") 塑膠件實現(xiàn)類似金屬拉絲效果的三種工藝方法
塑膠件實現(xiàn)類似金屬拉絲效果的三種工藝方法
金屬拉絲在產(chǎn)品上的應(yīng)用極為常見,比如建筑上、日用產(chǎn)品上、電子產(chǎn)品上等領(lǐng)域都廣泛使用。
但由于金屬拉絲制品成本比較高,大都應(yīng)用在中高端以上的產(chǎn)品。因此低成本、視覺上類似金屬拉絲效果的塑膠件逐步產(chǎn)生。
不僅美觀,有類金屬質(zhì)感,而且成本比較低,目前應(yīng)用比較多的有便攜式筆記本、平板、家電和電子產(chǎn)品。
如何讓塑膠制品上具有類似金屬拉絲質(zhì)感的效果呢?目前比較常見的有如下三種方法:注塑成型、水鍍拉絲、燙金轉(zhuǎn)移。
一、注塑成型法
簡單的說,就是直接在塑膠模具上(一般在母模模仁)直接做成拉絲效果,通過生產(chǎn)注塑,成型出來的塑膠制品表面就會出現(xiàn)類似拉絲效果,其大致工藝 流程如下:
用青銅做芯模材料加工出模胚,在芯模胚上用鉆石刀車出拉絲效果,常見的有長絲、短絲、太陽紋等,此時芯模胚與生產(chǎn)塑膠產(chǎn)品用的模仁形狀相反;
將芯銅模胚放入電鑄液中進行沉鍍,電鍍液一 般為鎳的溶液。選擇鎳作為電鑄液主要考慮鎳的金屬特性(鎳,近似銀白色、硬而有延展性并具有鐵磁性的金屬元素,它能夠高度磨光和抗腐蝕),利于生產(chǎn)注塑過程中模仁的抗腐蝕和模具保養(yǎng);
一般此沉鍍的時間較長,需要十幾到二十幾天,電鍍層厚度需滿足模具設(shè)計要求,一般能達到10-12mm。
將銅芯模取出,取出銅芯模的復制品(即電鍍層),此復制品即是日后用于生產(chǎn)的模仁,當然根據(jù)模具設(shè)計還需要進行加工拋光;
將加工好的鎳模仁放置到加工好的模具鋼材質(zhì)模胚中;
進行注塑生產(chǎn),此時射出成型出來的產(chǎn)品表面就會出現(xiàn)類似金屬的那種拉絲效果。
注塑成型后的制品的表面有如下幾種表面處理:
直接是塑膠材質(zhì)的顏色,深顏色塑膠件更容易表現(xiàn)有類似金屬拉絲質(zhì)感的效果,視覺效果比淺色的更像金屬拉絲效果;
制品進行噴涂金屬漆,使其塑膠的顏色和拉絲,在視覺上更加接近金屬拉絲質(zhì)感,但與真正的金屬拉絲還是有一定的區(qū)別,比如手感偏輕、傳熱速度不夠等;
對制品進行真空蒸鍍(鍍鎳或鍍鉻)。由于電鍍層本身就是金屬,因此視覺上非常接近金屬拉絲質(zhì)感更強,幾乎可以與真的金屬拉絲效果的質(zhì)感媲美, 至少質(zhì)感上偏亮了些。


注塑成型法的缺點或不足之處:
如果該塑膠表面需要噴涂,這拉絲相對要比較粗,否則容易被油漆覆蓋;另外還要控制噴涂的厚度,否則拉絲被覆蓋。
如果采用真空鍍,制品的成本會偏高;
模具制作過程成本相對比較高,周期比較長;
鎳的硬度低,模具生產(chǎn)的時候容易撞傷,所以事先要多準備3-5塊的鎳模仁,以免影響到生產(chǎn)。
如果塑膠件需要真空鍍,設(shè)計上避免大面積、尖角等。一般是產(chǎn)品的局部裝飾件采用拉絲。
二、水鍍拉絲法
簡單來說是將塑膠產(chǎn)品進行濕法電鍍(又稱水鍍),然后再對表面進行拉絲。
塑料經(jīng)電鍍之后,其機械性能有了很大的改進,例如抗拉應(yīng)力、扭應(yīng)力和沖擊應(yīng)力都增大許多,而且抗腐蝕能力也大大增強,同時又能增加塑料的散熱能力。
另外由于塑料電鍍的成本低,生產(chǎn)效率也高,故塑料電鍍在電子、汽車、家庭用品等被廣泛地應(yīng)用。
但隨著審美要求的提高,希望塑料電鍍后能做成類似金屬拉絲效果(如不銹鋼拉絲效果),故可對塑料電鍍后進行拉絲。

由于塑料電鍍電鍍層比較厚,一般可以達到 0.08-0.2mm,有時可以達到0.3mm,故可對其表面進行拉細淺絲。
大致工藝流程如下:
去應(yīng)力:由于塑料注塑后存在內(nèi)應(yīng)力,為了減少電鍍后制品的變形,故要去除內(nèi)應(yīng)力,一般用丙酮溶液浸泡;
脫脂:為了保證粗化時對溶液的均勻接觸,先要去除塑料件上的油脂,一般用中低溫堿性液體清洗;
粗化:目的是為了保證塑膠件與液體的接觸面積,一般釆用高鉻酸溶液;
中和、還原:去除塑膠件表面殘留的強酸、氧化物等雜質(zhì),提高塑膠件的親和性;
預浸:為了讓塑膠件表面附上二價鉻離子,為活化前做準備;
活化:為了電鍍金屬的需要,需要在塑膠件表面吸附一層催化活性的金屬層;
還原:活化清洗后還要進行還原處理,提高表面活性,加快沉積,同時去除表面的活化液, 防止帶入化學鍍液中引起分解;
化學鍍:目的是為了使塑膠件表面形成導電性良好的鍍層、鍍層均勻、連續(xù)性好,保證電路可以形成回路,以確保下一步驟的順利進行;
電鍍:一般采用銅、鎳、鉻三種金屬復合電鍍 在塑膠表面上,形成表面裝飾層;
拉絲:對表面進行拉絲,一般為細絲;
噴光油:拉絲后進行清洗烘干,然后對表面進行噴涂光油。
電鍍拉絲件在設(shè)計中有很多特殊的設(shè)計要求,大致為以下幾點:
基材最好釆用電鍍級ABS材料,其丁二烯含量 15%~16%附著強度最好,同時價格也比較低廉;
塑件表面質(zhì)量非常高,電鍍無法掩蓋注射的一 些缺陷,而且通常會使得這些缺陷更明顯。如果能夠采用皮紋、滾花等裝飾效果要盡量采用,因為降低電鍍件的反光率有助于掩蓋可能產(chǎn)生的外觀缺陷,提高良品率,也有利于降低成本;
在結(jié)構(gòu)、模具設(shè)計時有幾點也要注意的,外形要適合于電鍍處理,結(jié)構(gòu)設(shè)計時要盡量避免電鍍大面積, 盡量避免尖角。模具設(shè)計時進膠口不可太細以防入水斷裂脫落、預防尖端放電、注意脫模斜度、預留排氣 孔、注意頂針粗細影響外觀、進膠口位置產(chǎn)生的結(jié)合線,同時模具要設(shè)計電鍍時夾具或掛點。
最好不要在塑件中有金屬嵌件存在,由于兩者的膨脹系數(shù)不同,在溫度升高時,電鍍液體會滲到縫隙中,對塑件結(jié)構(gòu)造成一定的影響。
小件或中空零件,在模具上要盡量設(shè)計成一模多件,以節(jié)省加工時間和電鍍時間,同時也便于電鍍時裝掛,提高生產(chǎn)效率。
要拉絲表面要盡量是平面,否則無法拉絲。一 般是一個產(chǎn)品中的局部裝飾件做電鍍拉絲,避免大面積。
三、燙金轉(zhuǎn)移法
簡單來說就是在塑膠上貼上一層拉絲紋理的金屬薄膜。
即在燙金機的高溫高壓作用下,將帶有拉絲紋理的燙金膜轉(zhuǎn)移到塑膠制品的表面。燙金膜是一種在薄膜片基上經(jīng)涂料和真空蒸鍍復加一層金屬箔而制成的燙印材料。
國產(chǎn)燙金膜一般為5層,基膜層、脫離層、染色層、鍍鋁層和粘貼層,其具體分解如下:
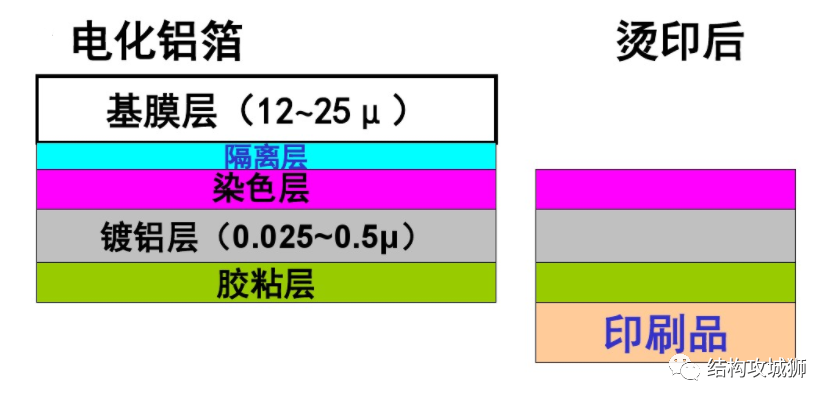
基膜層一般采用16pim厚雙向拉伸的聚脂薄膜(PET),其具有強度大、抗拉、耐高溫等性能,不易因溫度上升而發(fā)生變形。
脫離層主要是有機硅樹脂等涂布而成,它主要 的作用是在燙印時,即在加熱或是加壓時,它都會使色層、鍍鋁層和粘貼膠層能迅速脫離薄膜而被轉(zhuǎn)移粘結(jié)在被燙印物體的表面上。
染色層的主要成分為合成樹脂和染料,具有成膜性、耐熱性、透明性。色層主要有兩個作用:顯示顏色和保護燙印在物品表面的鍍鋁層圖形(如拉絲紋理 或圖案等)不被氧化。色層的顏色根據(jù)需要有桔黃、 黃、灰、紅、綠等多種。色層的顏色通過鍍鋁層后被賦予光澤,顏色有一定的變化,鍍層的顏色不一定能反映燙金后的顏色,如黃色經(jīng)鍍鋁后為金色、灰色鍍鋁后為銀色等。
鍍鋁層是將有色層等的薄膜,置于連續(xù)鍍鋁機內(nèi)的真空室內(nèi),在一定的真空度下,通過電阻加熱,將鋁絲熔化并連續(xù)蒸發(fā)到薄膜的色層上,便形成了鍍鋁層,主要作用是反射光線,改變色層顏色的性質(zhì), 并使其呈現(xiàn)光澤。
膠粘層一般用易熔的熱塑性樹脂通過涂布機在鋁層上,經(jīng)烘干即成膠粘層。膠粘層的主要作用是 將燙印材料粘結(jié)在被燙物體上。

圖:拉絲燙金紙
通過燙金轉(zhuǎn)移法制品表面具有類似金屬拉絲質(zhì)感,視覺上基本能體現(xiàn)金屬拉絲質(zhì)感,但手感上還是有點區(qū)別。
另外,燙金轉(zhuǎn)移法對制品的表面要求比較嚴格,目前一般在板材、平面或有規(guī)律曲面應(yīng)用燙金的比較多。像造型比較復雜的,不規(guī)則形狀的,或者帶有圓角的制品,基本上就無法采用燙金轉(zhuǎn)移法。
上述三種都能表現(xiàn)塑膠件帶金屬拉絲效果,具體應(yīng)用要根據(jù)實際情況選擇,比如產(chǎn)品的需求、應(yīng)用環(huán)境、設(shè)計要求等綜合考慮。
審核編輯 :李倩
-
塑料
+關(guān)注
關(guān)注
0文章
76瀏覽量
15665 -
金屬
+關(guān)注
關(guān)注
1文章
597瀏覽量
24324
原文標題:塑膠件實現(xiàn)類似金屬拉絲效果的三種工藝方法
文章出處:【微信號:gh_e972c3f5bf0d,微信公眾號:艾邦加工展】歡迎添加關(guān)注!文章轉(zhuǎn)載請注明出處。
發(fā)布評論請先 登錄
相關(guān)推薦
三種常見平方根算法的電路設(shè)計及Verilog實現(xiàn)與仿真

mosfet的三種工作狀態(tài)及工作條件是什么

三種功率器件的應(yīng)用區(qū)別

數(shù)字示波器的測量方法有哪三種
信號調(diào)制的三種基本方法
氣密性檢測設(shè)備:塑膠件沒有孔怎么做氣密性試驗

放大電路有哪三種基本分析方法?舉例說明
金屬電阻應(yīng)變片有哪三種?金屬應(yīng)變片與半導體應(yīng)變片有何異同?
運放的三種應(yīng)用
塑膠件沒有孔怎么做氣密性試驗

傳統(tǒng)激光功率衰減的三種方法






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論