨損最快。
例二:車削直徑為Φ60mm的工件的外圓,選定的車床主軸轉速為600r/min,求vc.
解:v c=( π d w n )/1000 = 3.14x60x600/1000 = 113 m/min
在實際生產中,往往是已知工件直徑的,根據工件材料,刀具材料和加工要求等因素選定切削速度,再將切削速度換算成車床主軸轉速,以便調整車床,得到已下式子:
n=( 1000v c)/ π d w
例三:在CA6140型臥式車床上車削Φ260mm的帶輪外圓,選擇vc為90m/min,求n。
解:n=( 1000v c)/ π d w=(1000x90)/ (3.14x260) =110r/min
計算出車床主軸轉速后,應選取與銘牌上接近的值,即選取n=100r/min作為車床的實際轉速。
三、小結:
切削用量
1.背吃刀量ap(mm) ap= (dw - dm) / 2 (mm)
2.進給量 f(mm/r)
3.切削速度vc(m/min) Vc=∏dn/1000(m/min)
n=1000vc/∏d(r/min)
審核編輯 :李倩
-
刀具
+關注
關注
0文章
46瀏覽量
9638 -
切削
+關注
關注
0文章
17瀏覽量
7750
原文標題:切削速度,吃刀量,進給速度三者關系及計算公式
文章出處:【微信號:AMTBBS,微信公眾號:世界先進制造技術論壇】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
詳解SMT工藝的五球原則
提升切削車床實現遠程運維,提升生產管理水平
金屬切削機床數據采集遠程監控系統方案

差動保護動作電流整定原則
利用AI構建實用量子計算應用

選擇電氣控制方案時的基本原則
電動機的基本選擇原則
分壓接法滑動變阻器選擇原則
ATA-1372A寬帶功率放大器在銑刀切削磨損測試中的應用
控制閥氣開氣關的選擇原則
數控加工工藝處理的原則和步驟是什么
ATA-2032:高壓放大器的選型原則是什么






 工商網監
工商網監
評論