 錫膏激光焊錫機在PCB電子行業的精密應用
錫膏激光焊錫機在PCB電子行業的精密應用
錫膏激光焊接技術采用半導體激光器為光源,常用激光波長一般為915nm或976nm兩種。與傳統的錫膏焊接方式不同的是,前者焊料需要激光專用錫膏。其原理通過光學鏡頭可以精準控制激光能量,聚焦在對應的焊點上,屬于非接觸式加熱的焊接技術。
錫膏激光焊錫機的工作過程
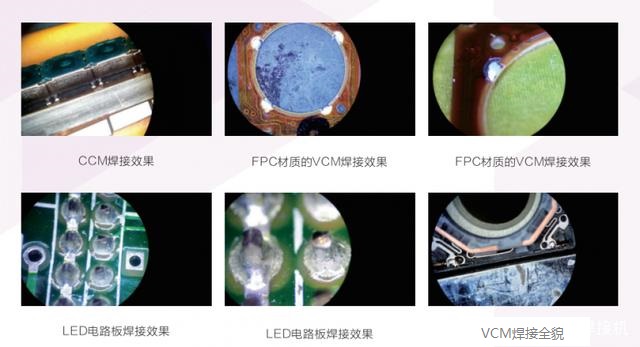
首先對激光焊錫膏進行預熱,在錫膏預熱的同時,焊點也會被預熱,然后高溫把錫膏融化成錫液,讓錫液完全潤濕焊盤,最終形成焊接。使用激光錫膏焊接,具有能量密度大,熱傳遞效率高,為非接觸式焊接,焊料可為錫膏或錫線,特別適合焊接狹小空間內焊點或小焊點精密焊接。以及對于品質要求特別高的產品,須采用局部加熱的產品。順應自動精密化焊錫的電子市場需求,比如在BGA 外引線的凸點、Flip chip 的芯片上凸點、BGA 凸點的返修、TAB 器件封裝引線的連接、傳感器、電感、硬盤磁頭、攝像頭模組、vcm音圈馬達、CCM、FPC、光通訊元器件、連接器、天線、揚聲器、喇叭、熱敏元件、光敏元件等傳統方式難以焊接的產品上,紫宸激光錫焊設備的應用也越來越廣泛。
紫宸錫膏激光焊錫機優勢
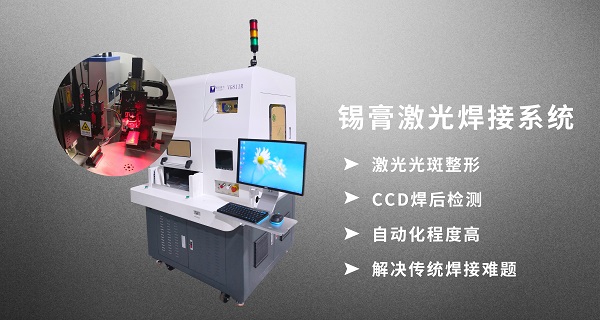
1.帶溫度反饋半導體激光焊接系統:溫度反饋的功能可對焊接進行溫度控制,可以對直徑0.3-1.5mm的微小區域進行溫度監測;
2.多工位焊接系統:基于八軸高精度多工位的激光焊接系統,可實現視覺定位及點錫膏與激光焊接井行工作,效率提升20%以上,大幅度提高設備的制造產能;
3.點錫機構:高精度點錫膏機構,通過程序設置,可以精確控制錫量大小,錫量控制精度可達±0.02g;
4.視覺定位系統:采用圖像自動捕捉自定義焊接軌跡,可對同一產品上多個不同特征點進行采集,大幅提高加工效率和精度。
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
發布評論請先 登錄
相關推薦
解析大研智造激光錫球焊錫機助力醫療設備精密焊接的獨特優勢
隨著科技發展與人類整體壽命增加,全球醫療器件和醫療電子制造市場蓬勃發展。在醫療領域,從醫療器件的精密組裝到電子元件的精細裝配,各個環節對焊接技術均提出了嚴苛要求。大研智造

大研智造激光錫球焊錫機:攻克精密焊接難題的“利器”
在當今高度精密化、小型化的電子制造領域,產品焊接面臨著諸多嚴苛挑戰。若您正因產品焊接尺寸過小、焊接難度極大以及有著精密焊接的迫切需求而煩惱,那大研智造激光


大研智造 激光焊錫機在電子制造業中的應用優勢與行業前景
在現代精密制造領域,激光焊錫技術以其高精度、高效率和靈活性,已經成為精密電子微焊接領域關鍵工藝的優選設備。本文將深入探討大研智造


SMT貼片加工中,焊錫膏、錫膏與助焊膏有什么區別?
在SMT貼片加工的領域當中,一般都會與這三種打交道:焊錫膏、錫膏與助焊膏。盡管它們名字相似,但在專業領域內卻有著顯著的差異。下面深圳佳金源

激光錫膏焊接的優勢:電路板pcb銅柱如何焊接?
激光錫膏焊接機是一種非常適合電路板PCB銅柱焊接的自動化設備。在未來的生產中,隨著技術的進步和設備的優化,我們有理由相信,
FPC焊接PCB:錫絲 vs 錫膏激光焊接該如何選擇?
在FPC(柔性印刷電路板)焊接到PCB(印刷電路板)的過程中,選擇適合的焊接材料和技術至關重要。其中,激光錫絲和激光
淺談錫膏是如何制作的?
比例混合。這個比例需要根據具體的工藝要求和產品性能進行調整,一般錫粉的含量在90%以上。2、將混合好的粉末與粘合劑混合,然后放入高速攪拌機中進行攪拌。攪拌時間一般在30分鐘左右,以確保
發表于 06-19 11:45





 工商網監
工商網監
評論