 認識激光增材工藝——激光熔覆
認識激光增材工藝——激光熔覆
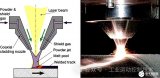
激光熔覆是激光增材加工的一種工藝,被熔覆的零件基體表面上再粘合一層選擇好的涂層材料,與基體成冶金結合的表面涂層,從而達到顯著改善基層表面的耐腐蝕、耐磨損、耐高溫、抗氧化及部分電氣特性的工藝方法。同時也對工件表面改性或修復的目的,是為了既滿足對材料表面特定性能的要求,又節約大量的貴重元素的不必要消耗。
當前激光熔覆的使用情況,其主要應用于幾個方面:對材料的表面改性,如軋輥、燃汽輪機葉片、軋輥、齒輪等,用以增加其使用性能;產品的表面修復,如轉子、鉆頭等,據統計其修復費用不到重新投產的價值的20%,而且縮短了時間,解決了大型企業重大成套設備連續可靠運行所必須解決的關鍵部件快速搶修難題。另外通過激光熔覆技術在模具的表面覆著一層超耐磨抗腐蝕合金,更大提高了零件的使用壽命。
目前應用廣泛的激光熔覆材料主要有:鎳基、鈷基、鐵基合金、碳化鎢復合材料等。其中,又以鎳基材料應用最多,與鈷基材料相比,其價格便宜。與傳統的堆焊、 電鍍、噴涂和氣相沉積技術相比,激光熔覆技術具有如下幾個優點。
1、冷卻速度快,快速凝固過程,使工件容易得到細結晶組織或產生平衡態所無法得到的非穩態、非晶態等新相。
2、 涂層稀釋率低,與被加工件基體形成牢固的冶金結合或界面擴散結合,通過對激光工藝功率、光斑大小及焦距等參數的調整,可以獲得良好的涂層,并且成分和稀釋度均可控。
3、 熱畸變較小,采用高功率密度快速熔覆時,變形可控制降低到零件的裝配公差內,如果在熔覆之后,再經過激光表面強化工藝的,去除內部應力后和降低脆性,那效果是最好的。
4、 粉末選擇幾乎沒有任何限制,可以按照工藝要求使用任意種類配比的粉末材料,尤其是在低熔點金屬表面熔敷高熔點合金。
5、 能進行選區熔覆,使得材料消耗減少,提高性能的經濟性比。
6、激光光束可以對難以接近的區域進行熔覆,主要保證光斑及粉末可以照射到該區域即可。
7、熔覆層的厚度范圍大,可以對同一部位進行往復重復熔覆。
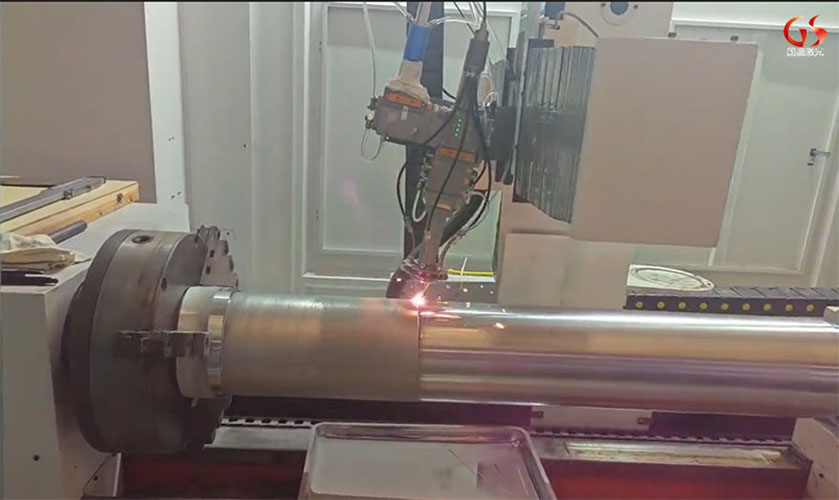
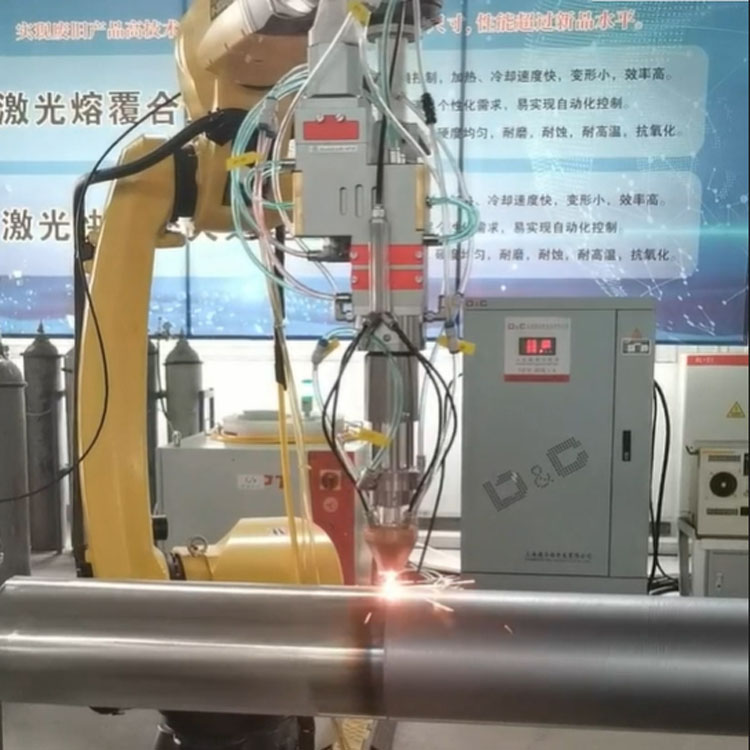
零件損壞在使用的過程中,特別是傳動軸類,被磨損的位置不定性太多了,在軸承位,在外露位置等,即使是常磨損或被腐蝕過的,也只是極少數產品之間的相同部位, 而且很多部位表面會可能是非圓直線,這就需要加工頭在一套熔覆動作中需要根據要求以很多不同的姿態進行工作,傳統直線傳動機床很難實現的情況下,會使用上機器人,其機械手臂在很多動作上可以模擬人的手臂進行動作,就可以滿足到此類的非圓直線特征的零件熔覆了,而傳統的還是以車床,特別是數控車床作為熔覆時的運動載體比較多。
熔覆工藝,目前用得最多的是船舶行業,礦工機械設備等大型運動類的關鍵零件生產或維修。在我國的沿海城市和陜西、山西、云南等礦工設備省份。達方制冷對此類熔覆設備的配套,都是直接在設備廠居多,激光采用的都是多模光纖激光,每個零件的熔覆時間在幾個小時至幾天不等。所以對冷水機的制冷能力也是一種考驗。
-
激光
+關注
關注
19文章
3203瀏覽量
64486 -
工藝
+關注
關注
4文章
593瀏覽量
28799 -
材料
+關注
關注
3文章
1229瀏覽量
27296
發布評論請先 登錄
相關推薦

前段體高速激光熔覆修復加工





內孔激光熔覆修復原理及應用

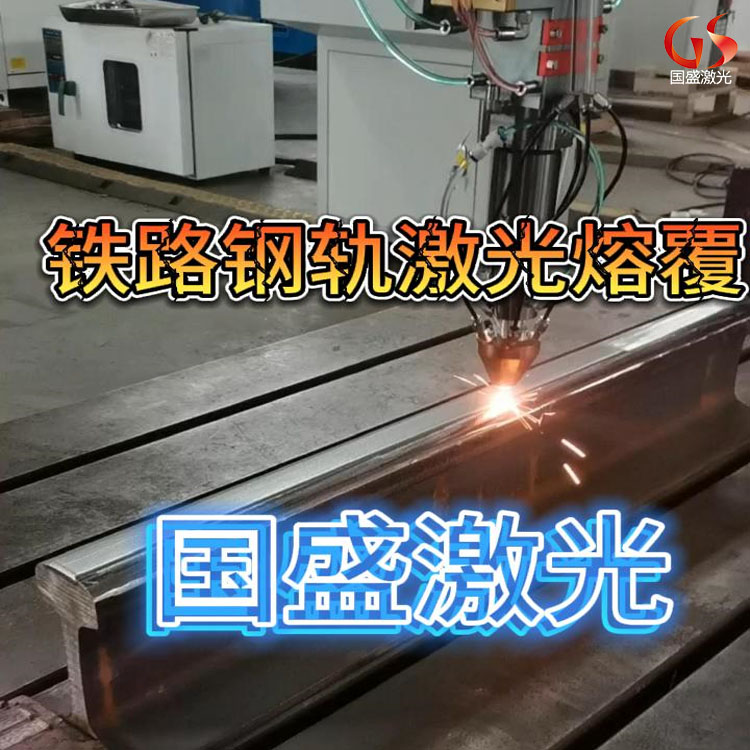
激光熔覆技術在鐵路鋼軌修復中的應用優勢及注意事項






 工商網監
工商網監
評論