") 教您選擇合適的焊接工藝
教您選擇合適的焊接工藝
我們?cè)谶x擇焊接工藝的時(shí)候,我們需要先了解有哪些常見的焊接工藝,然后根據(jù)待焊工件的材料特性、焊接結(jié)構(gòu)的特點(diǎn)、生產(chǎn)批量和經(jīng)濟(jì)性等因素進(jìn)行選擇。
常見的焊接工藝包括氣保焊、焊條電弧焊、埋弧焊、氬弧焊、二保焊、激光焊、電子束焊等。面對(duì)這么多的焊接工藝,我們?cè)撛鯓舆x擇?總結(jié)就是,我們需要在保證質(zhì)量的前提下,選擇常用且成本較低的焊接工藝,保證生產(chǎn)效率。
焊接工藝的選擇原則:
1、待焊工件的材料特性。一般說,低碳鋼和低合金結(jié)構(gòu)鋼可采用各種焊接方法。高合金鋼、非鐵金屬及其合金則宜采用能量集中,保護(hù)良好的焊接方法,如氬弧焊、電子束、等離子弧焊等。異種金屬焊接則宜采用電子束焊、激光焊、摩擦焊、擴(kuò)散焊和釬焊等。
2、焊件結(jié)構(gòu)特點(diǎn)焊縫較短且不規(guī)則時(shí),宜采用氣保焊、焊條電弧焊等手工焊方法;焊縫較長且規(guī)則時(shí),宜采用自動(dòng)化焊接方法,常見的就是焊接機(jī)器人使用,薄板結(jié)構(gòu)宜采用電阻點(diǎn)焊、縫焊、氣焊C02焊、氬弧焊和等離子弧焊等;厚板結(jié)構(gòu)宜采用埋弧焊、電渣焊、電子束焊等。
3、生產(chǎn)批量。生產(chǎn)批量較小時(shí),宜采用氣焊、焊條電弧焊,可以更好地控制成本。生產(chǎn)批量較大時(shí),宜采用電阻焊、摩擦焊、埋弧焊和氣體保護(hù)焊等高效焊接方法。
4、生產(chǎn)成本的控制。應(yīng)優(yōu)先選用普通的焊接方法,如氣焊、電弧焊、電阻焊等,以減少設(shè)備投資和生產(chǎn)成本。同時(shí)也應(yīng)注意生產(chǎn)效率和焊接質(zhì)量。
選擇好合適的焊接工藝,不管我們是用手持焊還是全自動(dòng)焊接設(shè)備的時(shí)候,都可以保證焊接質(zhì)量的穩(wěn)定性,保證焊縫質(zhì)量,提高生產(chǎn)效益。
審核編輯:湯梓紅
-
焊接
+關(guān)注
關(guān)注
38文章
3135瀏覽量
59771 -
焊接工藝
+關(guān)注
關(guān)注
3文章
85瀏覽量
13031
發(fā)布評(píng)論請(qǐng)先 登錄
相關(guān)推薦
智能化多通道焊接控制器:實(shí)現(xiàn)高效精準(zhǔn)的焊接工藝控制技術(shù)解析
精密電焊恒流電源技術(shù)在現(xiàn)代焊接工藝中的關(guān)鍵應(yīng)用與發(fā)展探究
焊接機(jī)器人焊接工藝了解嗎?管道焊接機(jī)器人可視焊縫追蹤系統(tǒng)介紹
多頻點(diǎn)焊技術(shù)的革新:探究先進(jìn)控制電源在現(xiàn)代焊接工藝中的應(yīng)用與影響

手持式電阻焊電源在現(xiàn)代焊接工藝中的應(yīng)用與優(yōu)勢探析
探究自動(dòng)化焊接工藝中的核心設(shè)備:逆變電源技術(shù)在現(xiàn)代焊接領(lǐng)域的應(yīng)用與發(fā)展
如何進(jìn)行BGA封裝的焊接工藝
如何選擇合適的焊接方法
薄板拼焊激光焊接工藝
錫膏回流焊接工藝要求

焊接工藝對(duì)機(jī)器人的要求有哪些
光纖激光焊接機(jī):現(xiàn)代焊接工藝的變革引領(lǐng)者

元器件布局與焊接工藝的關(guān)鍵要素
波峰焊接工藝制程的問題及解決方法分析
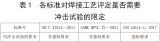
常用承壓設(shè)備焊接工藝評(píng)定規(guī)范沖擊試驗(yàn)免除條件介紹





 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論