 功率模塊納米銀燒結技術研究進展
功率模塊納米銀燒結技術研究進展
摘 要
大功率器件工作時產熱量大,如果不能及時導出將嚴重降低互連層的性能,從而影響功率模塊性能 和可靠性。納米銀燒結技術可以實現低溫連接、高溫服役的要求,且具有優秀的導熱導電性能和高溫可靠性,已成為近幾年功率模塊封裝互連材料的研究熱點。歸納總結并對比分析了近年來關于納米銀燒結的研究,探討了影 響納米銀燒結接頭初始剪切強度的工藝參數以及高溫長期可靠性問題,評述了納米銀燒結的新技術和發展趨勢。
0 引言
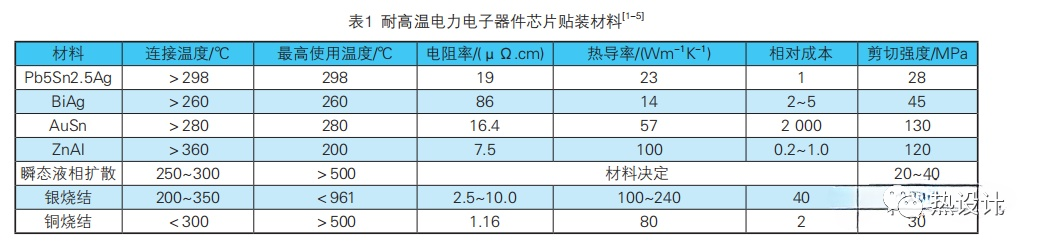
以SiC、GaN為主的寬禁帶半導體材料具有高 擊穿電場、高飽和電子速度、高熱導率、高電子密 度、高遷移率、可承受大功率等特點,非常適合 制作應用于高頻、高壓、高溫等應用場合的功率模 塊,且有助于電力電子系統的效率和功率密度的提升。功率密度的提高及器件小型化等因素使熱量的 及時導出成為保證功率器件性能及可靠性的關鍵。作為界面散熱的關鍵通道,功率模塊封裝結構中連 接層的高溫可靠性和散熱能力尤為重要。表1列出了 各種耐高溫互連材料的主要性能,可以發現納米銀 互連在使用溫度和接頭性能方面優勢突出。
納米銀燒結技術是一種利用納米銀膏在較低 的溫度下,加壓或不加壓實現的耐高溫封裝連接 技術,燒結溫度遠低于塊狀銀的熔點。納米銀膏中 有機成分在燒結過程中分解揮發,最終形成銀連接 層。納米銀燒結接頭可以滿足第三代半導體功率模 塊封裝互連低溫連接、高溫服役的要求,在功率器 件制造過程中已有大量應用。本文將對納米銀燒結技 術互連材料和工藝的研究進展進行綜述,為納米銀燒 結技術在功率器件和模塊中的研究與應用提供參考。
1 互連材料研究進展
1.1 銀顆粒尺寸與形狀對互連質量的影響
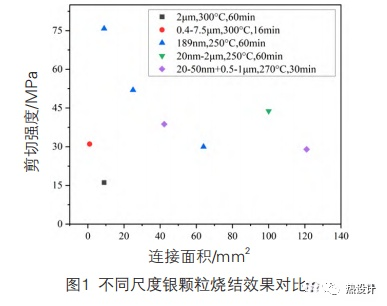
銀顆粒是銀燒結焊膏的主要材料,其粒徑和不 同粒徑配比會影響燒結后互連層性能。圖1為科研工 作者針對不同顆粒尺寸的銀燒結接頭在無壓燒結下 的剪切強度影響的研究。從圖中可以得出,微米 尺寸的銀顆粒燒結接頭需要通過較高的燒結溫度與 時間才能獲得較好的剪切強度,過高的燒結溫度與 時間會導致芯片損壞,而納米尺寸的銀顆粒燒結能夠實現更低溫度條件下的大面積鍵合。將納米銀顆 粒和微米銀或亞微米銀顆粒混合的復合焊膏具有明 顯的工藝優勢和優異的性能,有能力進一步應用于 下一代功率器件互連。
為解決納米銀膏燒結后燒結層塑性較差、應力 大、易產生裂紋等問題,Li等制備了由50 nm和 1 μm銀顆粒混合而成的高塑性因子復合焊膏,改善 了燒結層塑性。這是因為微米銀顆粒表現出穩定的 彈性變形和較大的塑性變形,而納米銀顆粒表現出 不連續變形,表現出輕微的滑移變形行為。
除了銀顆粒的尺寸,近年有研究發現其形狀也 會影響燒結后互連層性能。Wang等采用熱沖擊試 驗方法,研究了片狀銀和球形銀兩種不同形狀銀顆 粒在低溫無壓燒結條件下的長期可靠性。燒結后片 狀銀燒結接頭孔洞較大,熱沖擊后界面分層,剪切 強度迅速下降;而球形銀燒結接頭連接牢固,組織 致密,1 000次熱沖擊后仍有20 MPa以上的剪切強 度。這說明球形銀相比片狀銀具有更好的燒結質量 和可靠性。
1.2 復合顆粒對互連質量的影響
銀燒結漿料是常用的功率器件互連材料,然 而,納米銀燒結接頭孔隙率大,抗電遷移性能和潤 濕性較差,且高溫服役環境時,互連材料之間熱膨 脹系數和楊氏模量失配,層間熱應力較大。為改善 銀燒結的連接強度和高溫可靠性,近年出現嘗試使 用復合顆粒實現高質量互連的研究。
在納米銀焊膏內添加其他顆粒可以改善燒結接 頭的導熱和導電性能。Lu等使用Ag包覆SiC顆粒部 分替代納米銀顆粒,SiC顆粒質量分數為1.5%的樣品 在260 ℃無壓燒結20 min后,熱導率可達66 Wm-1K-1, 是不含SiC顆粒樣品的2倍以上。Yu等在納米銀顆 粒上化學鍍Sn,制備了Ag-Sn納米復合焊膏,與納米 銀焊膏相比,復合焊膏接頭的剪切強度顯著增強, 且具有更低的電阻率。
針對納米銀燒結接頭孔隙率大和潤濕性差的問 題,Yang等研究表明添加In可以顯著降低接頭孔隙 率,燒結接頭和基板之間的潤濕性顯著提高。這是 因為燒結接頭中的Ag-In IMC和Ag-In固溶體能抑制 孔隙粗化,防止高溫服役中Cu基板的氧化。
為改善銀燒結接頭高溫可靠性,Hu等將SiC顆 粒添加至納米銀焊膏中,當SiC添加量過大時,燒結 接頭產生了許多缺陷,嚴重惡化了燒結接頭的力學 性能。SiC添加量適當時,燒結接頭的高溫穩定性顯 著提高,接頭的力學性能略微下降。因為在熱時效 中,嵌入燒結接頭中的SiC顆粒可以將燒結Ag團聚體 固定在一起,維持了多孔Ag的原始形貌,抑制了Ag 晶粒生長和粗化。這樣即使在惡劣的環境下,燒結 Ag的粗化也可以限制在可接受的速率,并防止了孔洞和裂紋的產生。
使用熱膨脹系數與基板和芯片相近的焊膏可以 降低層間熱應力,使用低楊氏模量焊膏燒結可以形 成柔性互連層,避免互連層出現疲勞裂紋。因此可 以通過添加合適材料參數的顆粒調節互連層的熱膨 脹系數和楊氏模量,進而獲得高質量的燒結接頭。Schmitt等在燒結銀漿料中將10%的Ag顆粒替換為Ag 包覆Ni或Mo顆粒,降低了焊料層的熱膨脹系數和楊 氏模量,燒結接頭經過2 500次熱循環后沒有觀察到 可見的分層。
1.3 基板材料對互連質量的影響
對于大功率模塊,散熱和高溫可靠性是必須 解決的關鍵問題,陶瓷基板是功率模塊中常用的材 料,主要包括直接覆銅基板(DBC)、活性金屬釬 焊(AMB)和直接覆鋁基板(DBA)等。
DBC和AMB的金屬底板材料均為Cu,但制作工 藝與使用的陶瓷材料不同。DBC是將銅在高溫下與 陶瓷通過共晶鍵合的方式結合,使用的陶瓷材料主 要為成本較低的Al2O3,但Al2O3的熱導率較低且熱膨 脹系數較大,不適合長期高溫工作。AMB利用含少 量活性元素的活性金屬焊料實現Cu與陶瓷的連接, 使用的陶瓷材料為熱膨脹系數與SiC接近的Si3N4, Si3N4具有2.4倍于Al2O3的抗彎強度,在熱循環中不 易斷裂,大幅度提高了基板的熱性能。Won等將 1 200 V/200 A SiC MOSFET通過銀燒結連接到Si3N4 AMB基板上,獲得了經過1 000次熱時效和熱循環后 剪切強度為35 MPa以上的燒結接頭。
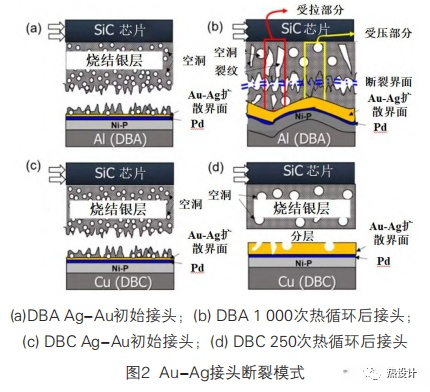
DBA的金屬底板材料Al具有高抗熱震性和 低的物理質量,更適合于高溫應用。Chen等在-50~250 ℃范圍內,通過熱沖擊測試評估了DBA 和DBC基板的熱循環壽命,DBA基板燒結接頭具有 更好的高溫可靠性,這與斷裂機制有關。圖2顯示 了在熱循環前后,鍍Au的DBA和DBC襯底上Ag燒 結體連接的界面演化和斷裂模式。在DBA上,初始 Ag-Au接頭擴散層與燒結銀層之間的弱界面結合線 發生斷裂,如圖2(a)所示;熱循環后在燒結銀層內部 發生斷裂,由于Al的變形,可能伴隨著水平裂紋,如 圖2(b)所示。DBC上初始Ag-Au結構斷裂模式與DBA 相似,如圖2(c)所示;經過250次熱循環后,界面發 生分層,如圖2(d)所示。
2 互連工藝研究進展
2.1 工藝條件對互連質量的影響
影響納米銀燒結的工藝參數主要包括燒結壓 力、燒結溫度、燒結時間、升溫速率和燒結氣氛。
燒結壓力可以為燒結提供驅動力,促進銀顆粒間的機械接觸、頸生長和銀漿料與金屬層間的相互 擴散反應,有助于消耗有機物排出氣體,使互連層 孔隙更少,從而形成穩定致密的銀燒結接頭。但由 于現有的設備技術原因,高燒結壓力難以實現自動 化生產,且過高的燒結壓力會造成芯片的損壞,從 而導致器件可靠性的下降。對于銀顆粒尺寸較小的 焊膏,銀燒結所需的驅動力較小,因此可以實現低 溫無壓燒結。然而,在無壓燒結工藝中燒結時間不 足時接頭孔隙率較大,在高于250 ℃下燒結至少需要 60 min才能形成牢固的連接接頭。
適當提高燒結溫度、高溫下的保溫時間和升 溫速率可以獲得更高強度的燒結接頭,納米銀顆粒 的燒結是由焊膏中有機物的蒸發控制的,更高的溫 度、保溫時間和升溫速率可以讓有機物蒸發更快, 獲得更好的燒結接頭。但過高的溫度、升溫速率和 過長的保溫時間會導致晶粒粗化,過大的升溫速率 會導致焊膏中有機物迅速蒸發,從而產生空洞和裂 紋等缺陷,影響連接強度和服役可靠性。
納米銀焊膏常用的燒結氣氛為空氣、氮氣和甲 酸。燒結氣氛中一定含量的氧可以激活焊膏中有機 物的降解,促進銀顆粒之間的連接和縮頸,從而有 利于剪切強度的提高。但燒結氣氛中的氧含量過高 時,Cu基板表面易生成氧化物。Kim等將SiC芯片 /納米銀漿料/Cu基板在空氣和氮氣中230 ℃燒結, 研究發現,在空氣中燒結時,納米銀接頭剪切強度 為3 MPa,燒結銀界面出現粘連破壞;在氮氣中燒結 可使納米銀接頭剪切強度提高到約9 MPa,斷裂界面 在燒結銀內部。ROH M H等對比了在N2和甲酸氣 氛下,在不同基材上無壓燒結(溫度300 ℃、持續 60 min)后的接頭剪切強度,N2和甲酸氣氛下Cu基 板接頭的剪切強度分別為10.4 MPa和11.2 MPa,這說 明甲酸氣氛可以用于減少銅表面的氧化物。
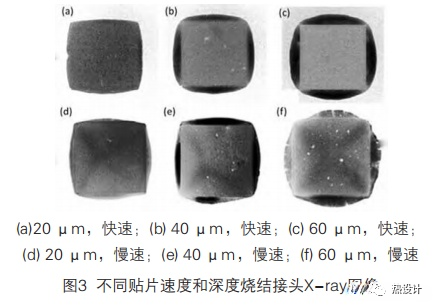
除了燒結時的工藝參數,貼片的工藝條件也會影響銀燒結的連接質量。Takemasa等]使用不同的芯 片貼裝速度和深度將Si芯片安裝到印刷銀漿料的Cu 基板后無壓燒結,研究了芯片貼裝速度和深度對銀 燒結接頭的影響。當貼片速度快時,銀膏層均勻, 空洞較少,如圖3(a)和圖3(b)所示,但當貼片深度 達60 μm時,部分銀膏被擠出,互連層殘余銀膏較 少,如圖3(c)所示。當貼片速度較慢時,X-ray難以 穿過銀密度較高的區域,芯片對角線上X-ray圖像變 暗,呈現出深色的十字,如圖3(d)~圖3(f)所示。隨著 貼片深度和空洞數量的增加,芯片周圍的銀膏體中 出現了許多裂紋。結果表明,更快的貼片速度和合 適的貼片深度有利于提高銀燒結的連接質量。
此外在40~175 ℃、500 h的熱循環試驗中評估 了不同芯片貼裝速度和深度銀燒結接頭的高溫可靠 性。當芯片貼裝速度較慢時,經過熱循環后芯片邊 緣區域出現裂紋擴展,導致剪切強度迅速下降。當 芯片貼裝速度較快時,燒結接頭表現出良好的高溫 可靠性。
由此可得,盡管不同樣品的燒結工藝相同, 但芯片貼裝條件不同,燒結接頭可靠性存在顯著差 異,選取合適工藝條件與參數是實現高質量銀燒結 接頭的關鍵。
2.2 金屬化層對互連質量的影響
銀燒結互連質量取決于燒結過程中原子間擴散 產生的界面連接,通常采用基板表面金屬化提高連 接質量,不同金屬化層基板的燒結質量有所差異。Chen等[25]研究了Au、Ag和Ni金屬化的銀燒結連接結 構的高溫可靠性,時效1 000 h后,Au、Ni金屬化接 頭的芯片剪切強度僅為初始的一半左右,Ag金屬化 接頭具有最好的高溫可靠性。
Ag是在銀燒結中常用的鍍層,由于銀焊膏和鍍 Ag層的化學性質和晶格常數相同,因此在燒結過程 中銀焊膏更容易與鍍Ag層結合,能夠獲得較大的剪 切強度,在熱時效過程中發生多次再燒結,燒結界 面連接率變化不大,具有良好的高溫可靠性。
Ni是常用的低成本鍍層,具有較低的擴散率和反應速率,通常在DBC基板上作為阻擋層減緩原子 間相互擴散,幾乎可以忽略金屬間化合物的形成問 題,故在Ni金屬化基板上實現銀燒結連接具有重要 意義,然而Ni在高溫下易氧化,使得接頭在高溫服 役時剪切強度迅速下降。Wang等研究了一種在空 氣中無壓燒結銀鍵合Ni金屬化基板的互連方法,將 納米銀顆粒、亞微米銀顆粒和微米銀顆粒混合燒結 獲得了40 MPa以上的剪切強度。這種強結合是因為 三模態銀顆粒緊密堆積,Ag-Ni界面處有足夠的金屬鍵,有助于有機物的分解和氣體的排出,有效防止 了Ni的氧化。
與其他金屬化層相比,Au的高溫可靠性較低 且價格較高,但在電極、Si/SiC晶圓和印刷電路板 (PCB)等電子器件中,Au表面處理可以使PCB不 受環境溫度和濕度的影響,在多次回流中具有優異 的抗氧化性能,Au金屬化是芯片背面和基板的不可 避免的選擇。因此,在高溫應用中實現銀燒結連接 功率模塊的Au表面加工基板引起了廣泛研究,當前 研究主要有兩種提高銀燒結在Au表面加工基板上的連接質量的方法。
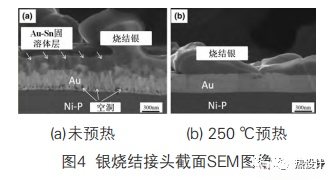
第一種方法是在燒結前對Au表面進行預熱處 理。研究表明,與未進行預熱的Au金屬化組織相 比,在250 ℃預熱后燒結接頭剪切強度從15 MPa提 高到25 MPa。這是因為預熱處理改善了Ni/Au鍍層的 微觀結構。圖4為Au層未預熱和250 ℃預熱銀燒結接 頭界面的掃描電鏡(SEM)圖像,在未預熱時,Au 層擴散至燒結銀時產生單向拉應力,導致Au與Ni的 界面處形成大量空洞,在燒結過程中形成Ag-Au固 溶體。在250 ℃預熱后,Au和Ni層界面處未出現空 洞,Ag-Au固溶體未形成,Au層與燒結銀之間的界 面結合良好,由于Cu基板、Ni鍍層和Au鍍層之間熱 膨脹系數存在差異,在預熱過程中產生壓縮應力導 致晶粒缺陷消失。但預熱溫度過高時,Ni擴散至Au 表面生成粗糙的NiO層,阻礙了Au和Ag的結合,導致剪切強度下降。
第二種方法是增加基板上Au層的初始厚度。Zhang等[28]對比了不同厚度Au層上銀燒結的結合強 度,Au層厚度從0.3 μm增加到0.8 μm時,剪切強度 由14.9 MPa上升至30.6 MPa。這是因為較厚的Au層通 常具有較大的Au晶粒,從而具有較少的晶界擴散,在界面處可以形成牢固的結合。
2.3 銀應力遷移鍵合
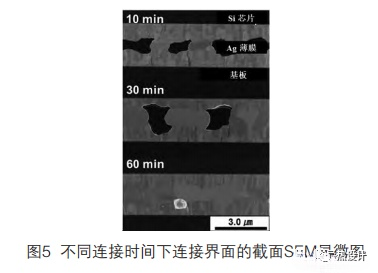
Oh C等提出了一種銀應力遷移鍵合的互連方 法:在基板和芯片上濺射一層Ag薄膜后在250 ℃左右 的溫度下燒結,由于熱膨脹系數失配產生了殘余應 力,Ag薄膜中銀原子在應力梯度驅動下遷移,銀原 子的擴散導致Ag薄膜上形成小丘。隨著燒結時間的增 加,小丘長大導致異常Ag晶粒生長,使結合界面面積 增大,從而實現Ag膜之間的固相結合,如圖5所示。
已有研究表明,形成小丘應力是實現銀應力遷 移鍵合的驅動力,因此可以通過選用合適的互連材 料實現高強度、長壽命、穩定的銀應力遷移鍵合。然而,大應力遷移是孔洞的來源,Kunimune T等[30] 在Ag薄膜和基板之間插入熱膨脹系數介于基板和Ag 薄膜之間的Pt金屬層,松弛了薄膜應力,從而減少應 力遷移,也作為擴散屏障防止基底界面的過度孔洞生長和聚集。
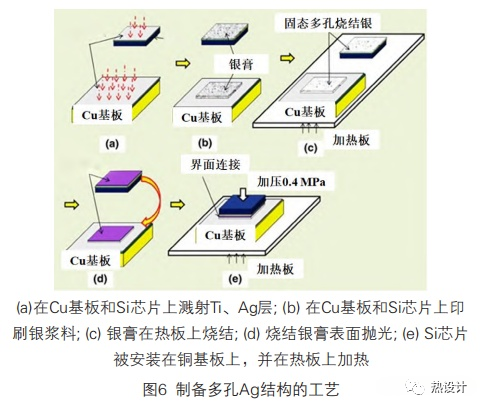
Chen等研究證實,固體多孔銀結構也可以為 應力遷移機制提供驅動力,利用銀的多孔結構來實 現界面結合與山丘生長。與燒結銀膏和銀應力遷移 鍵合不同的是,固體多孔銀的厚度可以控制且不受 限制,且具有更大的鍵合面積。圖6為制備固體多孔 銀結構的工藝流程,制備所得的兩個固體多孔銀結 構之間的界面實現了結合。
固體多孔銀結構已成功應用于大面積鍵合,15 mm× 15 mm的Si芯片在300 ℃燒結得到的剪切強度大于30 MPa, 與應力遷移鍵合技術中得到的剪切強度值相當,且顯 著強于傳統Sn-Pb焊料,電阻率約為7 μΩ·cm,為 無鉛合金焊料的一半。具有較厚連接層的固態多孔 銀降低了功率模塊中的熱應力,從而提高了結構可靠性。
3 總結與展望
使用第三代半導體材料制作的功率模塊適合于 高頻、高壓、高溫等應用場合,這對封裝互連技術 提出了挑戰。納米銀燒結技術滿足第三代半導體功 率模塊低溫連接,高溫服役的要求,實現了大面積 封裝的可靠互連。本文探討了納米銀燒結接頭初始 剪切強度的影響因素以及長期高溫可靠性問題,基 于納米銀燒結技術存在的一系列問題,未來的研究 方向有幾個方面:
1)可以通過更換基板焊料層組配降低熱應力, 摻雜其他顆粒改善燒結接頭孔隙率大、潤濕性差和 高溫可靠性差等問題,但關于改善接頭抗電遷移性 能的研究較少。
2)無壓燒結工藝可以獲得良好連接的燒結接 頭,但獲得孔隙率合格的燒結接頭所需燒結時間較 長,不利于工業應用,應研發短時間低溫無壓燒結 工藝。
3)由于不同應用環境需要,芯片背面和基板表 面通常需做金屬化層,部分金屬化層表面銀燒結存 在連接強度較低和高溫可靠性較差的問題,應改善 金屬化層表面銀燒結質量。
4)研發具有優秀散熱能力的封裝結構,固晶結 構中焊料層應具有良好的高溫可靠性,提高功率模 塊的使用壽命。
-
芯片
+關注
關注
456文章
50919瀏覽量
424583 -
半導體材料
+關注
關注
11文章
545瀏覽量
29605 -
SiC
+關注
關注
29文章
2837瀏覽量
62711 -
功率模塊
+關注
關注
10文章
468瀏覽量
45131
原文標題:功率模塊納米銀燒結技術研究進展
文章出處:【微信號:汽車半導體情報局,微信公眾號:汽車半導體情報局】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
納米銀將引發可彎曲屏革命!
新型銅互連方法—電化學機械拋光技術研究進展
日本研究員將納米銀顆粒技術用于觸摸面板傳感器
請問微波燒結技術研究發展到了什么程度?
Metal Mesh印刷用納米銀漿的特點和應用
銀燒結技術在功率模塊封裝中的應用
燒結銀sinter paste燒結機理

AlwayStone AS9375是一款使用了銀燒結技術的無壓納米銀

量子計算關鍵技術研究進展

功率器件封裝新突破:納米銅燒結連接技術







 工商網監
工商網監
評論