 適合攝像頭OIS模組焊接的激光噴錫焊接設備
適合攝像頭OIS模組焊接的激光噴錫焊接設備
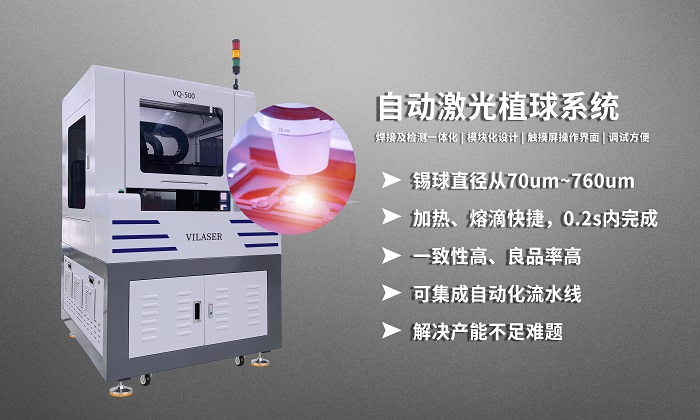
隨著攝像頭模組防抖ois功能的實現,同時也不斷的向現有的加工制造技術提出挑戰,攝像OIS模組焊接的生產制造全流程幾乎都需要升級與改造。焊點之間的距離越來越小,焊點越來越多,對于溫度更為敏感以及焊接過程中的飛濺殘留問題等問題變得越發尖銳,由此對生產線的精度、生產廠房的潔凈度以及設計精密性要求等將更加嚴格,精密度也要求的更高。因此攝像頭OIS模組行業開啟了新輪工藝制造升級,采用了新型激光噴錫焊接技術。
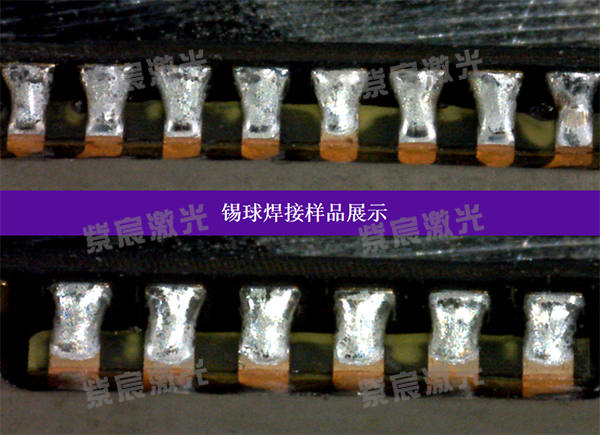
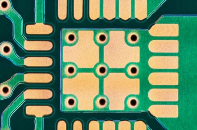
目前常見的OIS模組焊接基本是一側6pin,另一側8pin,共14pin需要焊接。因為廠家的不同,pin及pad的尺寸大小可能不同、 pin與pad所用的材料及處理方式可能不同,如有些焊盤上加的有錫,而有的則沒有。較多廠家的模組的pin與pad都是鍍金處理。
適合OIS模組激光焊接的結構
對于激光焊接,對模組的要求主要集中在以下幾個方面:
pad與pin之間的間隙不大于0.2mm。此間隙越小越好,且一致性要好。
pad與pin的表面所用材料鍍金、鍍銅,不能是不銹鋼鍍錫。
pad不需要加錫處理。
同一側的pin、pad的尺寸盡量保持一致,適合一次性焊接。
pad的寬度不小于0.4mm,pin的寬度不小于0.3mm。
pad與pad、pin與pin與其之間的塑料表層的顏色盡量分明。因為自動化焊接時要靠視覺定位,顏色分明更易于特征點的抓取。
pad、pin上無黑膠及其它影響特征點抓取或焊接的雜物。
審核編輯:湯梓紅
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
攝像頭
+關注
關注
60文章
4841瀏覽量
95691 -
激光焊接
+關注
關注
3文章
488瀏覽量
21038 -
焊接設備
+關注
關注
2文章
36瀏覽量
8245
發布評論請先 登錄
相關推薦
多型號電池蓋帽焊接激光焊接機,電池鎳片激光焊接機
公司研發的電池蓋帽與極耳焊接的全自動激光焊接機130+7094+*0762=店化號,是針對18650電池極耳焊接在電池蓋帽上的一款全自動激光
焊接設備維護技巧
眾所周知,持續穩定高效的焊接離不開穩定可靠的焊接設備。然而,即使質量再高的焊接設備,出廠后不加維護其使用壽命也會大打折扣。尤其在現場環境惡劣、焊工粗暴使用的情況下,焊接設備的“抗衰”必
激光焊接:CCM攝像頭模組精密制造的核心
本文深入探討了激光錫焊技術在CCM攝像頭模組制造中的應用及其對提升成像品質的重要性。隨著社交媒體和移動設備的普及,高清


如何集成激光焊縫跟蹤系統與現有焊接設備
系統與現有焊接設備。 1. 現有焊接設備評估 在集成焊縫跟蹤系統之前,首先對現有的焊接設備進行全面評估。確定焊接設備型號、系統版本、控制器和通信接口等等。了解現有


大研智造激光錫球焊接:革新PCBA焊接技術
大研智造激光錫球焊接技術,以其精準、高效、靈活的特點,為PCBA焊接領域提供了一種超越傳統技術的焊接解決方案,滿足現代電子制造業對

FPC焊接PCB:錫絲 vs 錫膏激光焊接該如何選擇?
在FPC(柔性印刷電路板)焊接到PCB(印刷電路板)的過程中,選擇適合的焊接材料和技術至關重要。其中,激光錫絲和
手持激光焊接設備廠商哪家值得選擇?
【標題:手持激光焊接設備廠商哪家值得選擇?】 在眾多焊接設備廠商中,我們的哪家值得選擇?首先,我們要了解,手持激光焊接設備是一種高效、高精度

教學精密激光焊接設備的有哪些優勢
教學精密激光焊接設備是一種高精度的焊接設備,激光束質量好,激光器聚焦后功率高,焦斑孔徑小,光束質量高,無發散角和方向性好,可獲得高精度的焊縫

激光焊接設備型號,應用,及常見功率
? 1 ,激光焊接設備有多種型號。 2 ,這是因為不同的焊接需求和材料特性會決定選擇不同型號的設備。 例如,對于精密焊接需求,可以選擇
激光焊接設備特點有哪些?
、激光焊接具有快速、高度精確、變形小的特點。 2、可在常溫或特殊環境下進行,并且容易安裝激光焊接設備。例如,當激光經過電磁場時,光束不會發生





 工商網監
工商網監
評論