

稀釋率的概念
稀釋率是指在激光熔覆中,由于熔化基材的混入而引起的熔覆合金成分的變化程度,用基材合金占總熔覆層的百分率表示(符號η)。
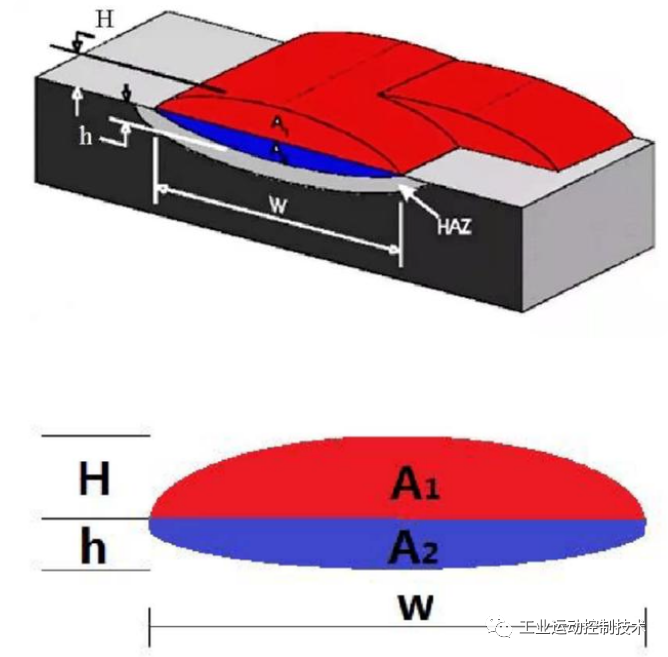
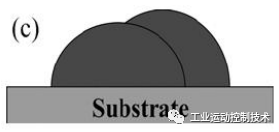
H:熔覆層高度,h:基材熔深,W:熔覆層寬度,
η=A2/(A1+A2)=h/(H+h)
不同修復工藝稀釋率對比
熱噴涂/等離子噴涂:η=0,僅為機械結合,容易脫落。
堆焊:η=30-60%,基體過度稀釋涂層,熱影響區過大,容易產生焊接缺陷。
激光熔覆:η<10%,稀釋率低,熱影響區小,化學冶金結合,結構致密,修復效果好。
搭接率的概念
單道熔覆時,熔覆層不是平面,而是凸面。(表面張力梯度引起的強制對流和潤濕性的共同作用)。
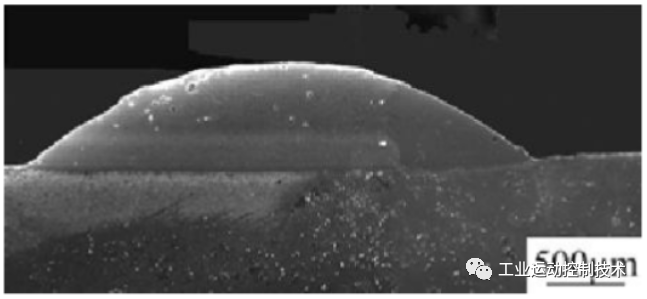
熔覆層截面形貌
如果不進行搭接,不同道次連接處熔覆層有效厚度為0,表面粗糙度差。多道熔覆時,相鄰熔覆道間的搭接寬度D0與單道熔覆層寬度W之比。
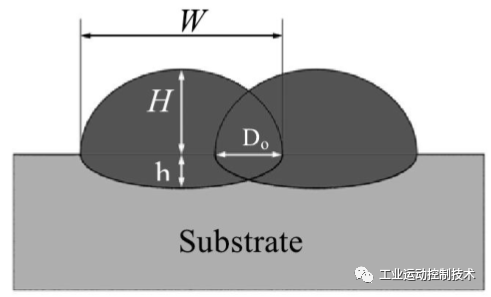
R0=D0/W x 100%
搭接率對熔覆層形貌的影響
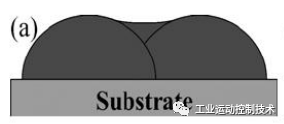
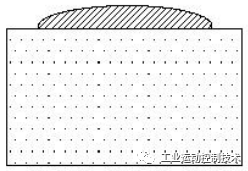
R0偏小:相鄰熔覆道之間會出現明顯的凹陷區,但兩個熔覆道高度是一致的。
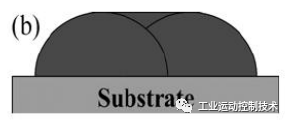
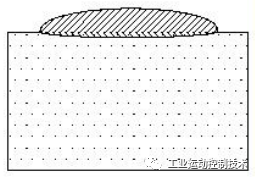
R0適中(40-50%):會有較好的熔覆效果,且兩道熔覆道高度相同。
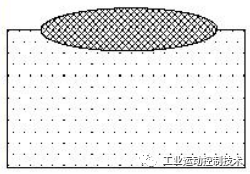
R0偏大:出現搭接區的凸起,且兩熔覆道高度不同。如果繼續疊層熔覆,會將缺陷進一步放大,導致無法熔覆成型。
搭接率對熔覆層組織和性能的影響
 搭接處金相組織
搭接處金相組織
搭接處被激光重新加熱,樹枝晶更加明顯,未搭接部分受到熱傳導作用,產生自回火,硬度下降。
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
激光
+關注
關注
20文章
3384瀏覽量
65606 -
熱導
+關注
關注
0文章
4瀏覽量
5350
發布評論請先 登錄
相關推薦
實時監測激光熔覆熔池動態,提升表面致密度與結合強度
隨著工業對耐磨、耐腐蝕表面層的需求不斷提升,激光熔覆技術因其高精度、低熱影響區和優異的表面性能而廣泛應用于汽車、航空及能源裝備領域。然而,熔覆


折射率波導介紹
半導體材料被蝕刻移除后,剩余的柱狀結構與周遭的空氣之間折射率差異也因此增加,因此在柱狀結構中電子電洞對輻射復合產生的光子有機會因為半導體材料與空氣介面處折射率差異形成的全反射而被局限在柱狀結構中

鋼廠單齒輥激光熔覆修復加工
和失效成為制約生產效率的瓶頸。傳統的修復方法如車削、磨削等往往只能作為“補救措施”,難以從根本上解決輥軸部件的磨損問題。然而,隨著激光熔覆技術的引入和應用,鋼廠的輥軸修復迎來了革命性的突破,其中單齒輥的

電阻率在電機設計中的作用 電阻率實驗的步驟和注意事項
電阻率是材料導電能力的量度,對于電機設計來說,電阻率是一個重要的物理參數,因為它直接影響電機的效率、功率損耗和熱管理。以下是電阻率在電機設計中的作用以及進行電阻率實驗的步驟和注意事項的
電阻率與溫度的關系 電阻率和導電率的區別
電阻率與溫度的關系 電阻率是描述材料導電能力的物理量,它與溫度之間存在密切的關系。不同材料的電阻率隨溫度變化的規律是不同的,具體如下: 金屬 : 一般情況下,金屬的電阻率隨溫度的升高而

前段體高速激光熔覆修復加工
在當今工業制造領域,隨著技術的不斷進步,高速激光熔覆修復加工技術以其獨特的優勢逐漸成為金屬表面修復與強化的重要手段。這項技術不僅能夠有效解決傳統修復方法中存在的效率低、成本高、質量不穩定等問題,還能

激光熔覆軸送絲修復技術優勢及未來發展趨勢
激光熔覆技術,作為現代制造業中一項前沿的表面改性與修復手段,正逐步在航空航天、汽車制造、能源電力及重型機械等領域展現出其獨特的優勢與潛力。其中,激光

波特率和比特率是什么意思
比特率(Bit Rate)是比特的傳輸速率,也就是通信系統時間內的信息傳輸速率,單位是比特/秒(bit/s)。比特率是指每秒傳送的比特(bit)位數(即 0 或1)。常見的單位有kbps,Mbps,Gbps等等。通常也稱之為信號速率。比特







 工商網監
工商網監

評論