 引線鍵合點剪切試驗的目的及過程分析
引線鍵合點剪切試驗的目的及過程分析
引線鍵合點剪切試驗
目的
本試驗提供了確定芯片鍵合面上的金絲球鍵合點的鍵合強度測定方法,可在元器件封裝前或封裝后進行測定。
鍵合強度的測量在確定如下兩種特性時非常重要:
a) 成形的金屬鍵合的完整性;
b) 在芯片或封裝鍵合面的金絲質量。
本試驗方法涵蓋直徑(18μm~76μm)引線的球形鍵合點,該類鍵合用于集成電路和混合微電子組件中。
本試驗方法僅適用于當球形鍵合點的球高度(至少為10 μm)和直徑足夠大,且相鄰結構間的距離足夠遠的情況,以使剪切試驗推刀能夠有合適的放置空間(在鍵合焊盤之上及相鄰的鍵合點之間)。
引線鍵合點剪切試驗是破壞性的,它可用于工藝開發、工藝控制和質量保證。
術語和定義
球形鍵合
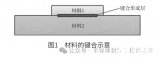
鍵合絲(通常為金絲)到芯片金屬化層(通常為鋁合金焊接面)的鍵合或熔焊焊接,采用熱熔超聲引線鍵合工藝。球形鍵合點包括擴大的球或釘頭、引線的一部分(由熱壓和熱熔超聲工藝中的加熱和初始熔焊操作所造成的)、底層鍵合焊盤和球形鍵合的鍵合焊盤的金屬互化物熔焊界面。
鍵合
在鍵合面或封裝面金屬化區,對引線進行球形鍵合。
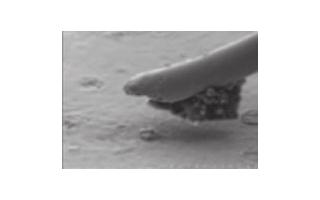
鍵合點剪切
利用推刀去剪切一個球形鍵合點,使其與鍵合焊盤分離的過程。分離時所需要的力稱作鍵合剪切力,并應記錄下來。金絲球鍵合的鍵合剪切力,與金絲球鍵合點的直徑相關,是金絲球鍵合點和鍵合面金屬化層之間金屬鍵合的一個質量指標。
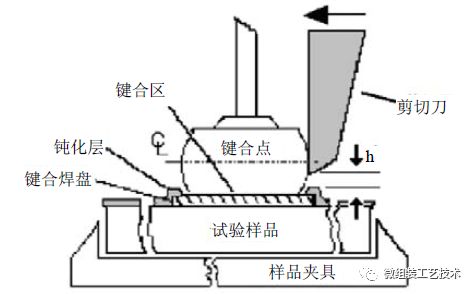
鍵合剪切裝置
球形鍵合的鍵合點剪切分離模式
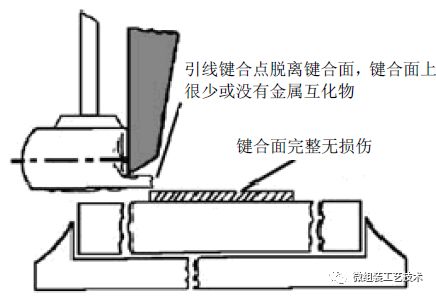
模式1-鍵合點脫離
整個引線鍵合點與鍵合面分離,鍵合面上幾乎沒有金屬化成形物或熔焊的跡象,或者鍵合面金屬化區未被破壞。
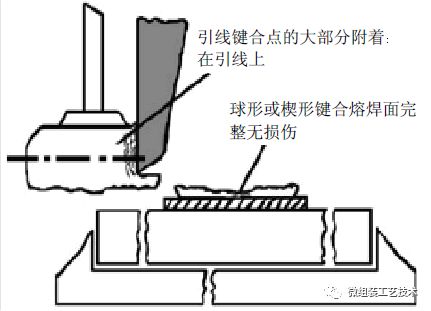
模式2-鍵合點切斷
分為以下三種情況,在鍵合面上留下一層很薄的屬于引線鍵合點的鍵合面金屬化物和相應痕跡,或在鍵合面上留下金屬間化合物,且與引線鍵合點連在一起,或引線鍵合點的主體部分留在鍵合面上。
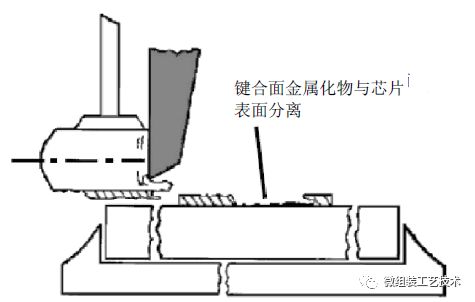
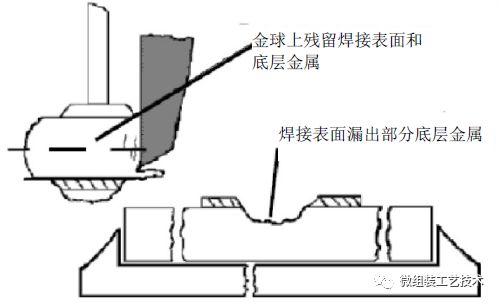
模式3-鍵合焊盤(鍵合面)起離
焊接面金屬化區與底層的基底或基體材料之間的分離,有鍵合面金屬化物附著到球形鍵合點的殘留現象。
模式4-凹坑
指在芯片焊盤金屬化區下方,絕緣層(氧化物或層間介質)與基體材料(硅)的分離或脫落。在絕緣層中呈現出凹坑或凹陷(不深入基體)的分離面不應認為是凹坑。應注意,一些因素可能會產生凹坑,如引線鍵合操作、后鍵合工藝甚至剪切試驗本身的作用等。在剪切試驗之前存在的凹坑是不可接受的。
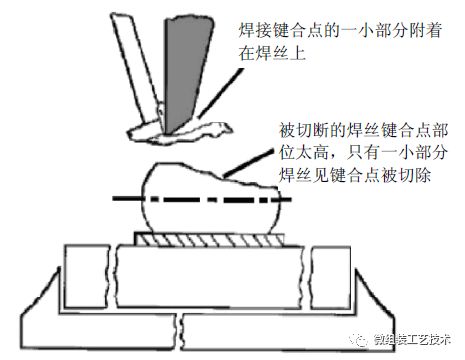
無效模式-跳剪
剪切刀只切掉了球形或楔形鍵合點最上面的部分。此狀況可能是由于樣品的位置不正確、剪切高度太高或儀器故障所造成的。此種鍵合點剪切類型是不允許的,應將這些剪切數據刪除。
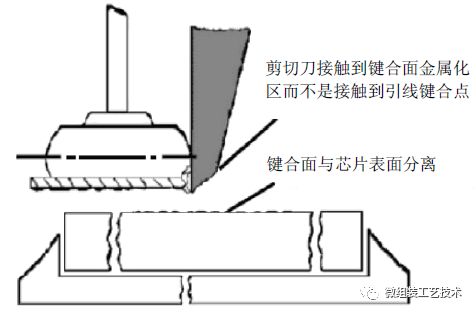
無效模式-剪切刀接觸到鍵合面
剪切刀接觸到鍵合面而產生無效的剪切值。此狀況可能是由于樣品的位置不正確,剪切高度太低或儀器故障造成的。此種鍵合點剪切類型是不允許的,應將這些剪切數據刪除。
剪切工具
碳化鎢硬質合金或等效的工具,其底面和背面具有特定角度的鑿形,以確保進行剪切操作。
材料與設備
鍵合點剪切所需要的設備和材料如下:
檢查設備
可提供至少為70倍放大的光學顯微鏡系統,掃描電鏡(必要時)。
測量設備
光學顯微鏡/測量系統測量誤差在2.54μm之內。
夾具
夾具用于保持被試件在試驗中與剪切面平行,與剪切刀垂直。同時,夾具可使得被試件在鍵合剪切試驗中不發生移動。如果采用了控制夾具的卡規,則夾具的位置應使剪切運動的方向正對著卡規的阻擋方向,不會影響鍵合剪切試驗。
鍵合剪切設備
鍵合剪切設備必須能保證剪切刀的精確位置,在基體之上的誤差在±2.54μm之內。高于鍵合面最高部位的規定距離(h)應保證剪切刀不接觸到芯片表面,但應小于從鍵合面的最高部位至球形鍵合點的中心線(CL)之間的距離。
鍵合剪切刀具
剪切刀所需的參數包括但不限于:平板剪切面,鋒利的切邊,剪切寬度至少為鍵合直徑或鍵合長度的1.2倍。剪切刀應設計成能防止試驗時的刮削和打滑,并且應干凈,不能有影響剪切試驗的缺口和其它缺陷。
程序
校準
在進行鍵合剪切試驗前,必須保證設備已經按照承制方規范進行了校準。若設備被移位,需要重新進行校準。
開封后被試鍵合點的目檢
如果對采用濕式化學和(或)干法蝕刻技術開封后的器件進行鍵合剪切試驗,則應對鍵合焊盤進行檢查,以保證鍵合表面的金屬化物未因化學蝕刻而缺失,且引線鍵合點附著在鍵合面上。在鍵合焊盤上,有顯著化學腐蝕或無金屬化區的球形鍵合點,不應進行剪切試驗。鍵合面未受到化學腐蝕而退化的引線鍵合點也可能由于其它原因(如封裝應力)而不能附著到鍵合面上,這些引線鍵合點數據認為是有效的,并應作為0克力值包括在剪切數據中。還必須對各鍵合點進行檢查,以確定相鄰的相互有影響的結構件之間是否有足夠的距離以保證剪切刀具有合適的位置和間隙(在鍵合面之上并在相鄰的鍵合點之間)。
樣品數
樣品數應采用相關標準或文件中規定的最小值。
球形鍵合直徑測量(用以確定球形鍵合點剪切試驗的失效判據)
檢查完各鍵合面后,在進行鍵合剪切試驗之前,應對所有被試的球形鍵合點的直徑進行測量和記錄。對于不對稱的鍵合點,用最大直徑值(d最大)和最小直徑值(d最小)確定平均值。這些球形鍵合點直徑的測量值用于確定其直徑的中間值或平均值。然后采用得到的球形鍵合點直徑的中間值或平均值,建立失效判據。若過程監測數據已經建立了球形鍵合標稱直徑,則該值也可用于確定失效判據。
鍵合點剪切試驗
在開始進行試驗前,鍵合點剪切設備必須通過所有的自診斷測試。鍵合點剪切設備和試驗區應無過大的振動或移動。檢查剪切刀具以核實其處于良好狀態并且未被折彎或損壞,并且處于抬起的位置。
a)調整夾具使之與被試件匹配,將被試件固定在夾具上。確保芯片表面與剪切刀的剪切面平行。在剪切操作中,剪切刀不得接觸芯片表面或臨近結構件,否則會給出過大的鍵合讀數。
b)放置被試件,使剪切刀靠近被試的鍵合點,然后使剪切刀下降或被試件升高,并使剪切刀接近被剪切鍵合點的鍵合面但不能接觸該面。
c)調整被試的球形鍵合點位置,使剪切運動與鍵合面側面垂直。調整剪切刀,使其距離被剪切鍵合點大約一個球直徑(對于球形鍵合),然后剪切鍵合點。
已剪切的鍵合點檢查
所有鍵合應按計劃或規定的順序進行剪切,接下來的目檢可確定哪個剪切值將被刪除(由于不正確的剪切)。
采用放大倍數至少70倍的放大鏡檢查鍵合點,以確定剪切工具是否從鍵合點移過(無效模式—跳剪),或剪切工具切碎了芯片鍵合表面(無效模式—剪切刀接觸到鍵合面)。這兩種不正確剪切狀態得到的讀數應被刪除。
如果剪切的鍵合點中出現凹坑狀態,則應進行進一步研究,以確定這些碎裂和(或)凹坑是由于鍵合工藝造成的,還是由于剪切試驗造成的。在剪切試驗前所形成的凹坑是不可接受的。由剪切試驗所形成的凹坑應認為是允許的,并包括在剪切數據中。
鍵合剪切數據
對每個剪切過的鍵合點都應保存其數據。應能通過數據識別出鍵合點(位置、鍵合直徑、引線材料、鍵合方法及被鍵合的材料),剪切強度和剪切類別代號。
分離模式
對每個被剪切過的鍵合點,都應記錄規定的類別代號。
審核編輯:郭婷
-
芯片
+關注
關注
455文章
50816瀏覽量
423626 -
封裝
+關注
關注
126文章
7901瀏覽量
142959
原文標題:Wire Bond——引線鍵合點剪切試驗
文章出處:【微信號:半導體封裝工程師之家,微信公眾號:半導體封裝工程師之家】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
帶你一文了解什么是引線鍵合(WireBonding)技術?

鋁帶鍵合點根部損傷研究

半導體制造的鍵合線檢測解決方案

引線鍵合技術:微電子封裝的隱形力量,你了解多少?

引線拉力測試儀,引線鍵合測試背后的原理和要求

化學鍍鎳鈀金電路板金絲鍵合可靠性分析

有償求助本科畢業設計指導|引線鍵合|封裝工藝
引線鍵合在溫度循環下的鍵合強度衰減研究





 工商網監
工商網監
評論