 射頻識別技術應用的主要操作流程
射頻識別技術應用的主要操作流程
汽車發動機,是汽車上技術最密集的關鍵部件,在裝配過程中,由于大批量、多品種混線裝配,被裝配零件多樣性、工藝復雜性,使得裝配線控制顯得尤為重要。發動機裝配線是一條按順序裝配的流水線,工位之間的順序是不可逆的,因此每個裝配環節的控制,既要求可靠又必須靈活,只有這樣才能保證裝配線的連續性和穩定性。研究射頻識別技術在裝配線上的應用,很有必要。
射頻識別技術
射頻識別技術(Radio Frequency Identification,RFID)是從20世紀90年代興起的一項自動識別技術。它是通過磁場或電磁場,利用無線射頻方式進行非接觸雙向通信,以達到識別目的并交換數據。與傳統識別方式相比,RFID技術無須直接接觸、無須光學可視且無須人工干預即可完成信息輸入和處理,操作方便快捷。射頻識別系統組成及其工作原理
RFID系統主要由閱讀器(Reader)、電子標簽(TAG)、RFID中間件和應用系統軟件組成,如圖1所示。其工作原理:閱讀器發射特定頻率的無線電波給電子標簽,用以驅動電子標簽電路將內部的數據送出,此時閱讀器便依序接受解讀數據,送給應用程序做相應的處理。在實際應用中,電子標簽附著在待識別物體的表面,其中保存有約定格式的電子數據。閱讀器通過天線發送出一定頻率的射頻信號,當標簽進入該磁場時產生感應電流,同時利用此能量發送出自身編碼等信息,閱讀器讀取信息并解碼后傳送至主機并進行相關處理,從而達到自動識別物體的目的。
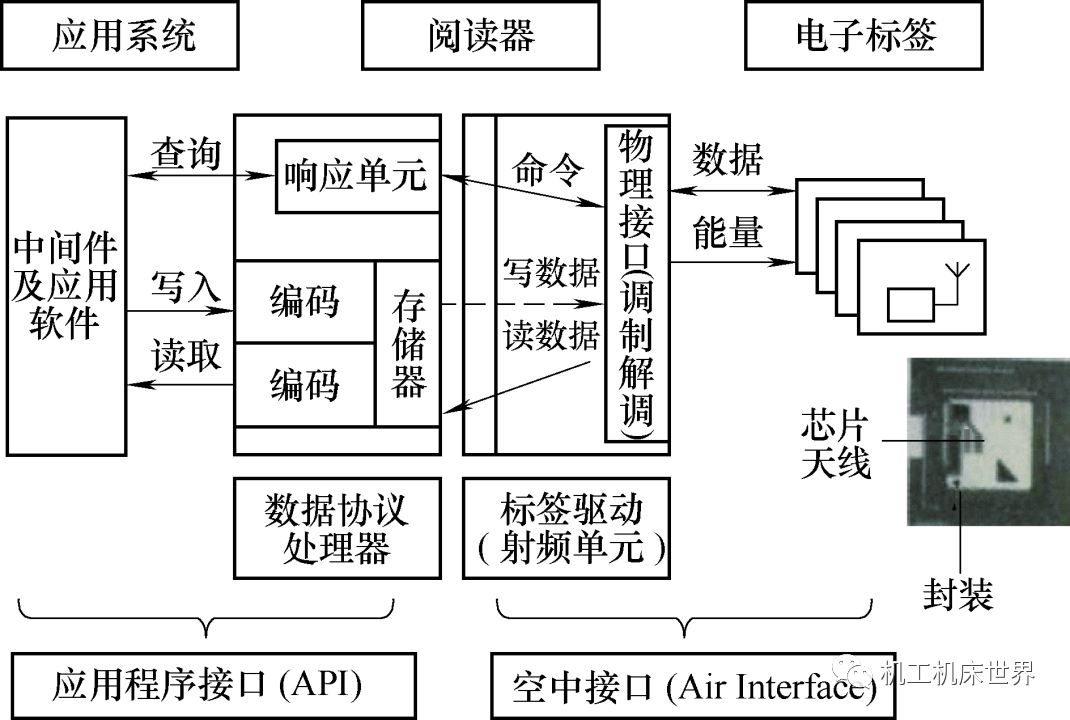
圖1
射頻識別技術在發動機裝配線上的應用
(1)RFID硬件安裝及系統構成。基于RFID的系統構成,如圖2所示。Zone管理PLC將裝配線分成缸體、缸蓋、總裝及試驗4個Zone;在主要追蹤點,直接讀取信息,通知給ALC服務器;Zone管理PLC適用于三菱MELSEC系列,與ALC服務器通過以太網(Ethernet)連接;Zone管理PLC和各設備PLC之間,通過MELSECNET/H來連接;ALC服務器接受Zone事件(數據要求、追蹤信號和裝配數據接收等)后,各機能應用程序把相應數據發送給Zone管理PLC。
(2)射頻識別技術在發動機裝配線上的應用原理。裝配線為環形、多工位裝配,托盤循環使用;工件上線工位、下線工位、關鍵工位及測試工位等都安裝了RFID讀寫器和工作站顯示屏(HMI),并由現場PLC控制;每個托盤都安裝有電子標簽;
工位的讀寫器在托盤到達指定位置時,讀取電子標簽內信息,控制器將讀出的標簽信息傳送給現場PLC,PLC通過三菱MELSECNET/H網絡系統,將標簽內的信息,顯示到工作站HMI上,PLC依據信息,執行相應的邏輯控制,比如擰緊、測試等,當工位作業完成后,PLC又將該工位執行完成的數據(擰緊力矩、測試值)信息發送給RFID系統,讀寫器將得到的數據、信息寫入到托盤上的電子標簽內,這些信息伴隨發動機和托盤進入到下一工位;在下一工位,電子標簽內的信息被再次讀取并寫入新的信息。
射頻識別技術應用的主要操作流程
(1)初始化電子標簽。PLC控制器依據生產管理信息,將發動機型號、編號的信息,通過讀寫器輸入到托盤的電子標簽內,完成電子標簽初始化,寫入型號、編號的電子標簽與承載待裝配缸體的托盤,一起完成上線工位的操作后,被傳送到下一工位。
(2)讀寫電子標簽信息。承載缸體的托盤,被傳送到裝配工位,停止器擋住托盤,讀寫器從電子標簽中讀取數據信息并傳送至PLC,PLC調用相應的程序,完成打刻、擰緊及測試等工作,并通過RFID系統將工位完成的數據、信息通過讀寫器寫入到電子標簽內;信息完成傳遞后,停止器放行,托盤被傳送到下一工位。
(3)提取電子標簽信息。當托盤被傳送到發動機下線工位時,發動機裝配完成被吊離托盤,讀寫器讀取電子標簽,此托盤的發動機裝配信息,被PLC控制系統上傳,完成裝配數據提取;
(4)清空電子標簽信息。當空托盤進入信息清空工位,電子標簽信息清零,托盤再次進入上線工位,開始新一輪循環使用。
射頻識別技術在發動機裝配線上的應用實例
(1)生產信息流管理。生產前,需將生產信息在控制室錄入到控制系統(ALC服務器)中;生產時,操作者在缸體上線工位,將ID柱(電子標簽)安裝在缸體上,缸體在傳輸線運行時,如圖3所示,ID讀寫頭(閱讀器)與ID柱進行生產信息交換,將發動機型號、編號等代碼寫入到ID柱中,發動機型號及編號作為整個生產信息傳遞的基礎信息,在發動機號碼打刻工位,打刻機讀取ID柱信息,按照生產信息要求,打刻發動機號碼。
(2)質量信息記錄。裝配線上的托盤,都安裝有電子標簽,可稱為數字化托盤,如圖4所示。裝配線的重點工位安裝有閱讀器。裝有工件的托盤,到達擰緊工位,工位閱讀器讀取信息,并傳遞信息給自動擰緊機PLC,擰緊螺栓后,擰緊數據(力矩、角度等)會通過閱讀器寫入、存儲在托盤上的電子標簽內;在密封試驗工位,試驗數據也會讀取、傳遞及存儲在托盤上的電子標簽內;這些發動機質量信息,會按照約定的控制方式,完成信息的傳遞,并存儲在ALC服務器內。
射頻識別技術在發動機裝配線的應用,實現了裝配信息的傳遞與及時反饋、現場數據的實時采集與監視可視化,有效地保證了生產信息連貫、完整,生產更加柔性化,又使得產品在質量控制、售后產品信息追溯及產品信息管理上有效結合;提高了企業的生產能力。射頻識別技術在裝配線上應用以來,效果顯著,隨著射頻識別技術的廣泛應用,必將為生產企業的質量保證和成本控制、實現智能制造及建設智慧企業提供可靠支持與保證。
-
RFID
+關注
關注
388文章
6172瀏覽量
238111 -
數據
+關注
關注
8文章
7081瀏覽量
89187 -
射頻識別技術
+關注
關注
0文章
96瀏覽量
16802
發布評論請先 登錄
相關推薦






 工商網監
工商網監
評論