 數控等離子切割機的使用方法教程
數控等離子切割機的使用方法教程
數控等離子切割機的操作系統常用的三種,北京斯達特,北京就斯達峰,上海方菱,其操作方式和工作界面略有不同,但工作原理和工作方式都是一樣的。現在以方菱系統為例,來說明等離子切割機操作方法。
系統界面上主要功能的含義和作用。手動方式的操作,按上下左右鍵,來移動設備的前后左右工作,按PG來升降等離子槍頭,按X鍵和F鍵來修改設備移動的速度,按G鍵來改變等離子切割機的操作模式,等離子模式,火焰模式,和演示模式。調入圖形后,按綠色的Start鍵啟動,按紅色的Stop鍵暫停。

【F1】-【F8】:功能鍵,在不同界面下,有相應功能提示
【S↑/PgUp】:在代碼界面是向上翻頁鍵,在其它界面下是割炬上升鍵
【S↓/PgDn】:在代碼界面是向下翻頁鍵,在其它界面下是割炬下降鍵
【F+/HOME】:在代碼界面是跳到代碼行首鍵,在其它界面下是加速鍵
【F-/END】:在代碼界面是跳到代碼行尾鍵,在其它界面下是減速鍵
【1】-【9】:在系統運行過程中,按此鍵能使切割機速度快速調速到切割限速的百分比,例如按下【1】則速度調整為10%,按下【2】則速度調整為20%。
【G】、【X】、【Y】、【F】:為常用鍵,在操作提示框時使用。
在主界面下,按【F1】-【F8】分別對應以下功能:
【F1】:圖形管理,有48 種常用零件的圖形庫,大多都有片尺寸和孔尺寸兩種。
【F2】:文件管理,進入可選擇硬盤文件、優盤文件、查找、編輯、刪除、文件導入
導出等操作。
【F3】:部件選項,對加工零件進行鏡像、旋轉、鋼板校正、排列、選行選號、代碼
編輯等。
【F4】:參數設置,所有參數可在此設置。
【F5】:系統診斷,輸入輸出診斷、鍵盤診斷、系統自檢、日期時間設置、系統自定義等。
【F6】:放大圖形,全屏放大圖形。
【F7】:手動移車,手動移車機床,此界面可進行斷電、斷點恢復操作。
【F8】:坐標清零,在機床開始切割前或切割完成后,可對坐標清零。
【X】:設置切割速度。
【Y】:設置手動移車速度。
【F】:設置手動移車方式,可點動、連動和定長。
【G】:設置定長移車時的移動距離。說明:按下G修改定長距離后,手動移車方式自動切換為定長方式。
【N】:在切割運行開始前或切割結束后,可以設置割縫大小。
【M】:改變切割模式,可以有演示模式、氧燃氣切割和等離子切割三種模式。
【START】:開始啟動切割。
【Space】:進入切割界面
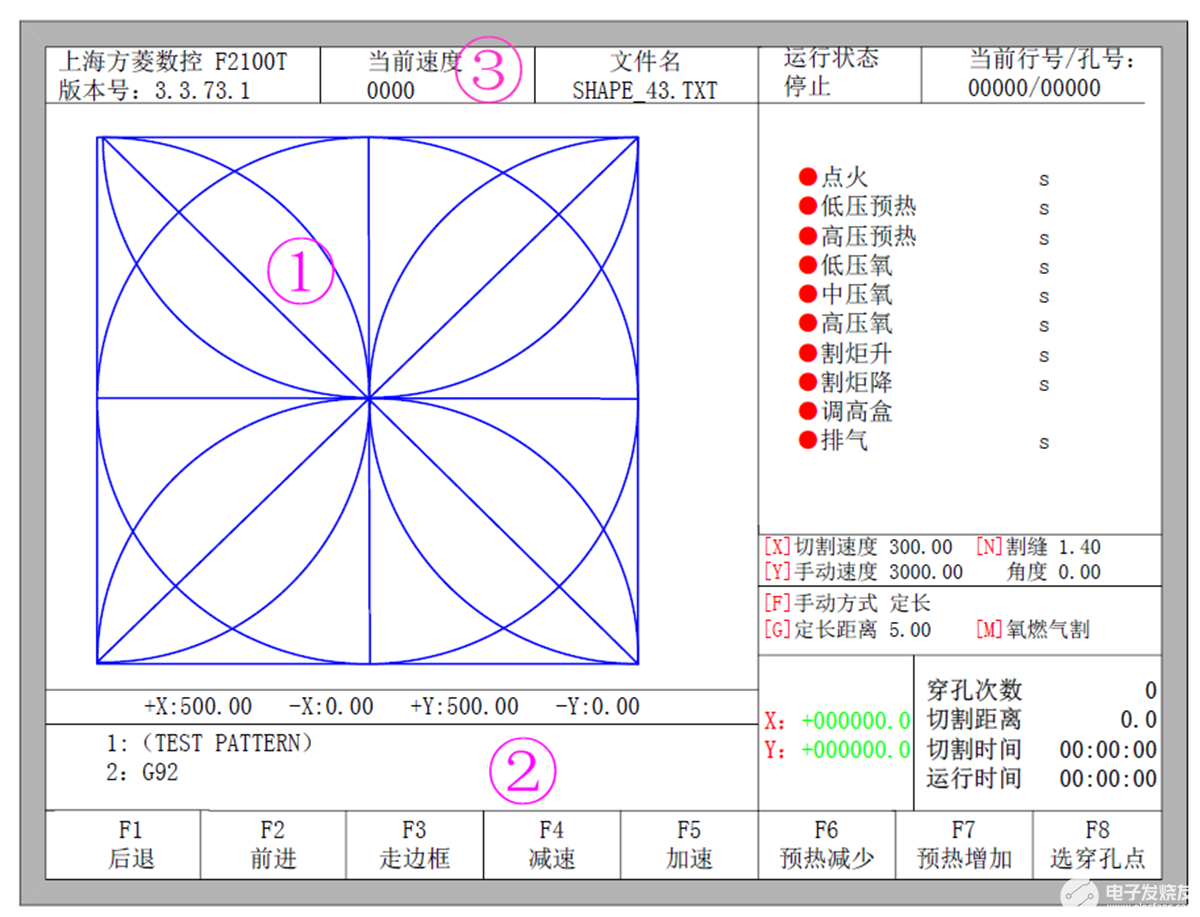
① 顯示當前加工工件的實際切割軌跡,包含了割縫值。
② 顯示當前正在加工的G 代碼,顯示當前行和下一行,切割運行過程中不顯
示,暫停后才有顯示。
③ 顯示當前加工的速度,該速度在加工過程中,可通過按鍵盤的數字鍵【1】-
【9】實現快速調速。例如按下數字【3】,則速度自動調整到30%;按下數
字【8】則速度自動調整到80%。另外,也可以通過按F4 或END 進行減速,
按F5 或HOME 進行加速。
X 表示的是當前割炬所處的工件絕對X 坐標。
Y 表示的是當前割炬所處的工件絕對Y 坐標。
? 按【X】:修改當前切割速度。
? 按【Y】:修改當前手動移車速度。
? 按【F】:改變當前手動方式。
? 按【G】:修改當前定長移動時的定長距離。
12
? 按【N】或【Z】:在開始切割前或切割結束后,按N或Z可設置割縫值。
? START鍵(F9鍵):啟動切割。
? STOP鍵(F10鍵):停車,可以暫停系統中正在進行的一切動作。
? F1后退:割炬沿軌跡原路返回(此時I/O口關閉),后退時遇到穿孔點會暫停。
? F2前進:割炬沿切割軌跡前進(此時I/O口關閉)。
? F3走邊框或F3 回參:剛調入加工文件,沒開始運行前,此處為走邊框功能,機床會沿著工件的外輪廓行走割炬。運行后,此處為回參功能,機床會返回到工件零坐標處。
? F4減速:減小切割速度,每按一下速度減少3%。手動移車時減小手動移車速度。
? F5加速:增加切割速度,每按一下速度增加3%。手動移車時增加手動移車速度。
? F6預熱減少:減少預熱時間,跳過剩余的預熱時間,并且系統自動記憶預熱時間。
? F7預熱增加:增加預熱時間,每次增加15秒
? F8選穿孔點:系統暫停時為選穿孔點,運行啟動后為動態放大。
? 上、下、左、右4個方向鍵:透槍時按手動方式移動割炬。
審核編輯 黃昊宇
-
等離子切割機
+關注
關注
3文章
29瀏覽量
9616
發布評論請先 登錄
相關推薦
CAN轉Profinet網關模塊連接激光切割機的配置方法

激光切割機參數設置中焦點位置是什么?
激光切割機床的基本操作步驟
激光切割機參數設置中焦點位置是什么
激光切割機3000w能割多厚啊

金屬激光切割機的功率選擇多少比較好?
6000W激光切割機能夠切割的具體厚度由什么來確定

激光切割機型號參數
金屬激光切割機在廚具生產行業的應用有哪些
管材激光切割機在加工不同材料時有哪些差異?
數控精密激光切割機可用于切割哪些材料以及厚度






 工商網監
工商網監
評論