 變頻器在臥式木工帶鋸機上的應用
變頻器在臥式木工帶鋸機上的應用
一、設備工作原理
木工帶鋸機是環狀帶鋸條張緊在兩個鋸輪上,環狀帶鋸條由電動機通過鋸輪帶動,作連續切削運動,木料的進給可以采用手動,也可以采用跑本或滾筒進行自動進給。
二、設備加工工藝及變頻控制方案
1、其工作過程為:跑車工作臺以一定的速度運行一段距離,此速度通常是慢速行進,由PLC給變頻器啟動和多段速信號,變頻器帶動跑車工作臺電機以低速行進;當鋸條進至木頭大概5公分左右的位置后,PLC給變頻器高速運行信號,加快工作臺行進速度,待鋸條鋸到木頭的末端后,鋸架上升一段距離后,跑車工作臺由快速變慢速回到原先的工作位置,此過程由PLC給出開關量信號,變頻器執行多段速運行。工藝要求設備跑車可自動和手動選擇運行。
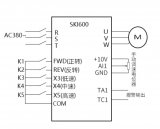
2?變頻器接線圖
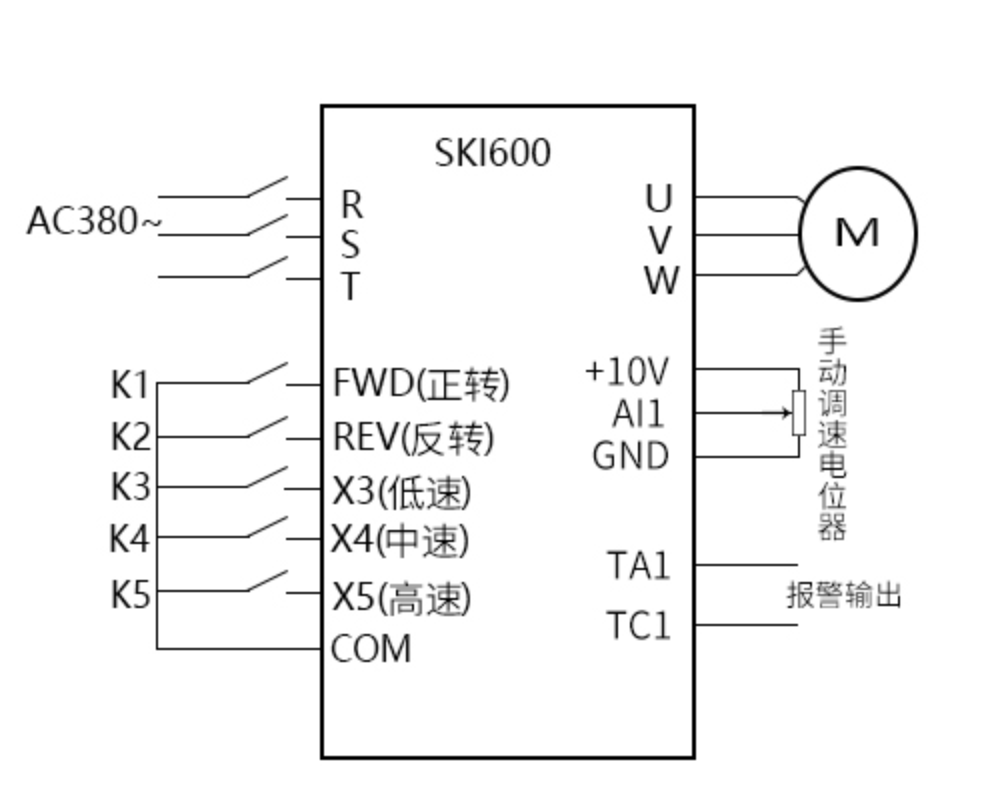
3?變頻器參數設置
|
參數代碼 |
功能描述 |
設定值 |
設定值解釋 |
|
F0.06 |
運行命令通道選擇 |
1 |
端子運行命令通道 |
|
F0.07 |
頻率源選擇 |
3 |
|
|
F0.15 |
最大輸出頻率 |
100 |
最大輸出頻率100Hz |
|
F0.16 |
上限頻率 |
100 |
上限頻率100Hz |
|
F0.19 |
加速時間 |
1 |
加速時間為1S |
|
F0.20 |
減速時間 |
1 |
減速時間為1S |
|
F7.02 |
輸入端子X3功能 |
15 |
多段速選擇1 |
|
F7.03 |
輸入端子X4功能 |
16 |
多段速選擇2 |
|
F7.04 |
輸入端子X5功能 |
17 |
多段速選擇3 |
|
F9.07 |
多段速頻率1 |
90 |
第1段速90Hz |
|
F9.08 |
多段速頻率2 |
35 |
第2段速35Hz |
|
F9.10 |
多段速頻率3 |
3 |
第1段速3Hz |
|
FC.23 |
多段速優先級使能 |
1 |
多段速優先 |
三、SKI600系列變頻器技術特點
1、三科SKI600系列變頻器是基于DSP的高性能矢量變頻器,實現高速高性能控制,通過對電機磁通電流,實現了對電機的快速響應和準確控制,可以高精度進行寬范圍的調速運行和控制。
2、頻率設定方式多達10種,輸出頻率最高可達3000HZ,而且可以通過A頻率源選擇和B頻率源選擇多種方式進行切換。
3、三種啟動方式可根據不同的設備工藝進行選擇,穩速精度能達到小于等于0.5%的額定同步轉速,速度控制穩定度能達到小于等于0.2%的額定同步轉速, V/F曲線有多達5種,獨特的多點V/F曲線讓扭力提升更穩定、高效。
審核編輯 :李倩
-
plc
+關注
關注
5013文章
13321瀏覽量
463969 -
變頻器
+關注
關注
251文章
6569瀏覽量
145083 -
電動機
+關注
關注
75文章
4113瀏覽量
96572
原文標題:應用案例 | 變頻器在臥式木工帶鋸機上的應用
文章出處:【微信號:變頻器世界,微信公眾號:變頻器世界】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
變頻器在冷卻塔風機上的應用-Application of I
艾默生CT PLC與變頻器在臥式鋼球研球機的應用


艾默生CT PLC與變頻器在臥式鋼球研球機的應用

科陸CL2700高壓變頻器在羅茨風機上的設計應用

高壓變頻器在密煉機上的應用
變頻器在繩鋸機上的應用
變頻器在煤礦風機上的應用
變頻器在脫水機上的使用案例
臥式木工帶鋸機中的變頻器技術應用





 工商網監
工商網監
評論