") 淺談線性公差分析
淺談線性公差分析
公差分析是指在滿足產(chǎn)品功能、性能、外觀和可裝配性等要求的前提下,合理地定義和分配零件和產(chǎn)品的公差,優(yōu)化產(chǎn)品設計,從而以最小的成本和最高的質(zhì)量制造產(chǎn)品。公差分析是面向制造和裝配的產(chǎn)品設計中非常重要的一個環(huán)節(jié),對于降低產(chǎn)品成本、提高產(chǎn)品質(zhì)量具有重大影響。
01公差分析具體的步驟:
1) 定義公差分析的目標尺寸和判斷標準。
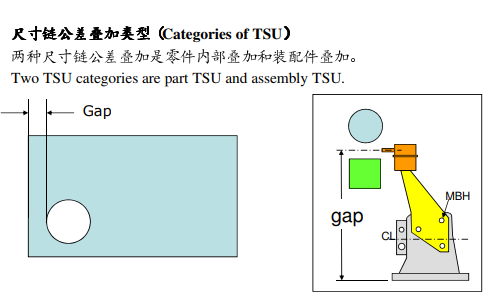
2) 定義尺寸鏈。
3) 判斷尺寸的正負。
4) 將非雙向?qū)ΨQ公差轉(zhuǎn)化為雙向?qū)ΨQ公差。
5) 公差分析的計算。
6) 判斷和優(yōu)化。
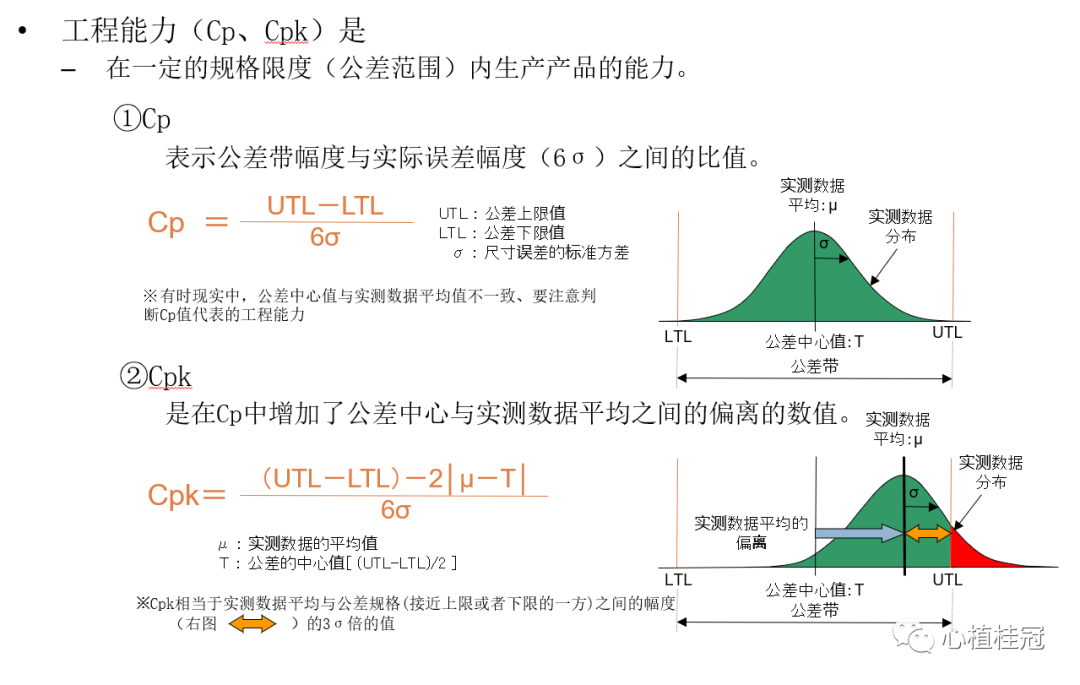
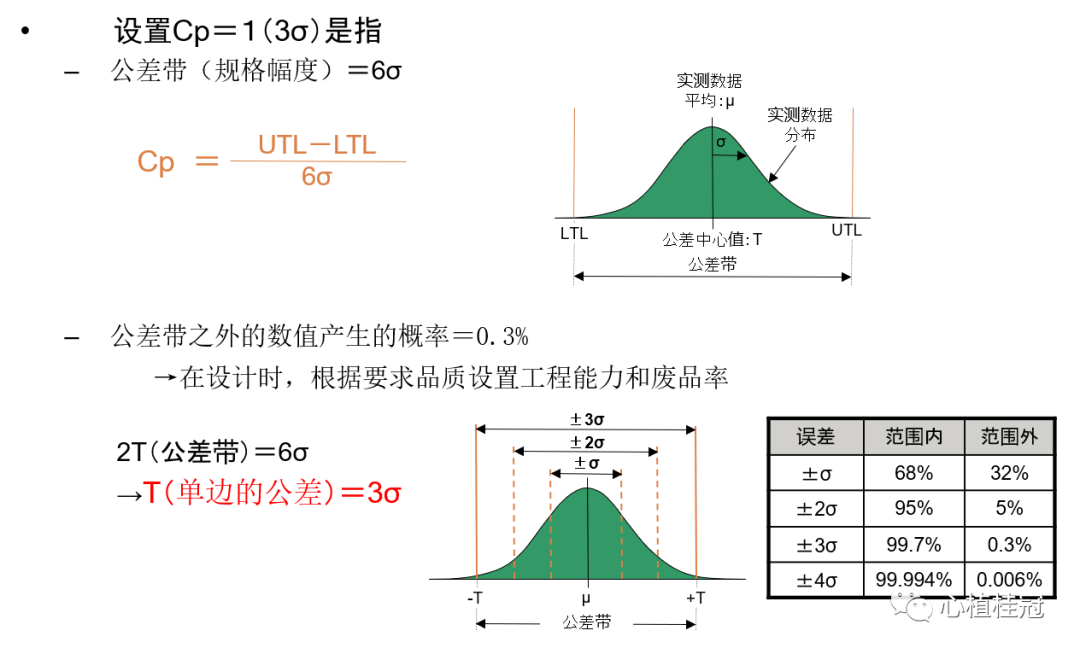
02公差分析基礎(chǔ)知識:
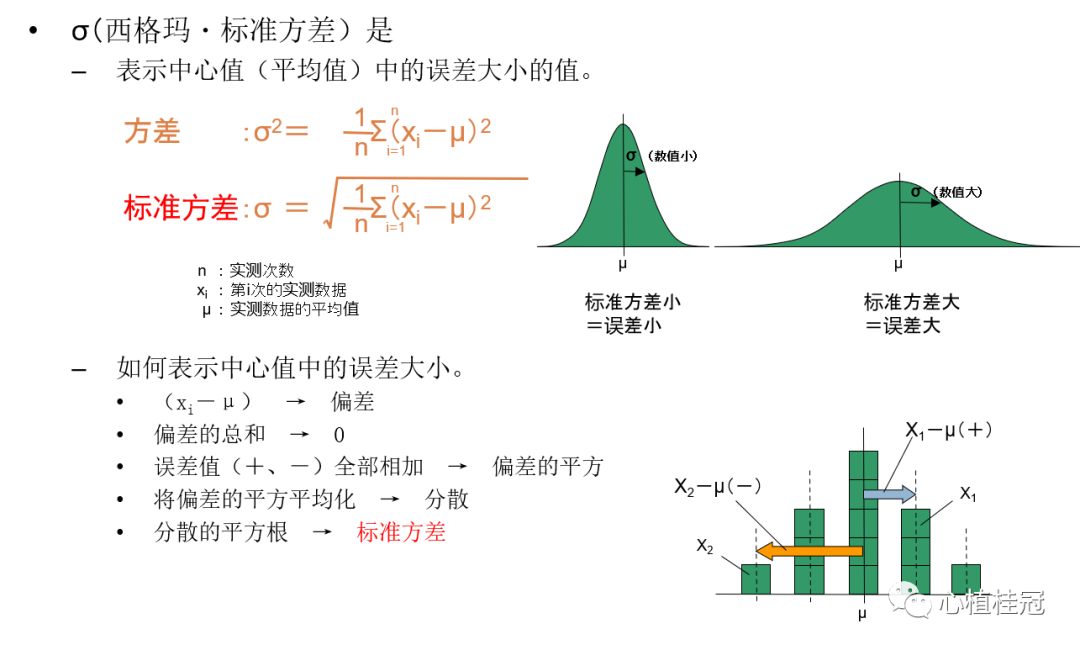
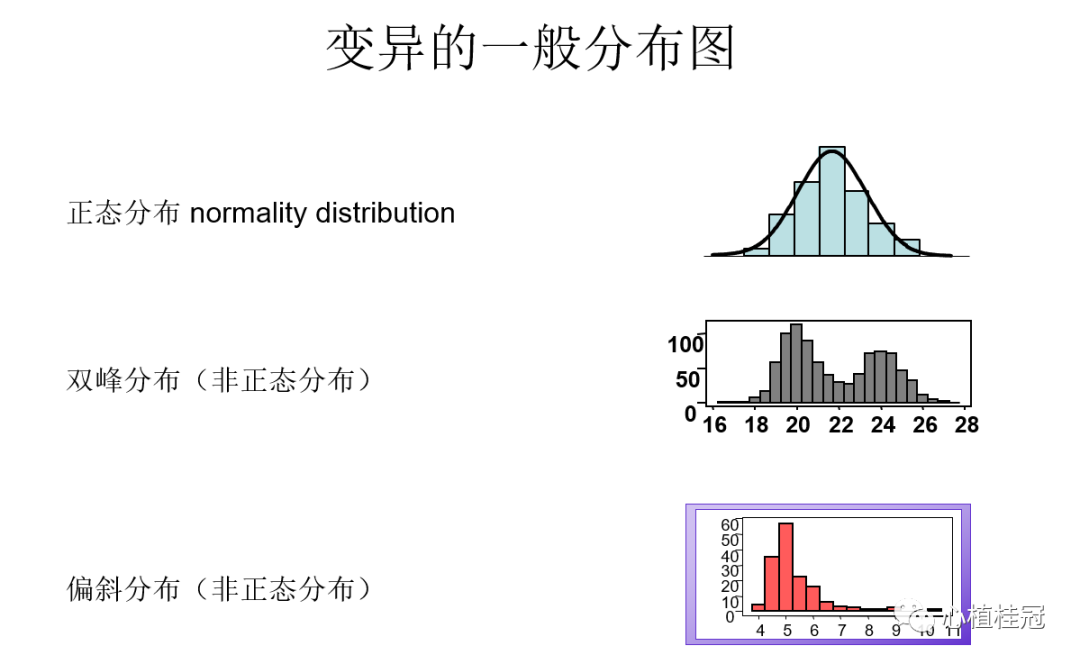
03公差變異分布規(guī)律:
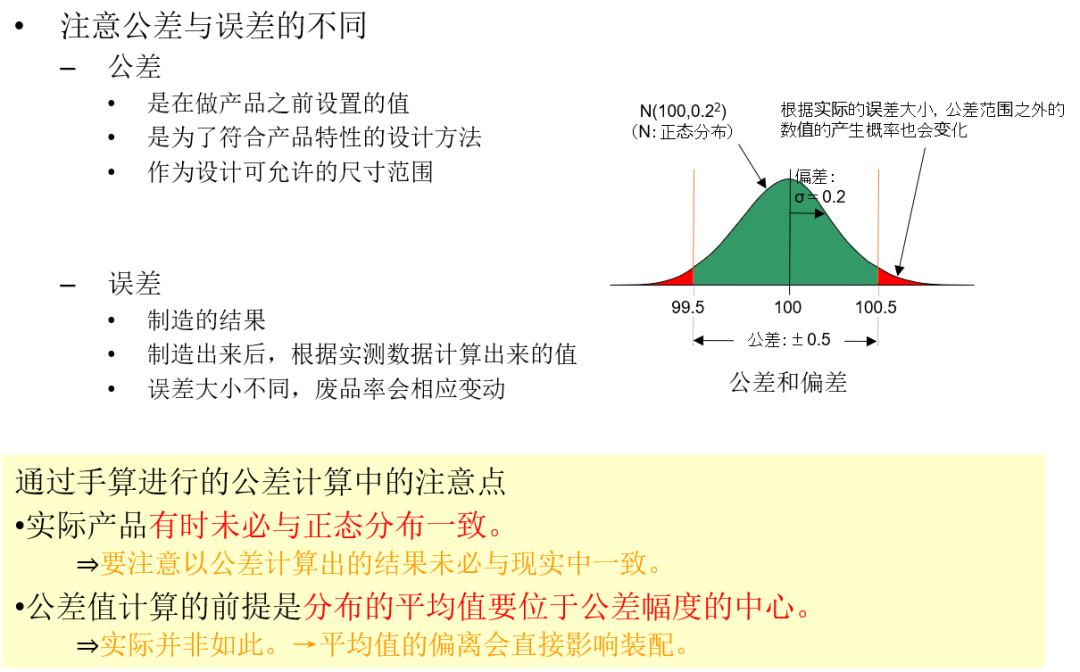
公差的設定就是為了規(guī)范產(chǎn)品在設計和生產(chǎn)過程中理論值發(fā)生的變異,一般變異有(如下圖)三種規(guī)律,我們的尺寸公差分析都是默認正態(tài)分布來分析的。
04公差分析的種類
常用的公差分析的計算模型有四種,一是極值法,二是均方根法,三是六西格瑪法,四是蒙特卡洛方法。
1)極值法
極值法是考慮零件尺寸最不利的情況,通過尺寸鏈中尺寸的最大值或最小值來計算目標尺寸的值。
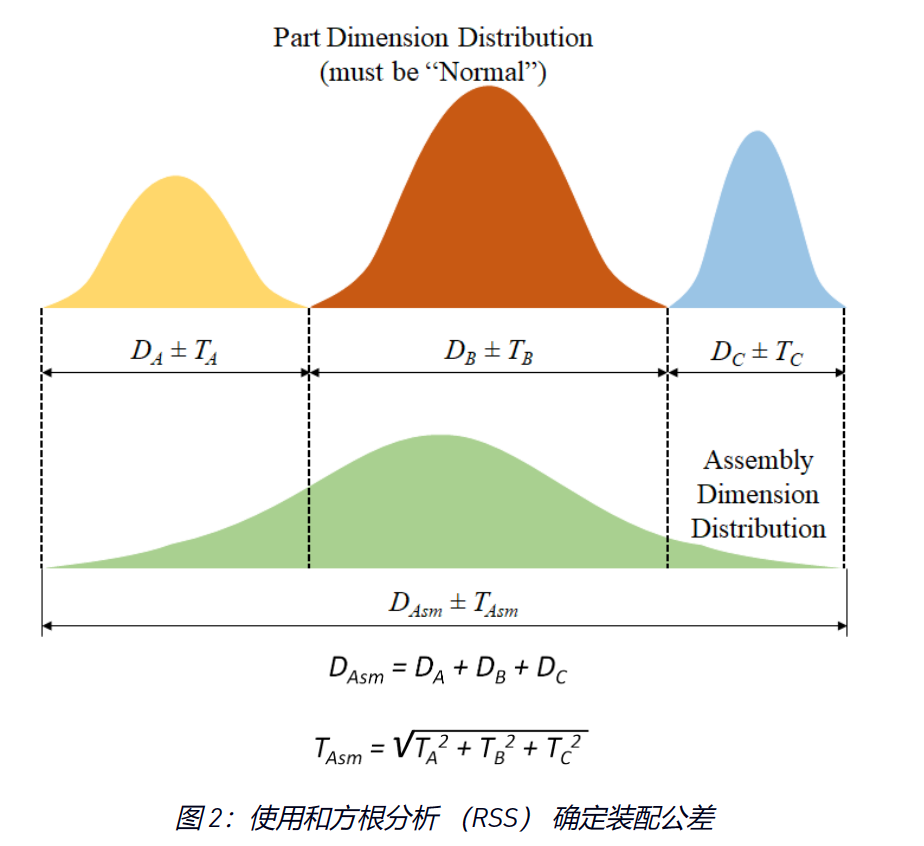
2)均方根法
均方根法是統(tǒng)計分析法的一種,顧名思義,均方根法是把尺寸鏈中的各個尺寸公差的平方之和再開根即得到目標尺寸的公差。
3)6σ公差分析法
6σ公差分析法是統(tǒng)計公差法的一種,是將尺寸鏈內(nèi)尺寸的不同制程能力考慮在內(nèi),通過優(yōu)化尺寸鏈公差參數(shù)達到目標尺寸為6σ的方法。 4)蒙特卡洛 蒙特卡羅分析是一種更通用、更強大的統(tǒng)計方法。它不限于正態(tài)分布,我們可以截斷分布的尾部以考慮超出公差部分的拒絕。每個零件尺寸都被視為一個隨機變量,就像在 RSS 中所做的那樣。
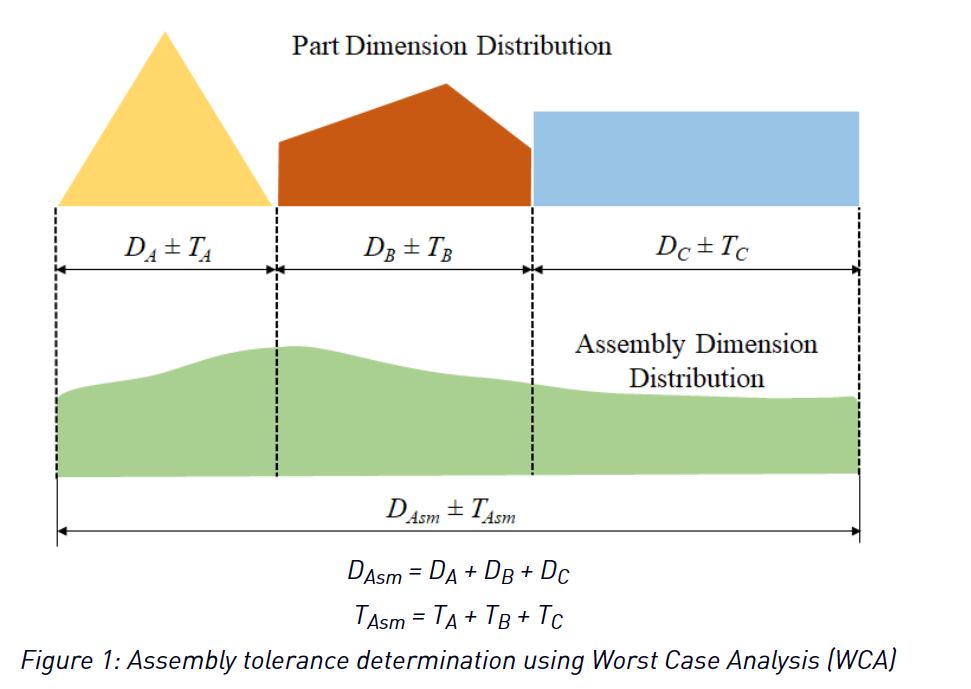
#1極值法
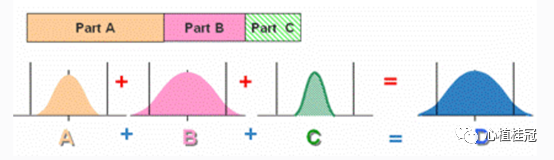
極值法(Worst Case ,WC),也叫最差分析法,最壞情況分析是直接添加零件公差以確定裝配變化。通過這種方法,單個零件的接受度將是100%,不會發(fā)生干擾。這也可能導致過度設計,例如保留的裝配間隙過大。這種方法適用于需要為零的百萬分之一 (ppm) 缺陷的極其關(guān)鍵的應用。對于僅涉及三四個部分的問題,它也很有用且合適。這種分析主要是在一個方向上進行的,即一維分析。如果分析的零件尺寸不在所研究的裝配體測量的平面中,則需要將堆疊方法修改為 2D 分析,以考慮角度或不平行于 1D 方向的任何變化。
Worst Case Analysis缺陷:
設計Gap往往要留很大,根本沒有足夠的設計空間,同時也可能造成組裝困難;公差分配時,使組成環(huán)公差減小,零件加工精度要求提高,制造成本增加。 以上例Part A +Part B+ Part C,假設A、B、C三個部材,相對于公差規(guī)格都有3σ的制程能力水平,則每個部材的不良機率為1-0.9973=0.0027;在組裝完畢后所有零件都有缺陷的概率為:0.0027^3=0.000000019683。這表明幾個或者多個零件在裝配時,同一部件的各組成環(huán),恰好都是接近極限尺寸的情況非常罕見。
#2均方根法
統(tǒng)計公差方法的思想是考慮零件在機械加工過程中尺寸誤差的實際分布,運用概率統(tǒng)計理論進行公差分析和計算,不要求裝配過程中100 %的成功率(零件的100 %互換) ,要求在保證一定裝配成功率的前提下,適當放大組成環(huán)的公差,降低零件(組成環(huán))加工精度,從而減小制造和生產(chǎn)成本。 RSS假設每個組件的尺寸分布是正態(tài)的,這在批量生產(chǎn)中通常是這種情況。這允許將標準偏差與裝配限值進行比較,這有助于計算質(zhì)量指標,如 Cpk、Cp、Ppk 等。這種方法要求分布是正態(tài)的,所有零件的質(zhì)量水平相同,即 +/- 3σ。
均方根 Analysis優(yōu)勢:
公差合成后所得的公差范圍縮小了,對設計者而言,較小的公差范圍意味著較準確的組裝與配合,累積下來的誤差也會減少。
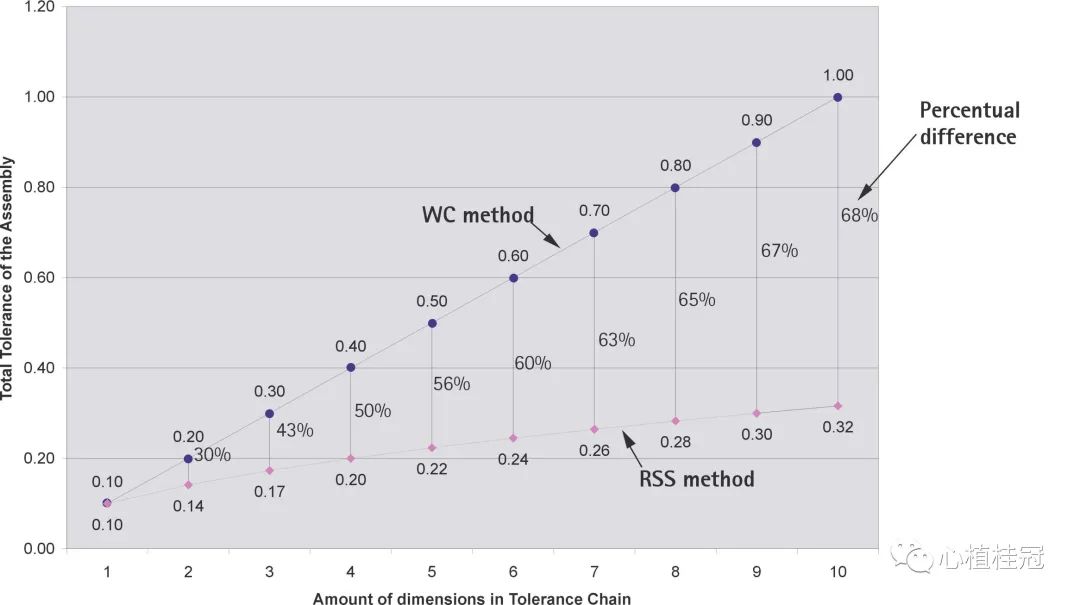
在公差分配的情況時,每個零件所得到的公差范圍變大了,對制造者而言,較大的公差范圍意味著較容易制作及控制生產(chǎn)質(zhì)量,有利于制造者。
使用RSS的假設條件:
使用RSS統(tǒng)計公差分析方法的前提是,制造加工出來的零件尺寸數(shù)值是比較集中于中心值,輸出呈正態(tài)分布 如果公差疊加分析里面一個單獨的公差是在±3σ的過程控制下生產(chǎn)的,那么RSS公差疊加分析的結(jié)果也是代表了±3σ,也就是說,輸入的過程控制等級也代表了輸出的工程控制等級

#3六西格瑪法
在實際當中,更加有可能的是用來制造公差疊加分析里面的特征的制程通常都沒有控制在同一個等級.公差分析里面的公差有可能是有幾個是±2σ,有幾個是±3σ。 六標準差分析:允許每個組立部件有不同的制程水平,甚至是不同的分布型態(tài)。
六西格瑪公差分析步驟
①.建立公差回路圖(封閉尺寸鏈)
②.確認Loop中各尺寸的設計值與公差
③.確認Loop中各尺寸的制程能力水平(Cp,Cpk)
④.選擇適當?shù)姆▌t與工具,進行公差分析
⑤.根據(jù)分析結(jié)果作出判斷
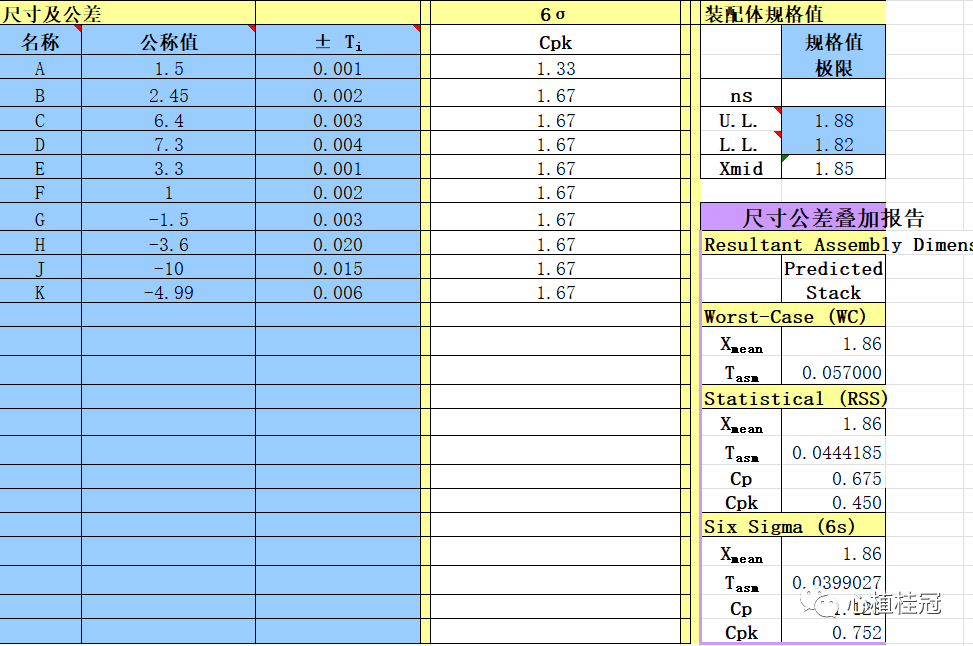
如下圖,通過給尺寸鏈中的每個尺寸賦予不同的CPK能力計算出來的公差更加準確。
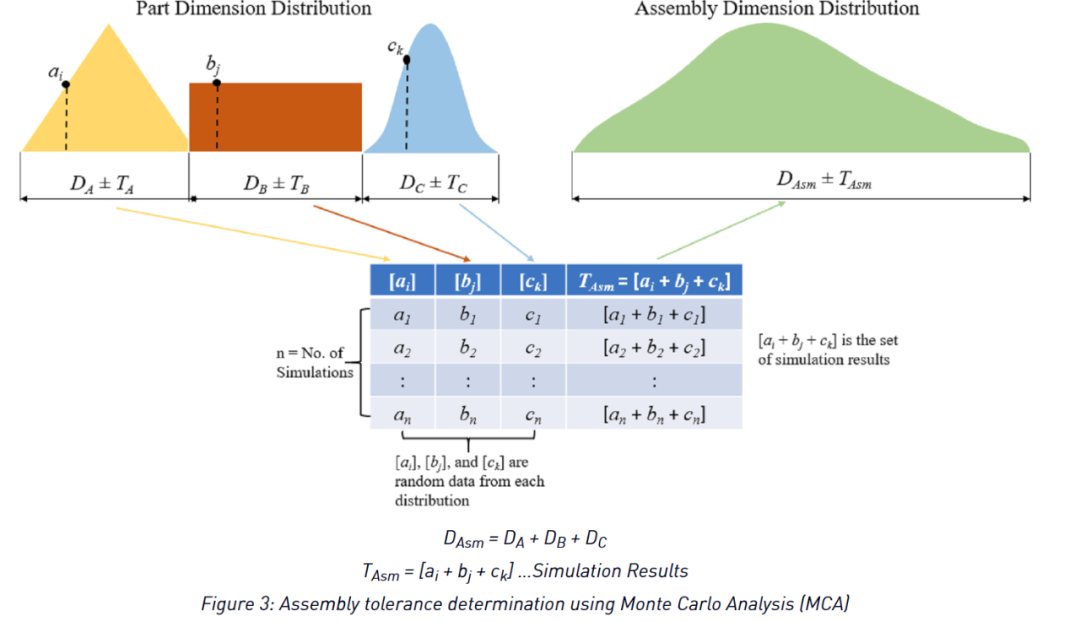
#4蒙特卡羅分析 [MCA]
蒙特卡羅分析是一種迭代方法,通過隨機更改尺寸的可能值來計算裝配變化,每個值都通過遵循特定分布獲得。當零件裝配對系統(tǒng)產(chǎn)生非線性影響或系統(tǒng)的各個組件不服從正態(tài)分布時,這是最合適的方法。
05公差分析的要求
1. 設計合理的間隙
設計合理的間隙,防止零件過約束,避免對零件尺寸的不必要的公差要求,不合理的零件間隙設計會帶來對零件不合理的公差要求
2.簡化產(chǎn)品裝配關(guān)系,縮短裝配尺寸鏈
對于重要的裝配尺寸,在產(chǎn)品最初設計階段就要重點加以關(guān)注,簡化產(chǎn)品的裝配關(guān)系,避免重要裝配尺寸涉及更多的零件,從而減少尺寸鏈中尺寸的數(shù)目,達到減少累積公差的目的,產(chǎn)品設計于是能夠允許零件寬松的公差要求。
3.使用定位特征
在零件的裝配關(guān)系中增加可以定位的特征,例如定位柱等,定位特征能夠使得零件準確的裝配在產(chǎn)品之中,產(chǎn)品設計只需要對定位特征相關(guān)的尺寸公差進行制程管控,對其他尺寸就可以允許寬松的公差要求。
4.使用點或線或小平面與平面配合代替平面與平面配合
使用點或線與平面配合的方式代替平面與平面的配合方式,避免平面的變形或者平面較高的粗糙度阻礙零件的順利運動,從而可以對零件的平面度和粗糙度允許寬松的公差。
06公差分析的線性與非線性
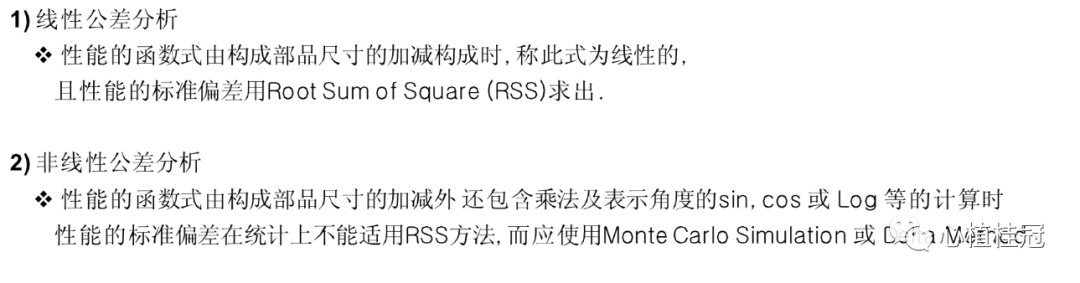
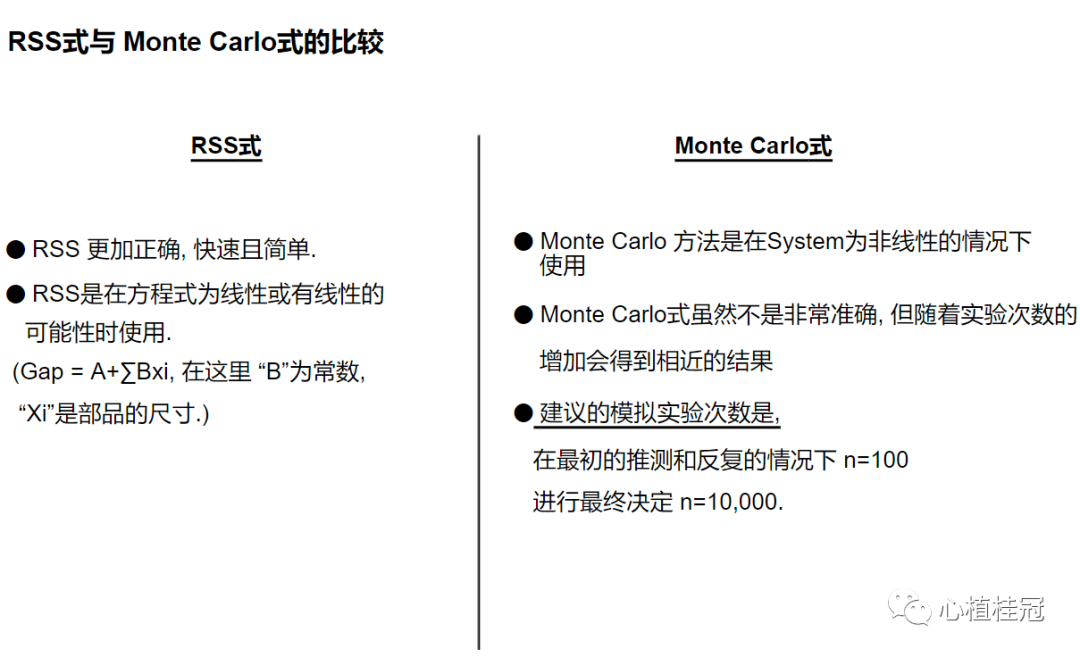
RSS 公差分析方法在易于計算、實際應用中的準確性、簡單性和對各種情況的可擴展性之間取得了完美的平衡。但是,RSS所基于的基本假設并不總是正確的!重要的是要了解所涉及的制造過程是否按照上述假設運行。 具體來說,也許是最重要的一點,并非所有過程都遵循正態(tài)分布。由于不同制造工藝的基本物理原理、人為錯誤元素、內(nèi)部和外部因素,許多工藝遵循不對稱分布,其中故障預計會偏向于分布的一個尾部。在這些情況下,蒙特卡羅公差分析方法可以代替RSS,非常有用。
審核編輯:湯梓紅
-
計算
+關(guān)注
關(guān)注
2文章
450瀏覽量
38810 -
性能
+關(guān)注
關(guān)注
0文章
271瀏覽量
18993 -
公差分析
+關(guān)注
關(guān)注
0文章
8瀏覽量
5739
原文標題:淺談線性公差分析
文章出處:【微信號:心植桂冠,微信公眾號:心植桂冠】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關(guān)推薦
淺談通信電源廣泛使用以及功能分析
公差的等級及應用領(lǐng)域
淺談低壓差線性穩(wěn)壓器的壓差和功耗
信息計算與時頻分析淺談
由CETOL技術(shù)驅(qū)動的Pro/ENGINEER公差分析擴展
尺寸公差、形位公差、表面粗糙度的區(qū)別和聯(lián)系及選擇方法
尺寸公差、形位公差、表面粗糙度數(shù)值上的關(guān)系
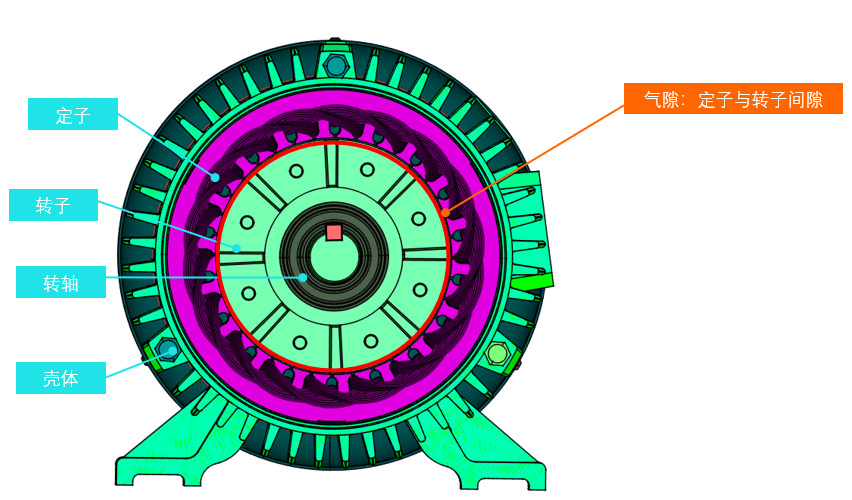
尺寸公差分析軟件如何計算【電機氣隙案例】?
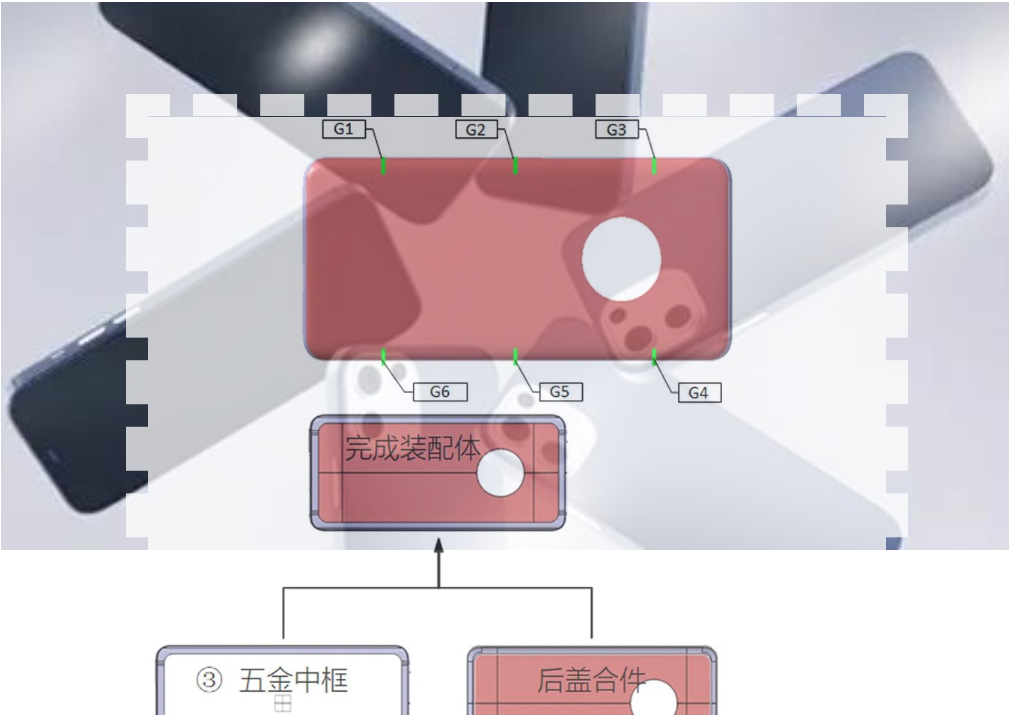
DTAS尺寸公差分析與尺寸鏈計算軟件&手機裝配案例
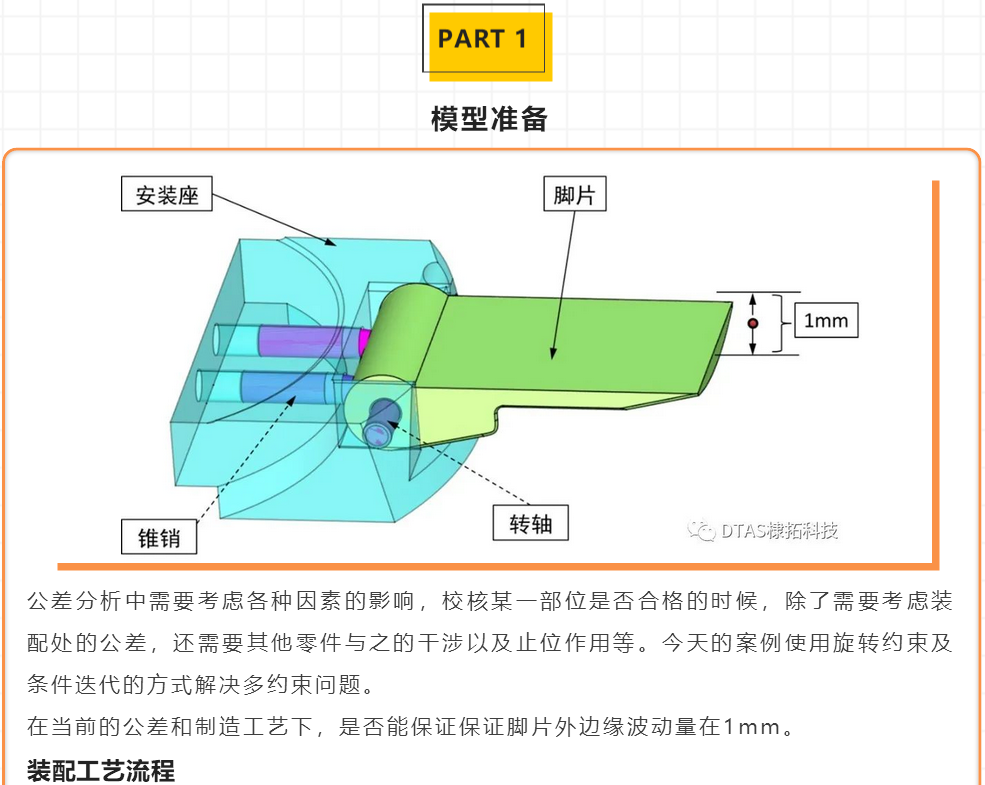
尺寸公差分析VS尺寸工程-迭代裝配解決多約束問題-DTAS軟件
尺寸鏈計算與公差分析的目的

基于起落架等DTAS三維公差仿真探索與應用案例分享!





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論