") 新產(chǎn)品開發(fā)時關(guān)鍵螺栓擰緊工藝開發(fā)及驗證的過程
新產(chǎn)品開發(fā)時關(guān)鍵螺栓擰緊工藝開發(fā)及驗證的過程
摘要:介紹螺栓聯(lián)接力矩法、力矩+轉(zhuǎn)角法、屈服點法,各種擰緊工藝及優(yōu)缺點比較。目前各種擰緊工藝在發(fā) 動機裝配行業(yè)內(nèi),根據(jù)不同產(chǎn)品連接要求都有比較多的應(yīng)用,且采用電動擰緊工具都能很好地保證擰緊過程質(zhì) 量;探討新產(chǎn)品開發(fā)時關(guān)鍵螺栓擰緊工藝開發(fā)及驗證的過程。
螺紋聯(lián)接是機械零部件之間結(jié) 合的最常用方式之一,與鉚接、焊 接、粘接等連接方式相比,具有裝 配與維修的方便性,也是標準化程 度最高的機械零件。汽車發(fā)動機裝 配過程中大部分零件都是通過螺栓 聯(lián)接完成裝配的。
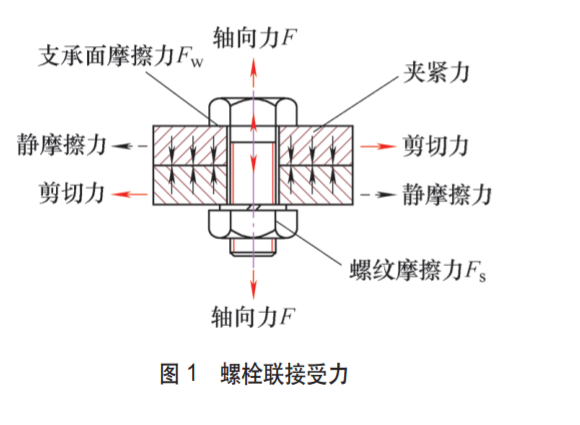
螺紋聯(lián)接的目的是讓兩被連接 體緊密貼合,并拉伸螺桿產(chǎn)生軸向 預(yù)應(yīng)力來夾緊兩個被連接件,以確 保被連接零件的可靠連接和正常工 作。如圖 1 所示,作用在兩個被連 接件上的夾緊力會在兩個零件接觸 面上產(chǎn)生靜摩擦力,來克服螺栓橫 向剪切力。
裝配擰緊的實質(zhì)是要將螺栓的 軸向預(yù)緊力控制在適當范圍。夾緊 力需適中:過小夾不緊,被連接件 容易松動;過大夾過緊,被連接件 容易損傷,同時也容易造成螺紋件 的損壞(如螺栓擰斷、脫扣、連接 件壓陷/破裂等)。
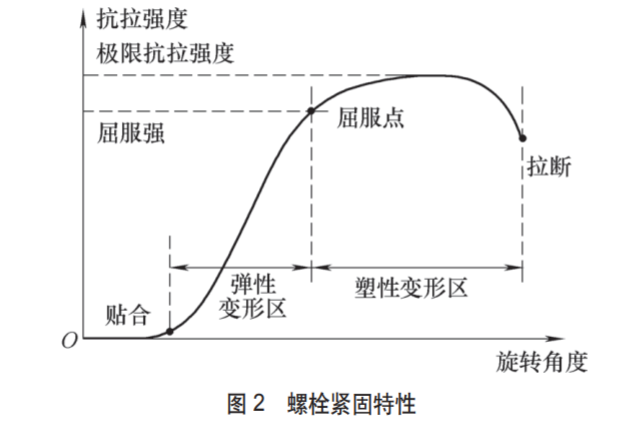
螺栓擰緊過程中拉伸力(即預(yù) 緊力)與轉(zhuǎn)角關(guān)系如圖2所示,分 為貼合、彈性變形、塑性變形三個 階段。在彈性變形區(qū)內(nèi)預(yù)緊力與轉(zhuǎn) 角呈線性關(guān)系,過螺栓屈服點后, 在塑性變形區(qū)隨著轉(zhuǎn)角增大預(yù)緊力 基本不變,直至螺栓被拉斷。由于在實際生產(chǎn)過程中螺紋聯(lián) 接的夾緊力不易測得,也就很難予 以直接控制,而扭矩的產(chǎn)生及測量 都很簡單,所以在實際生產(chǎn)過程中 都以扭矩為基礎(chǔ)對螺紋聯(lián)接進行擰 緊控制。電動擰緊工具內(nèi)置扭矩及 角度傳感器,在擰緊過程中可以動 態(tài)輸出扭矩及角度值,對擰緊過程 進行精確控制。
目前常用的擰緊工藝方法有力矩 法、力矩+轉(zhuǎn)角法、屈服點法三種。
扭矩控制法
力矩法是應(yīng)運最多同時也是最 簡單的,它是當擰緊扭矩達到某一 設(shè)定的控制值時,立即停止擰緊的 控制方法。它是基于當螺紋聯(lián)接 時,螺栓軸向預(yù)緊力F與擰緊時所 施加的擰緊扭矩T成正比的關(guān)系。
夾緊力與力矩關(guān)系計算公式如下:
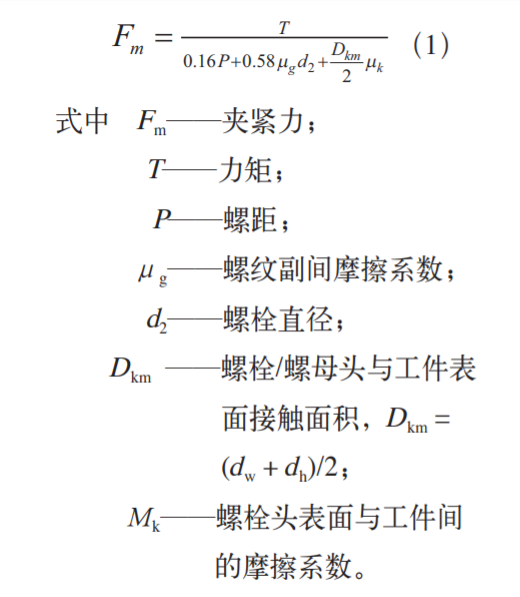
根據(jù)上式可以看出,雖然F m與 T呈線性關(guān)系,但同時受螺紋加工 精度、材質(zhì)、表面狀態(tài)(涂層)及 潤滑條件等的影響,在實際應(yīng)用中 扭矩控制法的最終夾緊力會出現(xiàn)比 較大的散差。如圖3所示,采用扭 矩法擰緊,可以獲得比較一致的最 終力矩,但是對應(yīng)夾緊力分布較散。
在實際應(yīng)用中,扭矩法采用經(jīng)驗設(shè)計法應(yīng)用于普通聯(lián)接位置;軸 向預(yù)緊力的最大值通常只能設(shè)計在 其屈服強度的70%以下,實際軸向 力小而分散,導(dǎo)致材料浪費,且可 靠性差。同時提高螺紋螺栓本身精 度、材料一致性、及表面處理/潤滑 一致性,可以提高扭矩控制法預(yù)緊 力的一致性。
扭矩+轉(zhuǎn)角控制法
扭矩+轉(zhuǎn)角控制法是先把螺栓 擰到一個初始扭矩(也叫門檻扭 矩)后,再從此點開始,擰一個規(guī) 定的轉(zhuǎn)角的控制方法。根據(jù)最終擰 緊所落在的區(qū)間,分為彈性區(qū)扭矩 +轉(zhuǎn)角控制法與塑性區(qū)扭矩+轉(zhuǎn)角控 制法兩種。
1)彈性區(qū)扭矩+轉(zhuǎn)角控制法是 基于一定轉(zhuǎn)角,使螺栓產(chǎn)生一定的 軸向伸長量及連接件被壓縮,其結(jié) 果產(chǎn)生一定的螺栓軸向預(yù)緊力的關(guān) 系。應(yīng)用這種方法擰緊時,門檻扭 矩的目的是把螺栓或螺母擰到緊密 接觸面上,并克服開始時的一些阻 力,如表面凹凸不平等因素。而螺 栓軸向預(yù)緊力主要是在后面的轉(zhuǎn)角 中獲得的。從圖3中可見,彈性區(qū) 扭矩+轉(zhuǎn)角控制法相比于擰緊控制 法,最終夾緊力分布更集中,有效 提高了螺栓軸向預(yù)緊力精度。
2)塑性區(qū)扭矩+轉(zhuǎn)角控制法 最終擰緊超過屈服點落在塑性變形 區(qū),其夾緊力主要取決于螺栓本身 的屈服強度,精度大大提升。
屈服點控制法
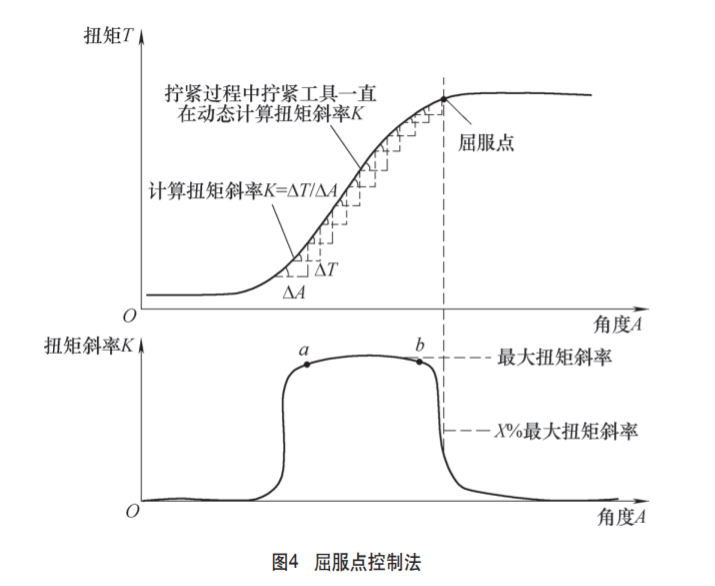
屈服點控制法是把螺栓擰緊至 屈服點后停止擰緊。它是利用材料 屈服后夾緊力基本保持不變的特性 的一種擰緊控制方法。通過對螺栓 擰緊的扭矩/轉(zhuǎn)角曲線斜率的連續(xù)計 算和判斷來確定屈服點。
螺栓在擰緊的過程中,其扭矩 -轉(zhuǎn)角的變化曲線如圖4所示。
螺栓貼合后,隨著螺栓轉(zhuǎn)角 增加,斜率上升很快,之后經(jīng)過 簡短的變緩后而保持恒定(a—b區(qū) 間)。過b點后,其斜率經(jīng)簡短的 緩慢下降后,又快速下降。當斜率 下降一定值時(一般取最大斜率的 50%),再轉(zhuǎn)過一個角度(如5°) 后, 停止擰緊。
整個擰緊過程中電動擰緊工具 一直在動態(tài)計算扭矩斜率,同時也 會對最終扭矩及角度進行監(jiān)控超出 設(shè)定范圍進行報警。屈服點控制 法的預(yù)緊力大小主要取決于螺栓的 屈服強度,因此能得到較大的預(yù)緊 力。螺栓利用率很高,預(yù)緊力的離 散度也很小,而且預(yù)緊力不受摩擦 系數(shù)變化的影響。
從圖3和圖4可見,屈服點控制 法及塑性區(qū)扭矩+轉(zhuǎn)角控制法擰緊 夾緊力保證精度最高。塑性區(qū)扭矩+ 轉(zhuǎn)角法相比于屈服點法,屈服點后 的角度因為不同螺栓聯(lián)接摩擦系數(shù) 等變化會有一定離散度, 所以實際 應(yīng)用中產(chǎn)品設(shè)計時會限定塑性區(qū)扭 矩+轉(zhuǎn)角控制的螺栓重復(fù)擰緊次數(shù) (一般≤2次)。
發(fā)動機關(guān)鍵螺栓聯(lián)接,如缸蓋 螺栓、連桿螺栓、主軸承蓋螺栓、 皮帶輪螺栓及飛輪螺栓等,受力情 況復(fù)雜,可靠性要求高,聯(lián)接的質(zhì) 量直接關(guān)系著發(fā)動機的動力性、安 全性和各聯(lián)接部位是否泄漏,所以 一般采用塑性區(qū)扭矩+轉(zhuǎn)角控制法 或屈服點控制法擰緊來保證夾緊力 控制精度。接下來對發(fā)動機新產(chǎn)品 開發(fā)過程中關(guān)鍵螺栓的擰緊工藝開 發(fā)及驗證方法進行探討。
螺栓產(chǎn)品設(shè)計
產(chǎn)品根據(jù)螺栓的極限工作載 荷,考慮一定的安全系數(shù),設(shè)計計 算出目標夾緊力,然后根據(jù)夾緊力 要求設(shè)計選定螺栓規(guī)格。
以一款發(fā)動機缸蓋螺栓產(chǎn)品設(shè) 計為例:目標夾緊力55±5kN,設(shè) 計采用M10×1.5mm螺紋,螺栓等 級10.9(1 055~1 185MPa),目標 擰緊過屈服點。接著在實驗室對該 缸蓋螺栓拉應(yīng)力及伸長量對應(yīng)曲線 進行標定。借助超聲波測量儀器來 測量螺栓拉伸前后的伸長量。
超聲波測量方法:
1)使機加螺栓兩端面平整。
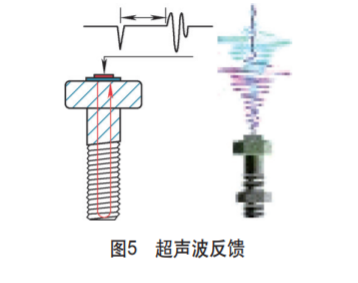
2)在螺栓頭部貼上一個感應(yīng)片。
3)一個高壓脈沖施加到感應(yīng) 片上產(chǎn)生超聲波,沿著螺栓傳播并 在螺栓尾部反射回來;超聲波返回 時產(chǎn)生一個反饋信號,如圖5所示。
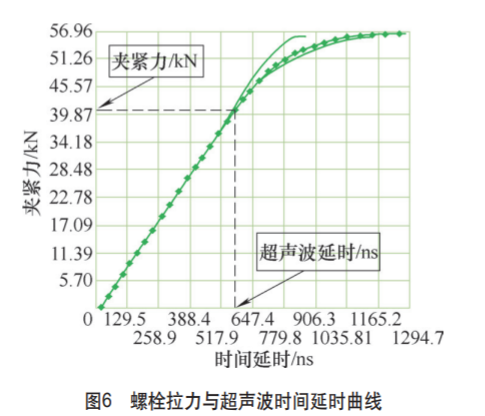
4)通過記錄施加拉應(yīng)力前后 的超聲波反饋信號,可以得出螺栓 由于伸長量對應(yīng)的超聲波時間延 時。通過對螺栓施加不同拉力,同 時測得施加拉力前后相應(yīng)的超聲波 時間延時,最后可以得到螺栓拉力 與超聲波時間延時對應(yīng)的曲線,完 成螺栓在實驗室里的標定,如圖6 所示。
根據(jù)圖6的對應(yīng)曲線,要達到 設(shè)計目標夾緊力55±5kN,需要擰 緊過螺栓屈服點到塑性變形區(qū)。根 據(jù)螺栓材料抗拉強度可計算出對應(yīng)伸長量以保證到塑性變形區(qū);最終 選用塑性變形區(qū)扭矩+ 轉(zhuǎn)角控制法 擰緊,擰緊工藝:30N·m+180°。
擰緊工藝驗證
在實驗室完成螺栓設(shè)計夾緊力 確認及擰緊工藝初步開發(fā)后,根據(jù) 新產(chǎn)品開發(fā)流程,需要在最終生產(chǎn) 線上進行擰緊工藝驗證。
對于發(fā)動機關(guān)鍵螺栓的擰緊, 目前普遍采用電動擰緊軸全軸同步 擰緊以保證擰緊精度。在新產(chǎn)品生 產(chǎn)線準備就緒時,會進行裝配試驗 來對發(fā)動機進行相關(guān)驗證,對關(guān)鍵 螺栓會用超聲波測試螺栓進行夾緊 力驗證。
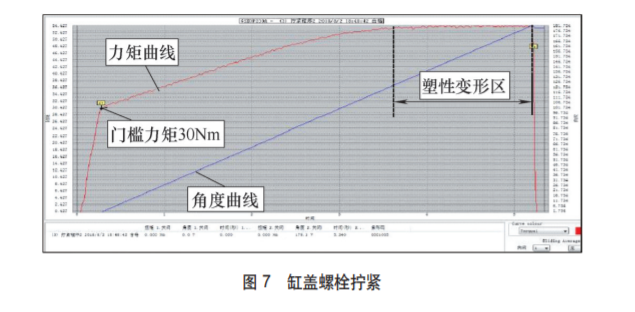
1)通過電動擰緊工具輸出的 力矩曲線可以看出螺栓已經(jīng)擰緊過 屈服點,如圖7所示。
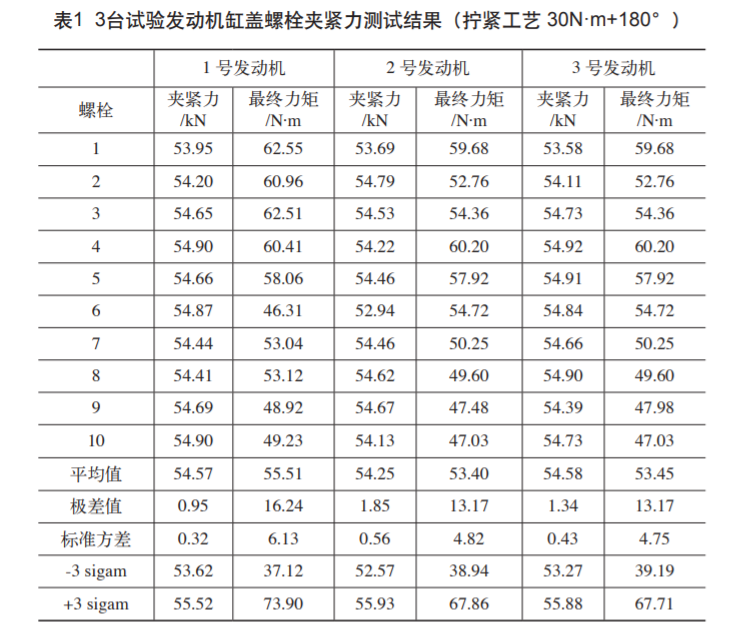
2 )用超聲波測量螺栓夾緊 力。按設(shè)定擰緊工藝擰緊缸蓋螺 栓,然后用超聲波設(shè)備測得擰緊后 各螺栓的預(yù)夾緊力。實際對3臺試 驗發(fā)動機的缸蓋螺栓進行了夾緊力 測量,表1是對應(yīng)的預(yù)緊力結(jié)果。
從表1統(tǒng)計結(jié)果來看,夾緊力 控制非常精確、穩(wěn)定,達到產(chǎn)品設(shè) 計目標。而力矩分布相對比較離 散,充分體現(xiàn)了塑性區(qū)力矩+轉(zhuǎn)角 控制法相對于力矩法控制的優(yōu)勢。
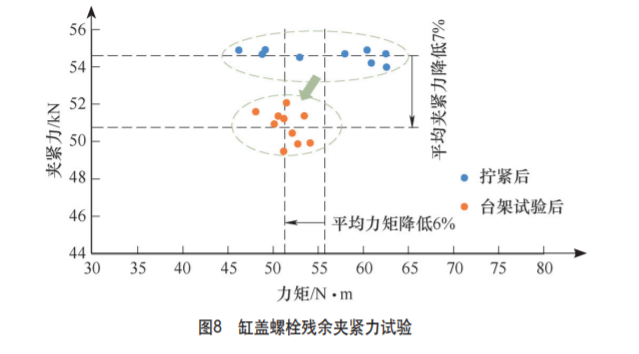
3)接著試驗發(fā)動機會送到臺 架實驗室進行發(fā)動機耐久性測試, 試驗結(jié)束后,會繼續(xù)用超聲波測 試設(shè)備測量發(fā)動機耐久性測試后螺栓的殘余夾緊力情況,模擬螺栓在 發(fā)動機整個生命周期內(nèi)的夾緊力情 況。
如圖8所示,發(fā)動機耐久試驗 后缸蓋螺栓的殘余夾緊力比剛擰緊 結(jié)束時降低約7%,殘余夾緊力滿足 產(chǎn)品設(shè)計目標。
結(jié)語
本文以一款發(fā)動機缸蓋螺栓 的塑性變形區(qū)力矩+轉(zhuǎn)角控制法為 例,闡述了產(chǎn)品目標夾緊力確認→ 螺栓設(shè)計選型→實驗室標定螺栓夾 緊力與超聲波時間延時曲線→擰緊 工藝設(shè)計→按擰緊工藝試制測量夾 緊力→發(fā)動機臺架試驗后測量殘余 夾緊力,整個過程的開發(fā)及驗證, 保證了該缸蓋螺栓應(yīng)用的質(zhì)量及可 靠性。
屈服點控制法應(yīng)用的整個擰緊 工藝設(shè)計及驗證過程是一樣的,只 是屈服點控制法因為屈服點后的目 標角度是一定的,所以采用屈服點 控制法的螺栓返松后螺栓的塑性變 形伸長量實際上是有一個目標范圍 的;所以對于屈服點控制法的螺栓 還可以通過測量擰緊前后螺栓的塑 性變形伸長量來驗證擰緊工藝控制 夾緊力的一致性。
螺紋聯(lián)接的本質(zhì)是要獲得可靠 穩(wěn)定的夾緊力,通過介紹力矩控制 法、力矩+轉(zhuǎn)角控制法、屈服點控 制法的原理,對比各擰緊工藝的優(yōu) 缺點。控制螺栓擰緊夾緊力精度從 高到低的排序為①屈服點 控制法 →②塑性變形區(qū)扭矩+轉(zhuǎn)角法→③ 彈性變形區(qū)扭矩+轉(zhuǎn)角法→④扭矩 控制法。在實際應(yīng)用中,結(jié)合螺栓 應(yīng)用本身的要求,選取對應(yīng)合適的 擰緊工藝。對于關(guān)鍵螺栓的應(yīng)用闡 述了新產(chǎn)品開發(fā)時,從產(chǎn)品設(shè)計 到擰緊工藝開發(fā)及驗證的整個過 程,以確保螺栓應(yīng)用的可靠性。
審核編輯 :李倩
-
發(fā)動機
+關(guān)注
關(guān)注
33文章
2481瀏覽量
69392 -
力矩
+關(guān)注
關(guān)注
0文章
29瀏覽量
9762 -
螺栓
+關(guān)注
關(guān)注
0文章
63瀏覽量
9512
原文標題:發(fā)動機關(guān)鍵螺栓擰緊工藝開發(fā)及驗證
文章出處:【微信號:線束專家,微信公眾號:線束專家】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關(guān)推薦
【「大話芯片制造」閱讀體驗】+ 芯片制造過程和生產(chǎn)工藝
盤古50K開發(fā)板
康謀分享 | AD/ADAS的性能概覽:在AD/ADAS的開發(fā)與驗證中“大海撈針”!

單片機芯片開發(fā)-單片機方案開發(fā)的關(guān)鍵技巧和流程步驟!
關(guān)于螺栓監(jiān)測系統(tǒng)的專業(yè)解讀
水電站關(guān)鍵螺栓在線監(jiān)測預(yù)警系統(tǒng)解決方案

BYO、FPGA開發(fā)板與商用,一文詳解各類原型驗證

fpga原型驗證流程
fpga驗證和測試的區(qū)別
有償求助本科畢業(yè)設(shè)計指導(dǎo)|引線鍵合|封裝工藝
確保擰緊質(zhì)量合格!機器視覺螺絲墊片檢測

虹科方案丨凍干機全面驗證和監(jiān)測解決方案
虹科方案丨濕熱滅菌工藝驗證解決方案,確保所有產(chǎn)品和容器達到無菌要求
智能語音產(chǎn)品開發(fā)前首先應(yīng)了解的基礎(chǔ)知識,看完即可上手
濕熱滅菌工藝驗證解決方案






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論