") 淺談線束端子退針的原因及整改措施
淺談線束端子退針的原因及整改措施
線束端子是線束系統(tǒng)中的重要電氣元件,其常見故障就是退針。
1 什么是端子退針
線束是汽車的神經(jīng)網(wǎng)絡(luò)系統(tǒng),在整車運(yùn)行過程中負(fù)責(zé)傳輸電壓、信號(hào)和大量數(shù)據(jù)。 尤其是在互聯(lián)網(wǎng)和大數(shù)據(jù)的背景下,不僅要求線束載體發(fā)揮通斷作用,對(duì)數(shù)據(jù)傳輸速率和響應(yīng)能力也提出了更高的要求。 同時(shí),由于線束的物理布局空間有限,Rework提出了更大的挑戰(zhàn)。
端子拔出是線束常見的故障模式。 退出是指端子不在其預(yù)期位置時(shí),導(dǎo)致連接器無效。 汽車線束主要依靠人工操作,控制難度可想而知。 為了更好的預(yù)防和控制端子退出問題,控制主要從以下幾個(gè)方面進(jìn)行:設(shè)計(jì)選擇、工藝保護(hù)、端子壓接、組裝、電氣測試和組裝。
2 終端退出原因分析及預(yù)防控制措施
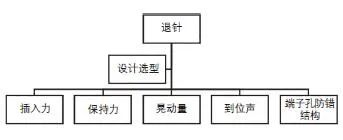
2.1 設(shè)計(jì)選擇
質(zhì)量是設(shè)計(jì)和制造的,而不是經(jīng)過檢驗(yàn)的。 關(guān)于防止端子引腳脫落,我們首先從設(shè)計(jì)和選型入手,這里有5個(gè)注意事項(xiàng)。
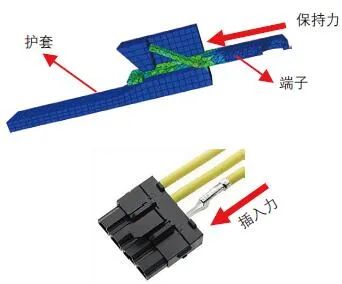
①插入力:立即組裝端子的難度。 端子預(yù)裝連接器的電阻越小,越容易預(yù)裝到位。 因此,選型時(shí)的首要評(píng)價(jià)指標(biāo)就是插入力。 插入力越小越容易。 組裝后,終端退出的風(fēng)險(xiǎn)較小。
圖 插入力示意圖
②保持力:端子從護(hù)套中的線性拔出力(即保持力)。 保持力越大,連接器相互插入時(shí)就越難彈出。 這里,在設(shè)計(jì)選型時(shí)要考慮指標(biāo),選擇保持力較大的。 連接器和端子。
圖 保持力示意圖
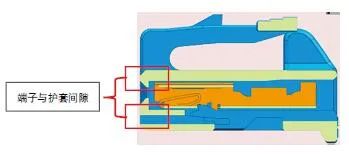
③晃動(dòng)量:公母連接器相互插入時(shí),端子在護(hù)套中的晃動(dòng)量會(huì)顯著影響要推出的端子。 為降低公母連接器插入時(shí)的拔針風(fēng)險(xiǎn),在設(shè)計(jì)選型時(shí)盡量選擇端子。 與連接器相同的制造商(目的:確保端子和連接器匹配時(shí)的最小晃動(dòng)量)。
圖 搖動(dòng)量示意圖
④就位聲音:終端組裝到位時(shí)的聲音,目前終端預(yù)安裝依賴人工,存在終端退出風(fēng)險(xiǎn)。 如何讓員工更好的識(shí)別終端預(yù)裝到位,這里有一個(gè)考核指標(biāo),就是到位聲音。 端子組件就位聲高于環(huán)境聲(環(huán)境聲級(jí)應(yīng)為30dB-50dB):濕前7dB,濕后5dB,或由雙方協(xié)商。
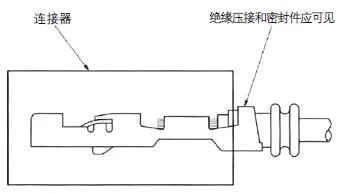
⑤ 端子孔防錯(cuò)結(jié)構(gòu):當(dāng)端子插入錯(cuò)誤方向時(shí),端子無法插入端子孔或絕緣支撐和密封件暴露在端子孔外。 在解決問題的過程中,我們發(fā)現(xiàn)有些端子會(huì)以錯(cuò)誤的方向插入連接器,拉回時(shí)不容易識(shí)別。 因此,在設(shè)計(jì)選型時(shí)應(yīng)考慮到端子插錯(cuò)的難易程度,以保證端子插錯(cuò)方向。 端子組裝時(shí)無法就位。
圖 端子孔防錯(cuò)結(jié)構(gòu)測試示意圖
2.2 過程保護(hù)
影響終端退出的因素有兩個(gè):一是彈片變形,二是終端歪斜。 兩者都是在加工過程中受到外力作用,導(dǎo)致端子變形。 為保護(hù)端子彈片不因異物而變形,端子壓接后需要一個(gè)保護(hù)杯(圖7)保護(hù)端子頭,組裝時(shí)才能取下。 下保護(hù)杯。 線束組裝好后,需要使用密封膠帶或保護(hù)工具密封公端護(hù)套(圖8),以防止端子在運(yùn)輸過程中被異物歪斜。
圖7 保護(hù)杯示意圖

圖8 密封保護(hù)示意圖

2.3 端子壓接
端子壓接是汽車線束生產(chǎn)過程中的關(guān)鍵環(huán)節(jié)。 它的主要過程是連接電氣系統(tǒng)和端子,并利用機(jī)床技術(shù)將端子和電路結(jié)合起來。 端子壓著也是線束生產(chǎn)過程中導(dǎo)致端子退縮的一個(gè)影響因素。 “香蕉”端子是端子壓接過程中的常見問題。 壓接模具的問題導(dǎo)致端子過度彎曲(圖9)。 端子壓接組裝時(shí),連接器的插入力增大,公端子無法插入母端子的有效區(qū)域,端子引腳縮回。 調(diào)整壓接設(shè)備上的限位銷可以解決此類問題。 .
圖9 香蕉端子示意圖

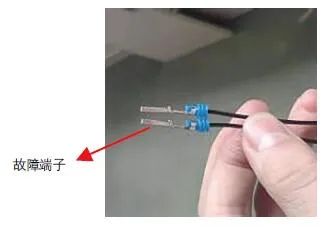
案例:裝配車間反映某型號(hào)交流插座在插拔過程中端子針被拔出。 終端有兩種狀態(tài)。 對(duì)比發(fā)現(xiàn)故障端子呈香蕉形。 連接設(shè)備限位管腳后,這個(gè)問題就徹底解決了。
圖10 故障端子示意圖
2.4 組裝
線束組裝主要依靠人工。 為了更好的降低終端組裝不到位的風(fēng)險(xiǎn),業(yè)界普遍遵循“一插二聽三回拉”,一插即插端子,二插即聽端子。 插入到位,拉三下的聲音表示端子插入并拉出一次,看端子是否出來。 每天插入終端數(shù)千次的員工很容易出現(xiàn)操作疲勞。 為了更好地讓員工形成肌肉記憶,我們做了調(diào)整:一是指輪班前“拉”,休息時(shí)“拉”。 這里的“拉”是指將拉機(jī)設(shè)置在工作位置。 上班前和休息后,員工需要用手拉測力計(jì),以保證員工插入力的形成。 肌肉記憶; 二是“看、插二、聽三、拉回四”,加“看”是識(shí)別端子變形、香蕉端子,插入時(shí)確保插入方向正確。
2.5 電氣測量
線束電氣測量是線束制造中非常重要的一個(gè)環(huán)節(jié)。 為保證端子歪斜和端子回縮得到有效識(shí)別和攔截,電測設(shè)備需滿足以下條件: 一、公端子治具必須佩戴防歪斜格柵(如圖12所示) , 確保歪斜的端子無法開啟; 二是電測探頭采用螺紋階梯針,可有效防止電測過程中端子被推出; 三是根據(jù)尺寸鏈計(jì)算出端子在護(hù)套中的移動(dòng)量,從而制作探針,并建立探針的日常維護(hù)計(jì)劃。
圖 12 防歪斜網(wǎng)格/探頭示意圖

2.6 組裝
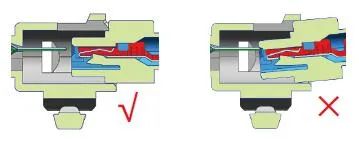
案例:A車間反映某車型左前門控制板插頭安裝困難(端子回縮)。 經(jīng)現(xiàn)場調(diào)查分析,確認(rèn)該模型已從B車間搬遷至A車間進(jìn)行組裝。 員工在組裝時(shí)沒有正確插入,導(dǎo)致線束母端子損壞。 彈出和對(duì)齊組裝后故障消失。 該案例充分說明,在裝配線束時(shí),員工需要確保公母端護(hù)套正確插入(圖13),以降低裝配過程中公母端護(hù)套錯(cuò)位導(dǎo)致端子彈出的風(fēng)險(xiǎn) 過程。
圖13 封堵示意圖
這篇文章淺談了對(duì)影響汽車線束端子退針的因素,從而進(jìn)行了深入分析,并從設(shè)計(jì)選型、線束制造、工藝保護(hù)、裝配方式等方面進(jìn)行了具體的防控研究。不僅為線束的設(shè)計(jì)和選型提供了指導(dǎo),也為線束制造過程的管控提供了具體的意見,為故障模式的分析提供了具體的方法。想要了解更多連接器的知識(shí)與應(yīng)用,請查看康瑞連接器的其他篇文章。
-
連接器
+關(guān)注
關(guān)注
98文章
14526瀏覽量
136576 -
端子
+關(guān)注
關(guān)注
2文章
533瀏覽量
29208 -
線束
+關(guān)注
關(guān)注
7文章
980瀏覽量
25998
發(fā)布評(píng)論請先 登錄
相關(guān)推薦


#端子線 線材生產(chǎn)加工流程,裁線、打端子、尾端粘錫。專業(yè)生產(chǎn)各種線材、端子線 漆包線 #天則電子

安波福淺談HXN5機(jī)車線束制造方法及關(guān)鍵工藝


深圳比創(chuàng)達(dá)電子EMC|EMI測試整改:從問題識(shí)別到有效優(yōu)化.
深圳比創(chuàng)達(dá)電子|EMC測試整改:打造電磁兼容強(qiáng)勁產(chǎn)品的必經(jīng)之路.
浪涌Surge整改指南:浪涌問題及整治措施?|深圳比創(chuàng)達(dá)電子EMC.
線束端子鉚接過程的注意事項(xiàng)
汽車輪線束折痕改進(jìn)措施匯總






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評(píng)論