 微波GaAs功率芯片AuSn共晶焊接微觀組織結構研究
微波GaAs功率芯片AuSn共晶焊接微觀組織結構研究
摘要:文中采用Au80Sn20共晶焊料對GaAs功率芯片與MoCu基板進行焊接,分析了焊接溫度、摩擦次數等工藝參數對共晶焊接的影響,給出了GaAs芯片共晶焊的工藝參數控制要求,通過掃描電鏡及能譜儀分析接頭的顯微組織、元素分布,通過X射線檢測儀測定接頭的孔洞率,研究GaAs芯片背面和MoCu基板表面的鍍層與焊料之間的相互作用以及焊縫的凝固過程。GaAs芯片背面的Au層部分溶解在AuSn焊料中,MoCu基板表面的Au層完全溶解在AuSn焊料中,焊縫與Ni層結合,焊縫由靠近兩側母材的ζ-Au5Sn金屬間化合物層和中間的Au-Sn共晶組織組成。
引言
GaAs功率芯片具有體積小、帶寬寬、一致性高等優點,在相控陣雷達、微波通信系統等領域發揮著重要的作用,成為雷達T/R組件的關鍵器件[1]。但GaAs功率芯片的基體材料導熱性差。MoCu基板是一種具有較低膨脹系數和優異熱導率的電子封裝材料,將功率芯片裝配在基板上可增大芯片的散熱面積,降低芯片的工作溫度,減少熱應力失效[2]。
大功率芯片與基板的連接必須要有良好的微波接地性能和較好的散熱能力,因此其裝配難度極高[3]。而共晶焊接具有連接電阻小、傳熱效率高、散熱均勻、焊接強度高、工藝一致性好等優點,所以特別適用于高頻、大功率器件和有較高散熱要求的功率器件的焊接[4]。
本文采用Au80Sn20共晶焊料實現GaAs功率芯片與MoCu鍍金基板的焊接,電子元器件常通過鍍層提高可焊性,熔融焊料與鍍層之間發生2個方面的相互作用[5-6]:一個是鍍層金屬溶解到熔融焊料中去;另一個是焊料與鍍層金屬結合,在界面處形成金屬間化合物。本文主要分析焊縫的顯微組織、元素分布和孔洞率等,研究焊料與芯片背面和基板表面的鍍層之間的相互作用以及焊縫的凝固結晶過程,并在此基礎上分析GaAs芯片共晶焊接的工藝參數控制特點,可以更好地指導工藝參數優化,有利于保證焊接質量穩定性。
1試驗材料及方法
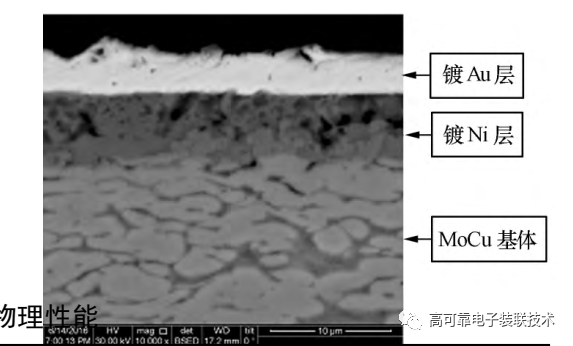
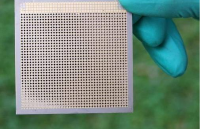
試驗采用的基板為表面鍍Ni/Au的MoCu材料,如圖1所示。Ni層厚5μm,Au層厚3μm。GaAs功率放大芯片背面最表層金屬化層為Au層,厚6μm。采用Au80Sn20共晶焊料將GaAs功率放大芯片焊接在MoCu基板上,焊料的物理性能見表1。

焊后采用X射線檢測儀測定樣品的孔洞率,將試樣沿垂直于焊縫的方向切割并鑲嵌、打磨和拋光,制成金相試樣。采用結晶碘+KI+H2O+乙醇混合溶液腐蝕樣品,通過掃描電鏡觀察焊縫的顯微組織,通過能譜分析測定不同區域的點成分及整個焊縫區的元素分布。
2試驗結果及分析
2.1顯微組織
GaAs功率芯片與MoCu基板共晶焊接頭的顯微組織如圖2所示。雖然GaAs芯片較脆,但接頭中無裂紋等缺陷。焊接接頭出現4個不同的特征區域,如圖2(b)所示。通過EDS能譜分析測定各區域的成分,見表2。
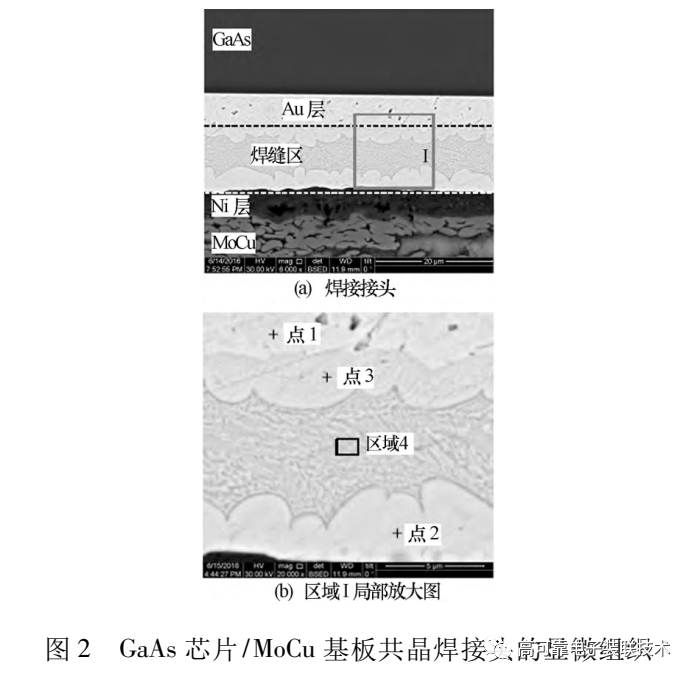


靠近GaAs側白色區域(點1)的Au元素含量為92.60%,含有少量Ga、As元素。因此,該區域為焊后GaAs芯片背面殘留的Au層。殘留Au層的厚度約5μm,焊前GaAs芯片背面Au層的厚度為6μm,因此焊接過程中GaAs背面約1μm的金層溶解到了AuSn焊料中。
靠近MoCu基板側灰色區域(點2)主要含有Au、Sn及少量的Ni、Cu元素,Au、Sn元素的含量分別為79.70%和13.30%。焊前MoCu基板鍍Ni層表面存在3μm的Au層,結合顯微組織及能譜分析可知:MoCu基板表面的Au層完全溶解在了AuSn焊料中,焊縫實際上與基板表面的Ni層結合。焊接過程中MoCu基板直接接觸加熱臺,GaAs芯片通過真空吸嘴吸取進行摩擦焊接。吸嘴本身及真空會帶走部分熱量,導致GaAs芯片的溫度低于MoCu基板,因此芯片背面Au層向AuSn焊料中的溶解量低于MoCu基板。
靠近GaAs背面Au層側的灰色區域(點3)與靠近MoCu基板表面Ni層側灰色區域的Au、Sn元素含量接近,Sn含量分別為13.94%和13.30%。Au/Sn原子比≈6,根據AuSn相圖[7](如圖3所示),灰色區域為ζ-Au5Sn相。
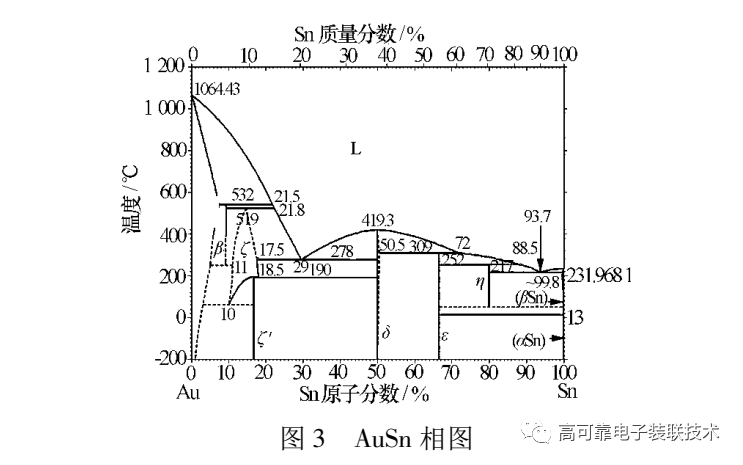
Au80Sn20焊料為共晶成分,MoCu基板表面的Au層完全溶解在焊料中,從而使其Au含量升高,焊料的成分偏離共晶點。AuSn焊料的熔點對Au含量比較敏感,質量分數增加1%將引起熔點升高30℃[8]。如果過量Au層溶解在焊料中,當焊料的熔點等于焊接溫度時,焊料將提前凝固,從而無法繼續摩擦焊接。焊接過程中需控制焊接溫度和焊接時間,保證焊接溫度高于焊料熔點。
在降溫過程中,焊縫金屬首先在靠近兩側母材界面凝固形成富Au的ζ-Au5Sn相,并以連續層狀生長。隨著富Au相的大量析出,焊縫中間殘留的液相成分接近共晶點,溫度降至280℃時會發生共晶反應L→δ-AuSn+ζ,形成共晶組織,如圖2(b)中區域4所示。因此MoCu基板與GaAs之間的區域可分為Au層區和焊縫區,如圖2中虛線所示。
在GaAs芯片焊接過程中,應防止背面Au層大量溶解在AuSn焊料中引起焊料熔點升高。降低焊接溫度能夠抑制芯片背面Au層溶解,但焊料熔點與焊接溫度的差距小,焊料熔點容易升高至焊接溫度;升高焊接溫度可增大焊料熔點與焊接溫度的差距,但會促進芯片背面Au層的溶解,使焊料熔點的增幅更大。因此需要在焊接溫度設定與Au層溶解量之間找到平衡點。
2.2元素分布
采用能譜分析儀對GaAs芯片/MoCu基板共晶焊接頭的元素分布進行測定,測定位置如圖4所示。接頭的元素分布結果如圖5所示。
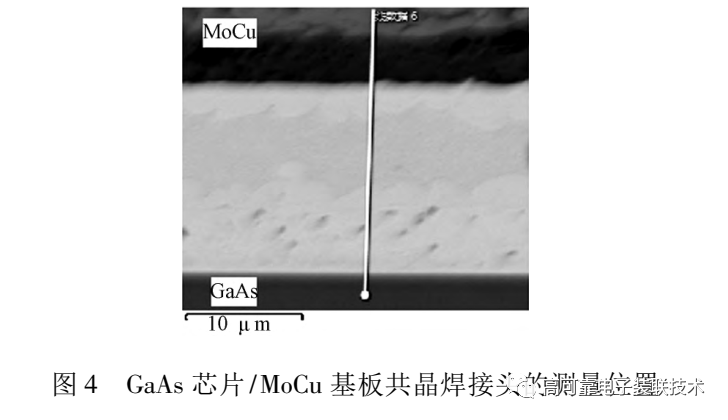
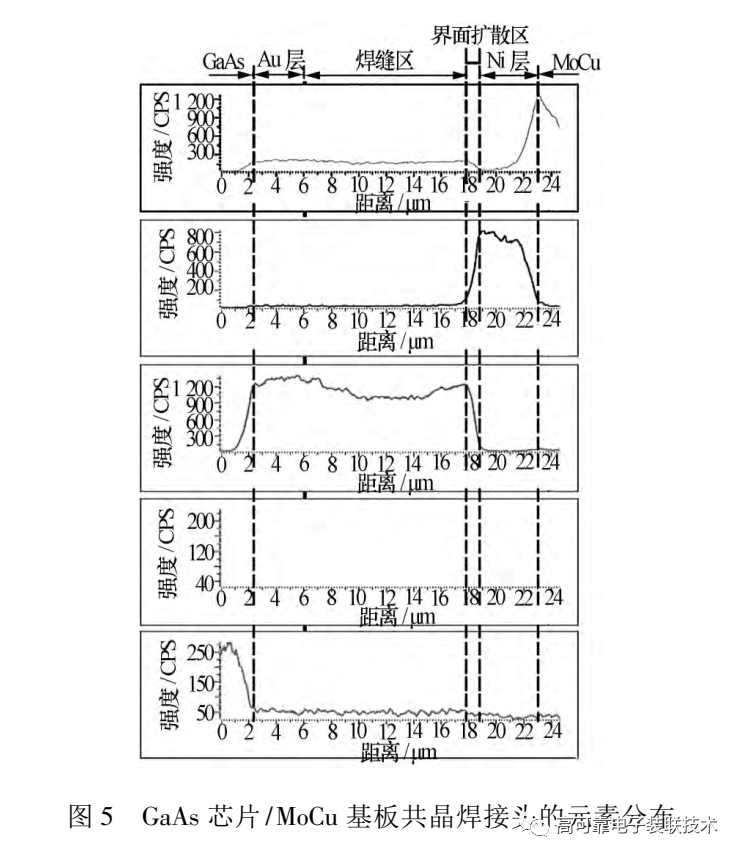
GaAs芯片側Au層與焊縫區之間元素過渡均勻,從Au層到焊縫區Au元素的含量逐漸減少;僅有少量Sn元素從焊縫區擴散至Au層。GaAs芯片與焊縫的結合主要通過背面Au層在焊料中的溶解實現。
MoCu基板到焊縫區的元素分布存在明顯臺階,從基板表面Ni層至焊縫,Ni元素含量明顯降低,Au元素含量明顯升高,在Ni層與焊縫之間形成界面過渡區。由于焊接溫度為308℃,焊接時間小于30s,界面過渡區較窄,僅1.5μm。MoCu基板與焊縫的結合主要通過表面Ni層與焊料之間的元素擴散實現。基板表面的Au層主要起防止Ni層氧化的作用,焊縫與Ni層結合。
焊縫區中間的Sn含量較高,靠近母材兩側的Sn含量較低。這是由于凝固過程首先形成富Au的ζAu5Sn相,使剩余液相Sn含量升高,導致元素偏析。
2.3孔洞率
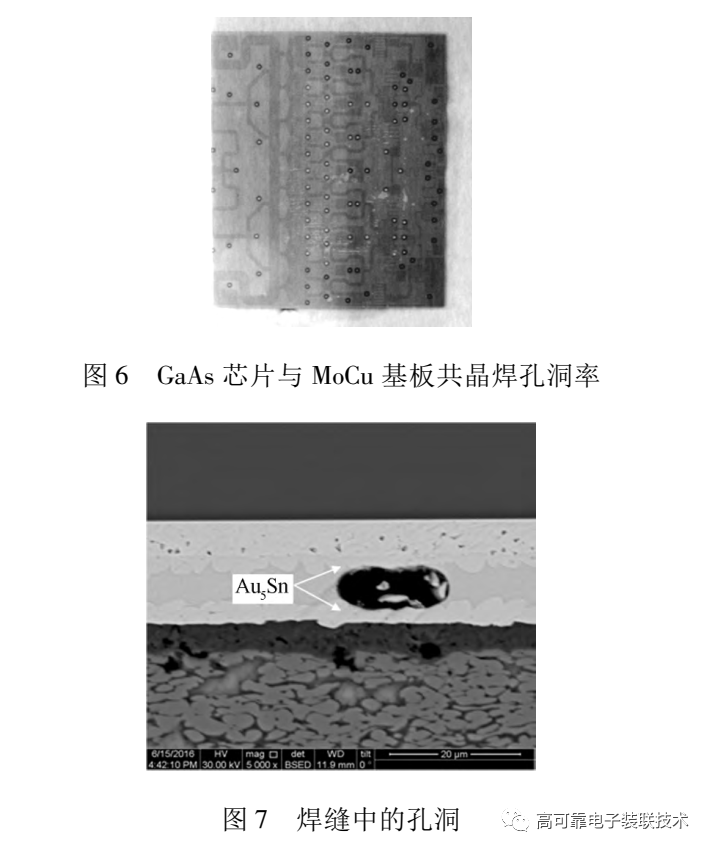
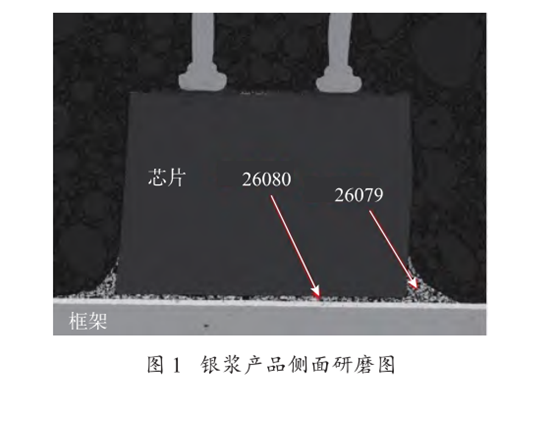
X射線檢測是根據樣品不同部位對X射線吸收率和透射率的不同,利用X射線通過樣品各部位衰減后的射線強度來檢測樣品內部缺陷的方法。GaAs功率芯片與MoCu基板共晶焊后采用X射線檢測儀測定樣品的孔洞率,如圖6所示。孔洞率為1.83%,僅存在少量小孔洞。圖7為焊縫中孔洞的顯微組織,孔洞兩側有Au5Sn金屬間化合物層與GaAs背面的Au層、MoCu基板表面的Ni層結合。表明AuSn焊料在母材表面的潤濕性較好,孔洞不是由于焊料不潤濕母材形成的,而是因為摩擦焊接過程中有殘留氣體包裹在熔融焊料中,凝固后形成縮孔。
在GaAs芯片焊接過程中,應促進焊縫中的氣體排出減少焊接孔洞。增加摩擦次數可促進焊料潤濕母材,減少氣孔,但是摩擦次數過多會導致Au層溶解量增加,導致焊料提前凝固,繼續摩擦會損傷芯片。因此,需要合理設置焊接溫度、摩擦次數等參數,才能實現GaAs芯片的高成品率和高可靠共晶焊接。
3結束語
本文主要研究了AuSn焊料與GaAs功率芯片背面和MoCu基板表面鍍層的相互作用以及焊縫的凝固結晶過程。AuSn焊料在兩側母材表面的潤濕性較好,GaAs芯片背面的Au層部分溶解在AuSn焊料中,焊縫與GaAs芯片的結合主要通過Au層在AuSn焊料中的溶解實現;基板表面的Au層完全溶解在焊料中,焊縫與基板的結合通過焊縫與Ni層之間的元素擴散實現。基板表面的Au層主要起防止Ni層氧化的作用,焊縫與Ni層形成良好結合。焊縫由靠近兩側母材的ζ-Au5Sn金屬間化合物層和中間的Au-Sn共晶組織組成。焊接過程中需合理設置焊接溫度和摩擦次數,防止GaAs功率芯片背面的Au層過量溶解和焊縫氣孔殘留。
審核編輯:湯梓紅
-
芯片
+關注
關注
455文章
50816瀏覽量
423617 -
焊接
+關注
關注
38文章
3135瀏覽量
59762 -
GaAs
+關注
關注
2文章
510瀏覽量
22990 -
功率芯片
+關注
關注
0文章
98瀏覽量
15346
原文標題:微波GaAs功率芯片AuSn共晶焊接微觀組織結構研究
文章出處:【微信號:高可靠電子裝聯技術,微信公眾號:高可靠電子裝聯技術】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
AM08011039WM-SN-R GaAs MMIC功率放大器AMCOM
AM09012541WM-B-SN-R GaAs MMIC功率放大器AMCOM
射頻功放芯片設計工程師-(GAAS/SIGE)-廣州
怎么設計制作一種基于GaAs工藝的可變增益功率放大器單片微波集成電路?
國內首款量產的車規級共晶工藝封裝燈珠
微波功率模塊的焊接工藝有哪些詳細分析
真空共晶爐焊接的新視野:探索控制焊接氣氛的優勢

AuSn焊料低溫真空封裝工藝研究

TO型激光器多芯片共晶貼片工藝


真空焊接爐的焊料選擇之金錫共晶焊料





 工商網監
工商網監
評論