 焊錫膏焊接過程中常見問題及解決方法
焊錫膏焊接過程中常見問題及解決方法
在20世紀70年代的表面貼裝技術(Surface Mount Technology,簡稱SMT),是指在印制電路板焊盤上印刷、涂布焊錫膏,并將表面貼裝元器件準確的貼放到涂有焊錫膏的焊盤上,按照特定的回流溫度曲線加熱電路板,讓焊錫膏熔化,其合金成分冷卻凝固后在元器件與印制電路板之間形成焊點而實現冶金連接的技術。焊錫膏是伴隨著SMT應運而生的一種新型焊接材料。焊錫膏是一個復雜的體系,是由焊錫粉、助焊劑以及其它的添加物混合而成的膏體。焊錫膏在常溫下有一定的粘性,可將電子元器件初粘在既定位置,在焊接溫度下,隨著溶劑和部分添加劑的揮發,將被焊元器件與印制電路焊盤焊接在一起形成永久連接。
焊錫膏,主要由助焊劑和焊料粉組成,如果焊接有問題,就要從以下幾個方面解決
元件固定
雙面回流焊接已采用多年,在此,先對第一面進行印刷布線,安裝元件和軟熔,然后翻過來對電路板的另一面進行加工處理,為了更加節省起見,某些工藝省去了對第一面的軟熔,而是同時軟熔頂面和底面,典型的例子是電路板底面上僅裝有小的元件,如芯片電容器和芯片電阻器,由于印刷電路板(PCB)的設計越來越復雜,裝在底面上的元件也越來越大,結果軟熔時元件脫落成為一個重要的問題。顯然,元件脫落現象是由于軟熔時熔化了的焊料對元件的垂直固定力不足,而垂直固定力不足可歸因于元件重量增加,元件的可焊性差,焊劑的潤濕性或焊料量不足等。其中,第一個因素是最根本的原因。如果在對后面的三個因素加以改進后仍有元件脫落現象存在,就必須使用SMT粘結劑。顯然,使用粘結劑將會使軟熔時元件自對準的效果變差。
未焊滿
未焊滿是在相鄰的引線之間形成焊橋。通常,所有能引起焊膏坍落的因素都會導致未焊滿,這些因素包括:1,升溫速度太快;2,焊膏的觸變性能太差或是焊膏的粘度在剪切后恢復太慢;3,金屬負荷或固體含量太低;4,粉料粒度分布太廣;5;焊劑表面張力太小。但是,坍落并非必然引起未焊滿,在軟熔時,熔化了的未焊滿焊料在表面張力的推動下有斷開的可能,焊料流失現象將使未焊滿問題變得更加嚴重。在此情況下,由于焊料流失而聚集在某一區域的過量的焊料將會使熔融焊料變得過多而不易斷開。
除了引起焊膏坍落的因素而外,下面的因素也引起未滿焊的常見原因:1,相對于焊點之間的空間而言,焊膏熔敷太多;2,加熱溫度過高;3,焊膏受熱速度比電路板更快;4,焊劑潤濕速度太快;5,焊劑蒸氣壓太低;6;焊劑的溶劑成分太高;7,焊劑樹脂軟化點太低。
斷續潤濕
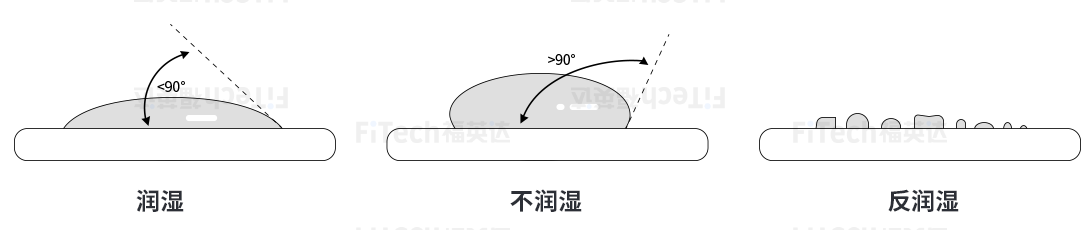
焊料膜的斷續潤濕是指有水出現在光滑的表面上(1.4.5.),這是由于焊料能粘附在大多數的固體金屬表面上,并且在熔化了的焊料覆蓋層下隱藏著某些未被潤濕的點,因此,在最初用熔化的焊料來覆蓋表面時,會有斷續潤濕現象出現。亞穩態的熔融焊料覆蓋層在最小表面能驅動力的作用下會發生收縮,不一會兒之后就聚集成分離的小球和脊狀禿起物。斷續潤濕也能由部件與熔化的焊料相接觸時放出的氣體而引起。由于有機物的熱分解或無機物的水合作用而釋放的水分都會產生氣體。水蒸氣是這些有關氣體的最常見的成份,在焊接溫度下,水蒸氣具極強的氧化作用,能夠氧化熔融焊料膜的表面或某些表面下的界面(典型的例子是在熔融焊料交界上的金屬氧化物表面)。常見的情況是較高的焊接溫度和較長的停留時間會導致更為嚴重的斷續潤濕現象,尤其是在基體金屬之中,反應速度的增加會導致更加猛烈的氣體釋放。與此同時,較長的停留時間也會延長氣體釋放的時間。以上兩方面都會增加釋放出的氣體量,消除斷續潤濕現象的方法是:1,降低焊接溫度;2,縮短軟熔的停留時間;3,采用流動的惰性氣氛;4,降低污染程度。
低殘留物
對不用清理的軟熔工藝而言,為了獲得裝飾上或功能上的效果,常常要求低殘留物,對功能要求方面的例子包括“通過在電路中測試的焊劑殘留物來探查測試堆焊層以及在插入接頭與堆焊層之間或在插入接頭與軟熔焊接點附近的通孔之間實行電接觸”,較多的焊劑殘渣常會導致在要實行電接觸的金屬表層上有過多的殘留物覆蓋,這會妨礙電連接的建立,在電路密度日益增加的情況下,這個問題越發受到人們的關注。
顯然,不用清理的低殘留物焊膏是滿足這個要求的一個理想的解決辦法。然而,與此相關的軟熔必要條件卻使這個問題變得更加復雜化了。為了預測在不同級別的惰性軟熔氣氛中低殘留物焊膏的焊接性能,提出一個半經驗的模型,這個模型預示,隨著氧含量的降低,焊接性能會迅速地改進,然后逐漸趨于平穩,實驗結果表明,隨著氧濃度的降低,焊接強度和焊膏的潤濕能力會有所增加,此外,焊接強度也隨焊劑中固體含量的增加而增加。實驗數據所提出的模型是可比較的,并強有力地證明了模型是有效的,能夠用以預測焊膏與材料的焊接性能,因此,可以斷言,為了在焊接工藝中成功地采用不用清理的低殘留物焊料,應當使用惰性的軟熔氣氛。
間隙
間隙是指在元件引線與電路板焊點之間沒有形成焊接點。一般來說,這可歸因于以下四方面的原因:1,焊料熔敷不足;2,引線共面性差;3,潤濕不夠;4,焊料損耗棗這是由預鍍錫的印刷電路板上焊膏坍落,引線的芯吸作用(2.3.4)或焊點附近的通孔引起的,引線共面性問題是新的重量較輕的12密耳(μm)間距的四芯線扁平集成電路(QFP棗Quad flat packs)的一個特別令人關注的問題,為了解決這個問題,提出了在裝配之前用焊料來預涂覆焊點的方法(9),此法是擴大局部焊點的尺寸并沿著鼓起的焊料預覆蓋區形成一個可控制的局部焊接區,并由此來抵償引線共面性的變化和防止間隙,引線的芯吸作用可以通過減慢加熱速度以及讓底面比頂面受熱更多來加以解決,此外,使用潤濕速度較慢的焊劑,較高的活化溫度或能延緩熔化的焊膏(如混有錫粉和鉛粉的焊膏)也能最大限度地減少芯吸作用.在用錫鉛覆蓋層光整電路板之前,用焊料掩膜來覆蓋連接路徑也能防止由附近的通孔引起的芯吸作
成球不良
BGA成球常遇到諸如未焊滿,焊球不對準,焊球漏失以及焊料量不足等缺陷,這通常是由于軟熔時對球體的固定力不足或自定心力不足而引起。固定力不足可能是由低粘稠,高阻擋厚度或高放氣速度造成的;而自定力不足一般由焊劑活性較弱或焊料量過低而引起。
BGA成球作用可通過單獨使用焊膏或者將焊料球與焊膏以及焊料球與焊劑一起使用來實現; 正確的可行方法是將整體預成形與焊劑或焊膏一起使用。最通用的方法看來是將焊料球與焊膏一起使用,利用錫62或錫63球焊的成球工藝產生了極好的效果。在使用焊劑來進行錫62或錫63球焊的情況下,缺陷率隨著焊劑粘度,溶劑的揮發性和間距尺寸的下降而增加,同時也隨著焊劑的熔敷厚度,焊劑的活性以及焊點直徑的增加而增加,在用焊膏來進行高溫熔化的球焊系統中,沒有觀察到有焊球漏失現象出現,并且其對準精確度隨焊膏熔敷厚度與溶劑揮發性,焊劑的活性,焊點的尺寸與可焊性以及金屬負載的增加而增加,在使用錫63焊膏時,焊膏的粘度,間距與軟熔截面對高熔化溫度下的成球率幾乎沒有影響。在要求采用常規的印刷棗釋放工藝的情況下,易于釋放的焊膏對焊膏的單獨成球是至關重要的。整體預成形的成球工藝也是很的發展的前途的。減少焊料鏈接的厚度與寬度對提高成球的成功率也是相當重要的。
形成孔隙
形成孔隙通常是一個與焊接接頭的相關的問題。尤其是應用SMT技術來軟熔焊膏的時候,在采用無引線陶瓷芯片的情況下,絕大部分的大孔隙(>0.0005英寸/0.01毫米)是處于LCCC焊點和印刷電路板焊點之間,與此同時,在LCCC城堡狀物附近的角焊縫中,僅有很少量的小孔隙,孔隙的存在會影響焊接接頭的機械性能,并會損害接頭的強度,延展性和疲勞壽命,這是因為孔隙的生長會聚結成可延伸的裂紋并導致疲勞,孔隙也會使焊料的應力和 協變增加,這也是引起損壞的原因。此外,焊料在凝固時會發生收縮,焊接電鍍通孔時的分層排氣以及夾帶焊劑等也是造成孔隙的原因。
在焊接過程中,形成孔隙的械制是比較復雜的,一般而言,孔隙是由軟熔時夾層狀結構中的焊料中夾帶的焊劑排氣而造成的(2,13)孔隙的形成主要由金屬化區的可焊性決定,并隨著焊劑活性的降低,粉末的金屬負荷的增加以及引線接頭下的覆蓋區的增加而變化,減少焊料顆粒的尺寸僅能銷許增加孔隙。此外,孔隙的形成也與焊料粉的聚結和消除固定金屬氧化物之間的時間分配有關。焊膏聚結越早,形成的孔隙也越多。通常,大孔隙的比例隨總孔隙量的增加而增加.與總孔隙量的分析結果所示的情況相比,那些有啟發性的引起孔隙形成因素將對焊接接頭的可靠性產生更大的影響,控制孔隙形成的方法包括:1,改進元件/衫底的可焊性;2,采用具有較高助焊活性的焊劑;3,減少焊料粉狀氧化物;4,采用惰性加熱氣氛.5,減緩軟熔前的預熱過程.與上述情況相比,在BGA裝配中孔隙的形成遵照一個略有不同的模式(14).一般說來.在采用錫63焊料塊的BGA裝配中孔隙主要是在板級裝配階段生成的.在預鍍錫的印刷電路板上,BGA接頭的孔隙量隨溶劑的揮發性,金屬成分和軟熔溫度的升高而增加,同時也隨粉粒尺寸的減少而增加;這可由決定焊劑排出速度的粘度來加以解釋.按照這個模型,在軟熔溫度下有較高粘度的助焊劑介質會妨礙焊劑從熔融焊料中排出,因此,增加夾帶焊劑的數量會增大放氣的可能性,從而導致在BGA裝配中有較大的孔隙度.在不考慮固定的金屬化區的可焊性的情況下,焊劑的活性和軟熔氣氛對孔隙生成的影響似乎可以忽略不計.大孔隙的比例會隨總孔隙量的增加而增加,這就表明,與總孔隙量分析結果所示的情況相比,在BGA中引起孔隙生成的因素對焊接接頭的可靠性有更大的影響,這一點與在SMT工藝中空隙生城的情況相似。
當錫膏至于一個加熱的環境中,錫膏回流分為五個階段首先,用于達到所需粘度和絲印性能的溶劑開始蒸發,溫度上升必需慢(大約每秒3°C),以限制沸騰和飛濺,防止形成小錫珠,還有,一些元件對內部應力比較敏感,如果元件外部溫度上升太快,會造成斷裂。
助焊劑活躍,化學清洗行動開始,水溶性助焊劑和免洗型助焊劑都會發生同樣的清洗行動,只不過溫度稍微不同。將金屬氧化物和某些污染從即將結合的金屬和焊錫顆粒上清除。好的冶金學上的錫焊點要求“清潔”的表面。
當溫度繼續上升,焊錫顆粒首先單獨熔化,并開始液化和表面吸錫的“燈草”過程。這樣在所有可能的表面上覆蓋,并開始形成錫焊點。
這個階段最為重要,當單個的焊錫顆粒全部熔化后,結合一起形成液態錫,這時表面張力作用開始形成焊腳表面,如果元件引腳與PCB焊盤的間隙超過4mil,則極可能由于表面張力使引腳和焊盤分開,即造成錫點開路。
冷卻階段,如果冷卻快,錫點強度會稍微大一點,但不可以太快而引起元件內部的溫度應力。
回流焊接要求總結:
重要的是有充分的緩慢加熱來安全地蒸發溶劑,防止錫珠形成和限制由于溫度膨脹引起的元件內部應力,造成斷裂痕可靠性問題。
其次,助焊劑活躍階段必須有適當的時間和溫度,允許清潔階段在焊錫顆粒剛剛開始熔化時完成。
時間溫度曲線中焊錫熔化的階段是最重要的,必須充分地讓焊錫顆粒完全熔化,液化形成冶金焊接,剩余溶劑和助焊劑殘余的蒸發,形成焊腳表面。此階段如果太熱或太長,可能對元件和PCB造成傷害。
錫膏回流溫度曲線的設定,最好是根據錫膏供應商提供的數據進行,同時把握元件內部溫度應力變化原則,即加熱溫升速度小于每秒3°C,和冷卻溫降速度小于5° C。
PCB裝配如果尺寸和重量很相似的話,可用同一個溫度曲線。
重要的是要經常甚至每天檢測溫度曲線是否正確。
總 結
焊膏的回流焊接是SMT裝配工藝中的主要的板極互連方法,影響回流焊接的主要問題包括:底面元件的固定、未焊滿、斷續潤濕、低殘留物、間隙、焊料成球、焊料結珠、焊接角焊縫抬起、TombstoningBGA成球不良、形成孔隙等,問題還不僅限于此,在本文中未提及的問題還有浸析作用,金屬間化物,不潤濕,歪扭,無鉛焊接等.只有解決了這些問題,回流焊接作為一個重要的SMT裝配方法,才能在超細微間距的時代繼續成功地保留下去。
最后,本企業已通過IS09001:2015、IS014001:2015體系認證,產品已通過SGS環保檢測,并取得多項專利。
我們擁有經驗豐宮的專業團隊,為您提供完善的售前、售后服務,助您解決錫焊接問題。
審核編輯:湯梓紅
-
焊接
+關注
關注
38文章
3150瀏覽量
59844 -
smt
+關注
關注
40文章
2905瀏覽量
69347 -
焊錫膏
+關注
關注
1文章
82瀏覽量
11043
發布評論請先 登錄
相關推薦
錫膏印刷機印刷過程中有哪些不良及解決方法
PCBA焊接疑難解析:克服常見問題的有效策略
焊錫膏會過期嗎?
這些焊接方法在smt貼片加工中必須要掌握
激光錫膏和普通錫膏在焊接過程中有哪些區別?

SMT貼片加工中,焊錫膏、錫膏與助焊膏有什么區別?

影響激光焊錫膏的最佳工作溫度和時間的因素?
焊錫膏中的金屬元素有什么作用?

如何防止焊錫膏印刷缺陷的出現?

如何防止焊錫膏缺陷的出現?






 工商網監
工商網監
評論