 PCB烘干除潮的方法
PCB烘干除潮的方法
一站式PCBA智造廠家今天為大家講講PCBA加工前PCB如何烘干除潮,PCB烘干除潮的方法。
PCB烘干除潮的方法
PCB裸板經150℃烘板排潮后,能否立即從烘箱中取出呢?不行!必須采用緩慢降溫,待溫度降至60℃以下后,方可取出!這是因為,PCB經過高溫烘烤,特別是烘烤溫度接近或超過基材的玻璃態轉化溫度(Tg)后,基材中的樹脂處高度柔軟的彈性狀態,此時,如果采用急速冷卻,板面有、無銅箔電路(或板芯內層電路)的環氧玻璃布絕緣基材之間,經歷的降溫速度就會產生較大的差異。這種降溫速度差,會使烘烤過程中已經軟化了的樹脂,在有和無銅箔部位的冷卻硬化速度不一致,從而形成局部應力。取板操作時烘箱溫度與室溫之間的溫差越大,降溫速度差異導致的這種應力也會越大,板面翹曲的后果也越嚴重!
曾經有個公司,因生產部門對存放超期的PCB板用150℃的溫度條件作了焊前排潮烘板處理后,部分板子發生翹曲。在分析原因時,與入廠檢驗發生了意見分歧。我建議他們調取庫存同種板型、板厚、相似尺寸及存貯條件和時間的板子,再次用150℃的溫度條件作了焊前排潮烘板處理,然后立即從烘箱中取出放置于室溫約27℃左右的平臺上。待板子完全冷卻后,板子翹曲的故障得以復現。
PCB的排潮需要釆用階梯式緩慢升溫(梯度升溫),而不是急速升溫。這不僅僅是為了順應環氧樹脂對水分子的釋放特性,更重要的是為了避免急速升溫造成PCB翹曲。同樣,經過烘板排潮完畢以后,板子的降溫也必須釆用緩慢降溫(斜度降溫)的方式,以避免“急冷”在PCB基材內部形成局部應力,從而導致板子翹曲。
僅就排除潮氣而言,我們不主張把烘板的溫度提升到基板的玻璃態轉化溫度(Tg)或125℃以上,除非需要在排潮烘板的過程中,同時去除板子內的殘余應力。
通常,去應力烘板必須將溫度提升到基板(例如環氧玻璃布層壓板)的Tg溫度再加20℃以上的范圍內,并嚴格執行梯度升溫(有恒溫平臺)和斜度(℃/min)降溫(不需要設置恒溫平臺)的操作規范。如果板子有輕度翹曲需要在去應力烘板過程中加以校平,還必須對板子作平放加壓,或使用夾持工裝壓緊。顯然,“去應力”烘板,也同時就完成了“排潮”烘板。
通常,我們把Tg≤130℃的印制板基材稱作低Tg板;把Tg=150℃±20℃的印制板基材稱作中Tg板;把Tg≥170℃的印制板基材稱作高Tg板。
無論何種類型Tg值的印制板,在其Tg溫度以下,由于基材環氧樹脂始終保持著堅硬的剛性狀態,因而冷卻時形成局部內生應力的幾率很低,其板子發生翹曲的幾率也就很低。
關于PCBA加工前PCB如何烘干除潮,PCB烘干除潮的方法的知識點,想要了解更多的,可關注領卓PCBA,如有需要了解更多PCB打樣、SMT貼片、PCBA加工的相關技術知識,歡迎留言獲取!
審核編輯黃昊宇
-
PCB
+關注
關注
1文章
1814瀏覽量
13204
發布評論請先 登錄
相關推薦
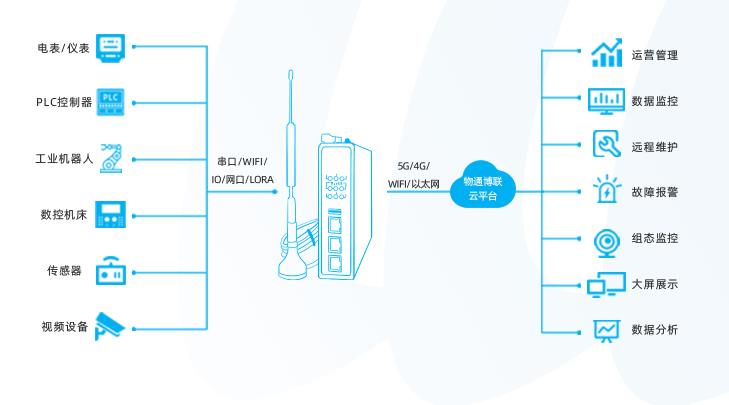
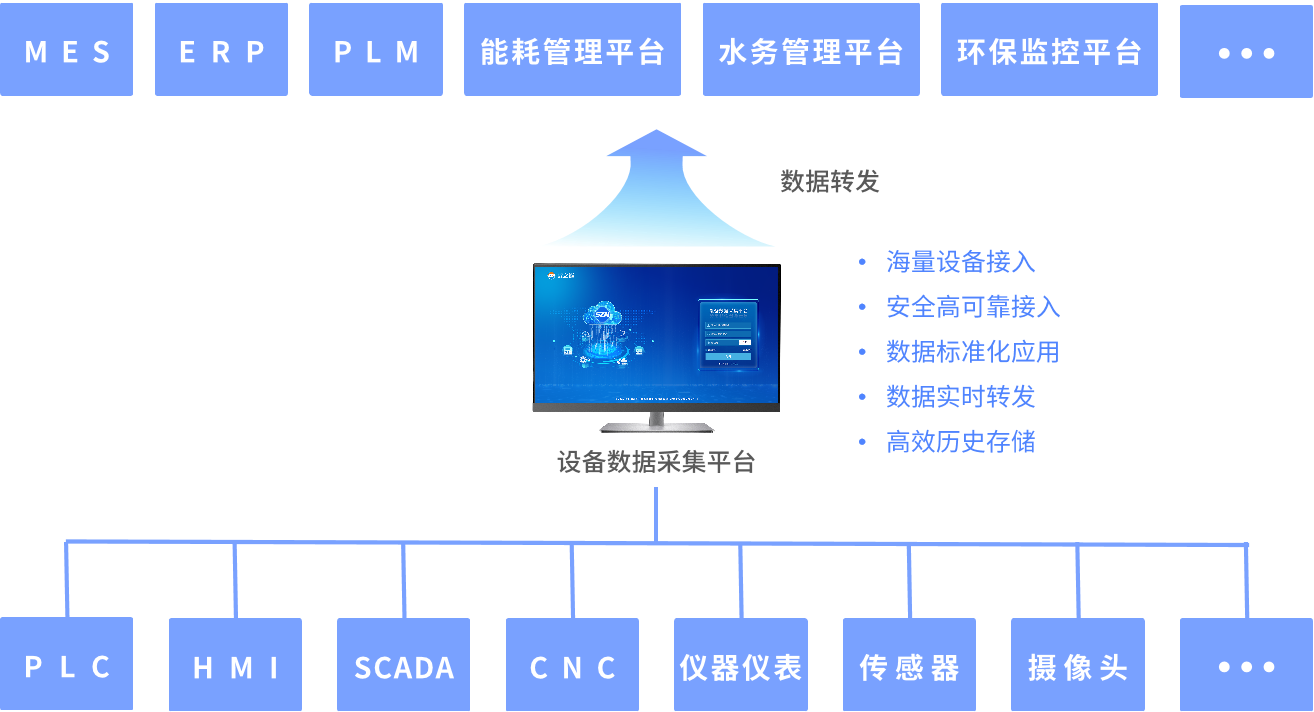
食品烘干機數據采集物聯網解決方案
PCB化學鎳鈀金、沉金和鍍金的區別
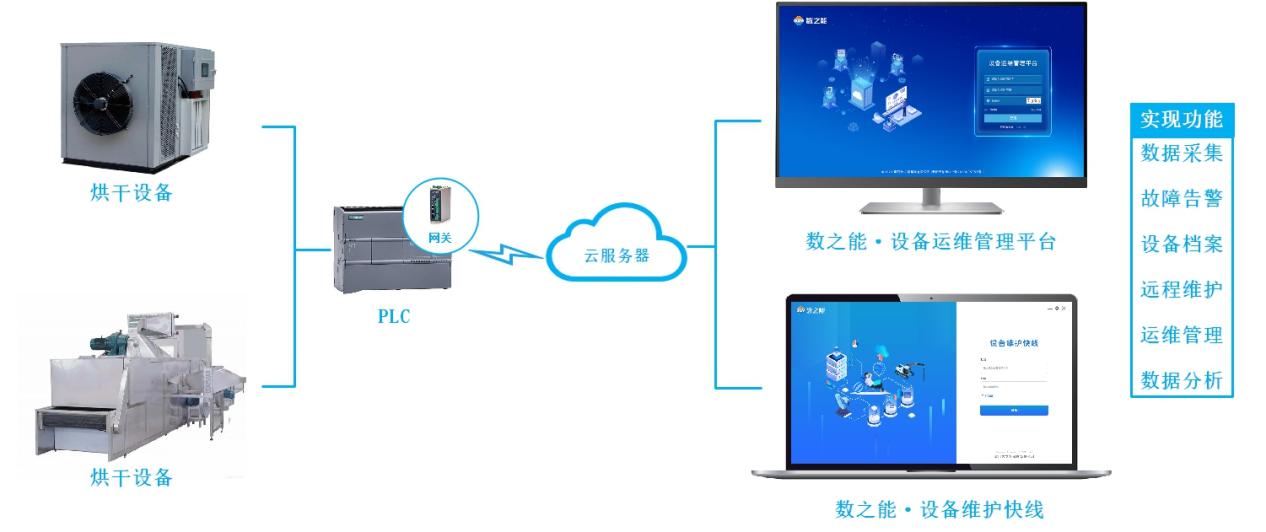
烘干設備智慧運維物聯網解決方案
PCB抄板如何正確拆卸?這些方法必看
翻板工業烘干機遠程監控運維管理系統
寵物烘干機需不需要做CCC認證?需要準備哪些材料?

烘干機遠程監控運維管理系統解決方案
UV固化烘箱VS傳統烘干方式:誰更勝一籌?

pcb熱阻的測量方法有哪些
谷物烘干機PLC遠程監控運維系統解決方案
如何選擇pcb表面處理方法






 工商網監
工商網監
評論