 無鉛BGA混裝焊接工藝質量控制方案
無鉛BGA混裝焊接工藝質量控制方案
正文
無鉛BGA混裝焊接工藝質量控制
1. PCB熱分布設計,為了減少焊接過程中印制電路板表面的溫升,應仔細考慮散熱設計,元器件及銅箔分布應均勻,優化印制電路板的布局。
2.橢圓形焊盤可以減少焊后焊盤露銅現象。
3.過渡階段BGA、CSP采用SMD焊盤設計有利于排氣、減少“空洞”。 BGA、CSP焊盤設計按照阻焊方法的不同可分為SMD和NSMD兩種類型。
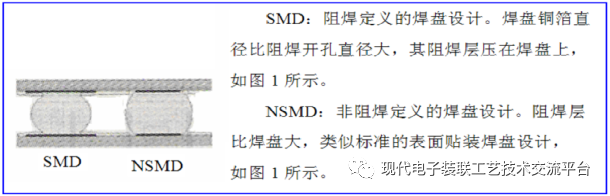
圖1:SMD和NSMD焊盤設計
由于無鉛焊料的表面張力大,焊接時氣體不容易排出,尤其當無鉛工藝碰到有鉛BGA時,采用傳統的NSMD設計,在焊盤與阻焊之間的氣體不容易排出,更容易產生空洞。 因此,過渡階段BGA、CSP采用SMD焊盤設計有利于排氣、減少“空洞”。如圖2所示。
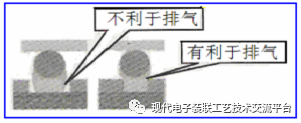
圖2:SMD焊盤設計有利于排氣
4.過渡時期雙面焊(A面再流焊,B面波峰焊)時, A面的大元件及通孔元件波峰焊的焊盤也可采用SMD焊盤設計,可減輕焊點起翹和焊盤剝離現象。
5.通孔元件插裝孔的孔徑需要適當大一些,有利于增加插裝孔中焊料的填充高度。
6.為了減少氣孔, BGA、CSP焊盤上的過渡孔應采用盲孔技術,并要求于焊盤表面齊平。
7.提倡環保設計。
8.導通孔填充 導通孔填充、覆蓋、注液屏蔽和堵塞是一種工藝,這些工藝是用阻焊掩膜來覆蓋或填充導通孔。 當BGA底部裸露導通孔的PCB要進行波峰焊接,所有的BGA都應對導通孔進行覆蓋或者屏蔽。
9.器件貼裝和間隙 應給BGA周邊留出足夠的間隙(3mm~5mm),以便于返工操作。在使用臺階式模板沉積焊膏和使用熱風返工時間隙可采用高端(5mm),特別是BGA。 然而,如果使用二極管激光系統進行返工的話,可將間距降低到0.5mm~1.00mm,因為激光不會影響到相鄰器件。
二.物流控制管理和環保標識控制
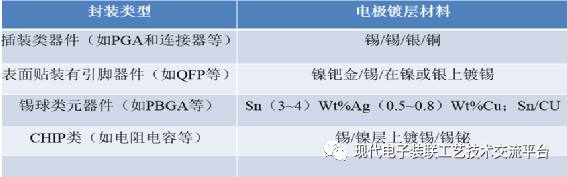
過渡時期企業必須加強無鉛生產物料管理,從無鉛元器件、印制電路板、工藝材料的標識、儲存、在線控制直到無鉛成品發運等方面認真考慮實物流動的管理,建立無鉛物料管理制度與措施;加強對全線人員進行培訓,并且在過渡時期按照正確的工藝方法進行裝配焊接。 除錫鉛鍍層外,無鉛元器件電極和鍍層要求可參考 IPC-AJ-820、EIA/IS-47,表1是常見的無鉛元器件引腳/端子表面鍍層處理方法。
表1
三.有鉛/無鉛元器件有鉛焊接工藝
1.基本原則
有鉛元器件和無鉛元器件混合組裝焊接的基本原則是使用Sn63Pb37、Sn60Pb40和Sn62Pb36Ag2等有鉛焊料以及表面涂覆為鉛錫合金或電鍍鎳金的PCB板,通過適當提高傳統有鉛焊料焊接峰值溫度和較長的液相保持時間(推薦混裝焊接溫度較有鉛焊料焊接溫度提升10℃左右),實現對有鉛元器件和無鉛元器件的可靠焊接。
(1)無鉛PBGA、CSP,一般情況可以通過適當提高焊接溫度,正確設置再流焊接溫度解決,使器件一側的焊球合金充分熔化,在焊球與器件的焊盤之間形成良好的電氣與機械連接。
(2)可以將無鉛焊球去除,重新植Sn-Pb焊球。但建議一定要對無鉛器件逆向轉換為含鉛器件的工藝、可靠性與可行性進行研究。對轉換工藝和可靠性進行立項研究,并制定轉換規范,確保轉換后的可靠性。
(3)鍍Sn焊端的有引腳和無引腳無鉛元件,Sn與Sn-Pb焊料焊接時是兼容的;鍍Sn焊端的錫須問題,通過對組裝板的“三防”工藝來解決;軍品的PCBA,絕大部分企業除微波電路模塊外全部需要而且能夠進行三防工藝。
(4)要特別警惕混入鍍Sn-Bi元件,對于鍍Sn-Bi元件應有明確標志。
(5)如果有Sn-Bi元件,可以采用Sn-Ag-Cu焊料手工焊接(必須設立無鉛手工焊接的專用工位,專用工具,并做標識)。
2.無鉛元器件
(1)元器件的選擇
1)盡量選擇有鉛元器件;
2)鍍Sn焊端的有引腳的或無引腳無鉛元器件,Sn和Sn-Pb式相容的;鍍Sn焊端的錫須問題,可以通過對PCBA的三防工藝來解決;要特別警惕混入鍍Sn-Bi元器件。
(2)可焊性鍍層材料及厚度
1)典型無鉛元器件電極鍍層材料見表1。
2)元器件焊端表面鍍層的要求
①抗氧化
②耐高溫:無鉛元器件耐高溫極限應為245℃-260℃
③與焊料生成良好的界面合金。
④鍍錫焊端,應采用先鍍一層厚度為1μm以上的Ni,然后再鍍2μm~3μm厚的Sn
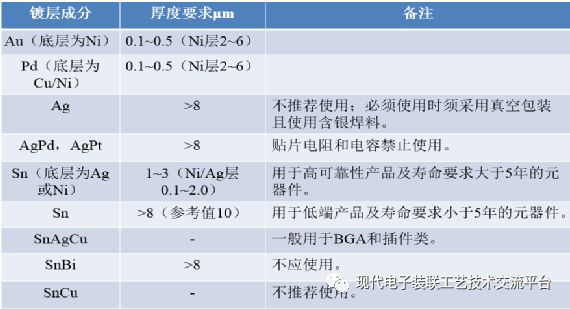
⑤器件焊端具有良好的可焊性。 常用的無鉛元器件焊端表面鍍層如表2所示。
表2 常見無鉛元器件焊端表面鍍層
3.混裝印制電路板
(1)混裝印制電路板基材要求,有鉛元器件和無鉛元器件混裝PCB基板材料主要根據電子產品的性能指標、使用環境、焊接溫度來選擇。
1)焊接溫度240℃以下的產品,采用FR4環氧玻璃纖維基板;
2)焊接溫度240℃~250℃的產品,可選擇高Tg為150℃~170℃的FR-4;3)高可靠及厚板,焊接溫度250℃以上的產品,采用FR-5;
4)使用環境溫度較高或撓性電路板采用聚酰亞胺玻璃纖維基板;
5)對于散熱要求高的高可靠電路板采用金屬基板;
6)對于高頻電路則需要采用聚四氟乙烯玻璃纖維基板。(
(2)混裝印制電路板焊盤表面鍍(涂)層,應選擇可焊性符合GJB362B要求的印制電路板表面鍍層,同時應考慮成本、儲存條件等因素。高可靠軍用電子設備推薦采用Pb-Sn熱風整平(HASL)鍍層。 如果產品對于焊盤的平整度有較高的要求,推薦采用電鍍Ni/Au鍍層。高密度組裝建議采用電鍍 Ni/Au 鍍層,備選Pb-Sn 熱風整平(HASL)鍍(涂)層。 有些軍品PCB表面鍍層的設計中為了滿足兩次回流焊的需求,避免二次回流焊時,第一次焊接的元器件掉件,采用“溫度階梯焊”工藝,即PCB的A面熱風整平Pb-Sn合金鍍層,而在B面涂覆無鉛焊料,這是不可取的;掉件問題可以通過PCB布局設計解決,也可以通過其它工藝方法解決。
1)設計方法 采用雙面再流焊的混裝時,印制電路板設計應將大元器件布放在A面,小元器件在B面。

圖3:器件在B面
放置在B面的元器件應遵循以下原則:元器件(Dg)/焊盤面積<30g/in2 式中: Dg—元件質量; P—該元件焊盤總面積。雙面再流焊工藝一般先焊B面,然后再焊A面,如果輔B面的元器件質量過重,二次回流時可能落在再流焊爐中。 當質量/面積比(Dg/P)小于30g/in2時雙面再流焊二次回流,元器件也不會掉下來。
2)工藝方法
①第二次再流焊時將再流焊爐上/下溫區設置一定的溫度差,一般爐子底部溫度低于頂部溫度20℃~30℃。
②采用膠粘劑:B面的SMD/SMC經過兩次再流焊。當A面焊接時,B面向下,已經焊在B面的元器件在A面再流焊時,其焊料會再熔融,而且較大的元器件在傳送帶輕微振動時回發生偏移,甚至脫落,所以涂覆焊膏前還需用膠粘劑固定。用于錫焊的Au鍍層厚度不超過0.15μm。對于用于錫焊的PCB上鍍Au鍍層厚度,國內外的標準有所差異:
IPC-2252-2002為0.25μm ~0.8μm;
GJB4057-2000為0.8μm;
GJB362B-2009為0.46μm;
QJ831B-2011為0.45μm;
QJ3103A-2011為0.45μm;
用于錫焊的Au鍍層厚度不超過0.15μm來自IEC 61191-1-1998和GB/T19247.1-2003《印制板組裝 第1部分:通用規范 采用表面安裝和相關組裝技術的電子和電氣焊接組裝的要求》規定:為符合為了使焊料在金鍍層上脆裂最小,任何焊點上的金總體積不應超過現有焊料體積的1.4%(即質量的3%)的要求,薄層鍍金的鍍層厚度不應超過0.15μm。
(3)印制電路板的設計制作、驗收和存放要求
1)一般印制電路板的設計應符合GB4588.3 的規定。
2)印制電路板的儲存環境溫度為10℃ ~35℃,相對濕度不大于70%,避免酸、堿有害氣體。
3)印制電路板的驗收標準應符合GJB4896、QJ831B和GJB362B。可根據產品的性質選擇相應的驗收標準。
4.有鉛和無鉛表面組裝器件混裝對焊料/焊膏和助焊劑的要求
(1)焊膏
1)焊膏選擇,焊膏性能應符合GB/T 3131的規定。選用焊膏時,主要根據產品的用途、PCB板的組裝密度、PCB板和元器件的存放時間及表面氧化程度、生產線工藝條件等實際情況來選用焊膏。 應驗證焊膏的合金粉末的組成、純度及含氧量、金屬比重、顆粒形狀和尺寸、均勻度,助焊劑的成分與性質、粘性、塌陷、流動性、溶劑揮發性等關鍵特性,以確定其適用性和質量穩定性。
2)焊膏選擇時注意因素:
①根據產品的用途,高可靠性產品需要高質量的焊膏。
②根據PCB板和元器件的存放時間及表面氧化程度決定焊膏的活性。
a)一般用RMA級;
b)高可靠性產品、航天和軍工產品可用R級;
③根據組裝工藝、印制板、元器件的具體情況選擇合適的焊膏合金成分 a)焊膏合金成分:使用Sn63Pb37、Sn60Pb40和Sn62Pb36Ag2焊膏,鍍鉛錫印制板推薦使用Sn63Pb37焊膏;
b)引腳可焊性較差的元器件、要求焊點質量高的印制板采用Sn62Pb36Ag2焊膏;推薦使用Sn63Pb37松香型免清洗焊膏。
④根據PCBA對清潔度的要求選擇焊膏,注意焊膏中助焊劑的組成和特性,高可靠性產品、航天和軍工產品可選用水清洗或溶劑清洗焊膏;
⑤根據PCB板的組裝密度選擇合金粉末顆粒度,焊膏的粒度一般控制在25μm~45μm,用于細間距器件的焊膏粒度應更細;
表3

⑥根據施加焊膏的工藝及組裝密度選擇焊膏的黏度;
⑦焊膏熔點:焊膏熔點應滿足相關產品組裝與焊接要求;
⑧焊膏的粘度、金屬含量及粒度根據表面組裝元件的不同要求由工藝決定,并在裝配工藝卡上明確表示;
⑨焊膏中助焊劑的組成和特性;
⑩焊膏的合金粉末的粒度及尺寸。
3)焊膏詳細要求
①氧化物含量 焊膏中焊料的氧化物含量應低于0.15%。
②顆粒形狀 選用球狀或接近球狀顆粒的焊膏。
③焊膏粘度
a)針管滴膏的焊膏粘度為150 Pa.s ~300 Pa.s;
b)模板印刷的焊膏粘度普通器件為 500 Pa.s~900Pa.s,小于0.5 mm細間距器件為700 Pa.s ~1300Pa.s。
④焊膏金屬含量
a)針管滴膏的焊膏金屬含量為80%~85%。
b)模板印刷的焊膏金屬含量為 85%~92%。
⑤焊膏粒度
a)常用焊膏粒度為200目~325目。
b)焊接微小型元件,例如01005元件時,由于對應的焊盤尺寸較小,鋼網開孔更加細密,使用的焊膏粒度應為20~38μm(4號焊膏)以上,例如粒度為15~25μm的4.5號焊膏或5號焊膏。
c)小于0.5 mm細間距器件的表面安裝,可選用金屬粉末的粒度為325目~500目的焊膏,但最小的粒度應大于10μm。
⑥焊膏包裝外必須有供應商的標識、品牌、型號、批次、有效期,供應商必須提供每個批次焊膏的合格證和檢測報告,檢測結果必須符合SJ/T 11186錫鉛膏狀焊料通用規范和J-STD-005 焊膏要求。
(2)手工焊用焊料選擇,推薦選擇Sn63Pb37松香型免清洗焊錫絲;根據焊點大小(組裝密度)選擇焊絲的直徑,焊接通孔元件時焊錫絲的直徑略小于焊盤寬度的1/2(焊錫絲的直徑一般為0.8mm~1.2mm。焊接表面貼裝元器件時一般選擇直徑0.5mm或更細的焊錫絲。
(3)波峰焊用焊料選擇,推薦選擇Sn63/Pb37焊料;
(4)助焊劑的選擇,要求助焊劑具有一定的化學活性、良好的潤濕性,對焊料的擴展具有促進作用,留存于基板的焊劑殘余物對基板無腐蝕性,具有良好的清洗性,氯的含有量在規定的范圍內。
波峰焊推薦使用中等活性的免清洗助焊劑,手工焊焊錫絲內焊劑推薦使用中等活性免清洗助焊劑或者中等活性松香焊劑,返修推薦使用中等活性松香焊劑。
1)外觀 助焊劑的外觀應均勻一致、透明,無沉淀物及渾濁、分層現象,無異物;助焊劑不應散發具有有毒、有害或有強刺激性氣味的氣體和較濃的煙霧。在有效保存期內,其顏色不應發生變化。
2)對助焊劑的物理化學特性的要求 符合GB/T 9491 錫焊用液態焊劑(松香基)的要求。
①化學活性滿足應用要求(能有效除去母材金屬和釬料表面的氧化膜);化學反應迅速;
②熔點比焊料料低,在釬料熔化之前阻焊劑應先熔化,以充分發揮助焊作用;
③表面張力比焊料小,潤濕擴展速度比熔融焊料快,擴展率不小于90%;
④黏度和密度比釬料小; 黏度和比重比熔融焊料小容易被置換。 助焊劑的比重可以用溶劑來稀釋,密度在23℃時應為0.8 g ~0.95g/cm3。
⑤焊接時不產生焊珠飛濺,也不應產生有害氣體或刺激氣味;
⑥焊后殘留物少,應無粘性,不沾手且不應有侵蝕性、吸濕性和高導電率,表面的白色粉末易于清洗去除;
⑦焊接后不沾手,焊點不拉尖;
⑧熱穩定性好;在常溫下儲存穩定。
⑨使用免清洗焊劑時,焊劑的固體含量一般不大于5%(超低固體不大于2%),不含鹵素,助焊劑擴展率不小于80%。
四.有鉛焊料和無鉛元器件的混裝再流焊接
1.焊膏印刷與元器件安裝 焊膏印刷與元器件安裝同有鉛焊接工藝。
2.混裝再流焊接設備要求 混裝再流焊應選擇5溫區以上熱風真空再流焊機或汽相真空再流焊機,要求如下:
1)再流區不少于3個;
2)上下加熱區都能獨立控溫,各溫區溫度控制精度±1℃;
3)傳送帶橫向溫差小于±2℃;
4)冷卻速率為3℃/ s ~6℃/ s;
5)具有助焊劑殘渣回收系統。
3.有鉛和無鉛元器件混裝再流焊溫度參數 有鉛和無鉛元器件混裝再流焊溫度參數
表4 有鉛和無鉛元器件混裝再流焊溫度曲線參數推薦表

(1)應根據印制板和元器件的不同,在工藝要求范圍內選擇合適的溫度曲線。例如焊接BGA 器件或者熱容量大的器件,則應選擇預熱較充分,焊接溫度較高,加熱時間較長的溫度曲線;一般安裝密度PCBA的再流焊峰值溫度推薦如下:
PCBA上沒有無鉛PBGA時峰值溫度一般控制在230℃~235℃; PCBA上有無鉛PBGA時峰值溫度一般控制在235℃~245℃。
(2)可使用溫度測試裝置對實驗板進行爐內實際焊接溫度測試,以確定設備參數,實驗板(包括器件)最好和所要焊接的產品一致,如果實驗板為裸板,則應考慮到器件的吸熱狀況,應該在設定爐溫時適當增加溫度。測試點的位置選擇應兼顧印制電路板的不同位置和各典型器件。
4.有鉛焊料和無鉛元件(無引線或有引線)的混裝焊接
(1)有鉛焊料和無鉛元件(無引線或有引線)混用時,由于無鉛元件引腳和焊端鍍層都非常薄,只有幾毫米厚,以應用最多的鍍Sn焊端為例,鍍Sn層厚度在3μm~7μm,Sn的熔點在232℃,在與Sn63Pb37合金焊接時,Sn63Pb37合金在183℃開始熔化,大約到225℃時能夠使微量的鍍Sn層熔化。
(2)一般情況下,峰值溫度比焊接有鉛元件略微高5℃~10℃左右即可,通常將溫度、時間靠上線設置,峰值溫度為235℃。
(3)關注點:無鉛元件焊端鍍層非常復雜,采購、存儲、備料時一定要嚴格管理,特別是工作溫度高、使用環境惡劣以及高可靠性產品,要預防Sn-Bi鍍層元件混入有鉛工藝中。
特別要注意鍍Sn-Bi元件只能應用到無鉛工藝中,不能用到有鉛工藝中,杜絕Sn-Bi元件的有鉛焊接所引起的焊接面剝離、空洞等問題,導致焊接強度劣化等嚴重質量問題。
5.有鉛焊料和無鉛PBGA/CSP的混裝焊接
有鉛焊料焊接無鉛BGA再流焊與有鉛再流焊工藝完全兼容。
(1)有鉛焊料和無鉛PBGA/CSP混裝焊接時,如果采用有鉛焊料的焊接溫度曲線,則焊點的連結可靠性是最差的。
(2)當SnAgCu無鉛焊球BGA封裝器件使用SnPb焊膏焊接時,為了得到更好的焊點質量和可靠性,必須使用圖4所示的后端兼容再流焊接溫度曲線。
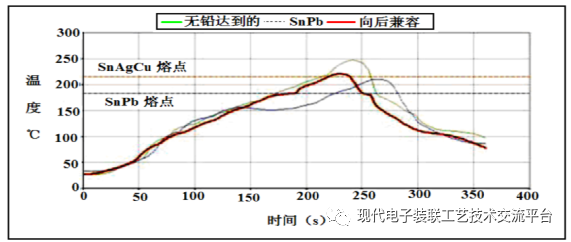
圖4 向后兼容與完全無鉛的再流焊接曲線的比較
在這條曲線的再流過程中,SnAgCu焊球也熔化了,SnPb焊膏里面的Pb完全與熔化的SnAgCu焊球混合在一起。
3)在有鉛工藝中,有鉛焊膏與無鉛BGA的使用,必須將焊接溫度提高到235℃左右,峰值溫度為240℃,并且要保證一定的焊接時間使無鉛焊球充分熔化,使器件一側的焊球實現二次回流,使器件一側的焊球合金充分熔化,焊球與器件的焊盤之間生成新的金屬間化合物,形成良好的電氣與機械連接。3)當焊端為含Sn的無鉛鍍層時,采用Sn63/Pb37焊膏,只要在有鉛再流焊曲線上,將再流焊峰值溫度提到230℃即可。
4)當焊端為含(Ag、Pd、Au)無鉛鍍層時,采用Sn63/Pb37焊膏,只要在有鉛曲線上,將再流焊峰值溫度提到235℃即可。總而言之,可以采用有鉛焊料焊接無鉛BGA。適當提高再流焊峰值溫度,使得焊接過程中無鉛焊球熔化與焊盤合金層形成有力的結合層。
五.無鉛BGA混裝焊接中的冷焊現象
1.什么是電子裝聯焊接的冷焊?
在焊接中釬料與基體金屬之間沒有達到最低要求的潤濕溫度;或者雖然局部發生了潤濕,但冶金反應不完全而導致的現象,可定義為冷焊。
2.冷焊的特征
PCB及元器件的可焊性不存在問題,出現此現象的根本原因是焊接的溫度條件不合適。
3.冷焊產生的機理
冷焊發生的原因主要是焊接時熱量供給不足,焊接溫度未達到釬料的潤濕溫度,結合界面上沒有形成IMC或IMC過薄,如圖5所示。
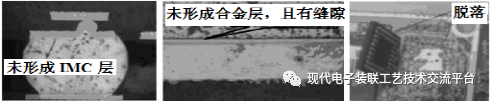
圖5未形成IMC層圖6未形成合金層,且有縫隙圖7脫落
有的情況下,界面上還存在著裂縫,如圖6所示。這種焊點,釬料是黏附在焊盤表面上的,有時表現得毫無連接強度可言。圖7所示為CSP芯片,由于冷焊,一受力芯片便撕裂下來。
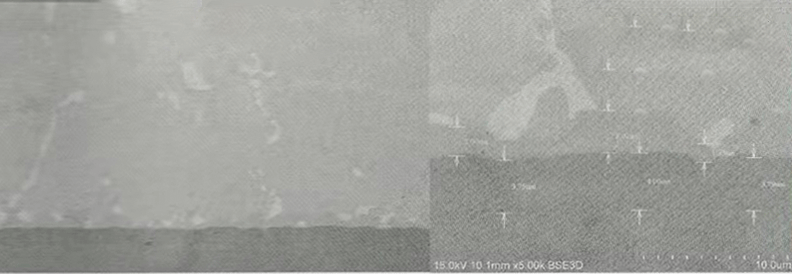
器件與焊盤分離后,焊盤表面潔凈且呈金屬光澤,如圖8所示。它與分離后的虛焊點的焊盤表面是完全不同的,見圖9。

圖8 撕裂后的冷焊焊盤表面 圖9撕裂后的虛焊焊盤表面
4.冷焊焊點的判據
IMC生長發育不完全、表面呈橘皮狀、坍塌高度不足,是BGA冷焊焊點具有的三個最典型的特征,這些特征通常可以作為BGA冷焊焊點的判據。
BGA冷焊點表面呈橘皮狀、坍塌高度不足,這是冷焊所特有的物理現象。其形成機理可描述如下:BGA在再流焊接時,由于封裝體的重力和表面張力的共同作用,正常情況下都要經歷下述過程,即階段A開始加熱→階段B的第一次坍塌→階段C第二次坍塌著三個基本的階段,如圖10所示。
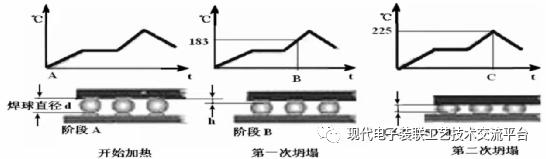
圖10 BGA再流焊接的物理化學過程
如果再流焊接過程只進行到階段B的第一次坍塌,因熱量供給不足而不能持續進行到階段C,便形成冷焊焊點。
(1)階段A:開始加熱時,BGA焊點部的形態如圖11所示。

圖11 開始加熱時的形態 圖12 焊球釬料接近或通過其熔點時刻的形態
(2)階段B
經歷了第一階段加熱后的焊球,在接近和通過熔點溫度時,焊球將經受一次垂直塌落,直徑開始增大。此時的釬料處于一個液、固相并存的糊狀狀態。由于熱量不購,焊球和焊盤之間冶金反應很微弱,且焊球表面狀態是粗糙和無光澤的,如圖12所示。
(3)階段C
當進一步加熱時,焊料釬球達到峰值溫度,焊球與焊盤之間開始發生冶金反應,產生第二次坍塌。此時焊球變平坦,形成水平的圓臺形狀,表面呈現平滑而光亮的結構。界面合金層的形成大大地改善了焊點的機械強度和電氣性能。此時芯片離板的高度與開始時的高度相比,減小了1/3~1/2,如圖13所示。
圖13 正常再流焊接后形成的焊點
從BGA在再流焊接中所發生的物理化學過程可知,冷焊焊點的形成幾乎都是在再流焊接的B階段時因加熱熱量補充不足。未能達到峰值溫度便結束了再流焊接過程而形成的。因此當采用微光學視覺系統檢查BGA焊點的質量時,便可以根據焊球表面橘皮狀的程度和坍塌高度,來判斷冷焊發生的程度。
5.冷焊的特征圖片
(1)連接強度
冷焊較嚴重的焊點界面,往往伴隨著貫穿性的裂縫,毫無強度可言,如圖14所示。
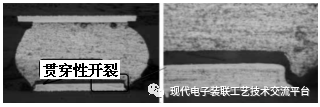
圖14 界面出現貫穿性裂縫
(2)冷焊焊點的外觀視覺圖像
1)焊點表面呈橘皮狀,如圖15所示。
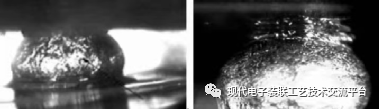
圖15 焊點表面呈橘皮狀冷焊焊點微光學視覺圖像
2)焊膏再流不充分,如圖16所示。

圖16 焊膏再流不充分冷焊焊點微光學視覺圖像
3)坍塌高度不足:
僅發生了第一階段的坍塌,由于熱量不足,未進入第二階段坍塌,如圖17所示。
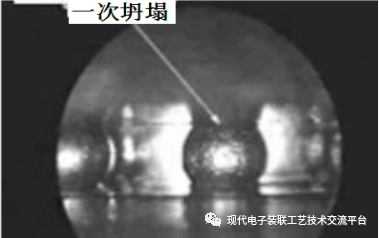
圖17 坍塌高度不足冷焊焊點微光學視覺圖像
六.重點提示
1.無鉛BGA在PCBA上混裝焊接工藝質量控制的重點是無鉛BGA器件用錫鉛焊料在Pb-Sn熱風整平(HASL)鍍層或電鍍 Ni/Au 鍍層上用混裝回流焊曲線進行焊接;混裝回流焊曲線的峰值溫度既不是有鉛焊接回流焊曲線的峰值溫度,也不是無鉛焊接回流焊曲線的峰值溫度。
為了確保焊接可靠性,不產生冷焊現象,混裝回流焊曲線的峰值溫度應保持在240℃,并根據實際情況予以適度調整。
2.選用混裝回流焊曲線后,回流焊接的峰值溫度比有鉛焊接回流焊接的峰值溫度高出較多,這對于元器件,尤其是MLCC是一個嚴峻的考驗。要確保MLCC的可靠性需要從PCB設計、元器件選用等多層環節采取措施;
(1) 實現片式陶瓷電容器高可靠焊接的前提和基礎是PCB的設計必須符合GJB3243和GJB4057的要求,具有可制造性性;如果PCB的設計違反可制造性設計和禁限用工藝原則,出現“共用焊盤”、“焊盤直接設計在大面積接地面上”或者“過孔設計在焊盤上又不作處理”等設計缺陷,MLCC的損壞是必然的;
(2)裝配焊接使用的PCB和元器件的工藝性能必須符合GJB3243的要求。如果使用的元器件焊端和PCB焊盤的可焊性不滿足工藝要求(包括鍍金焊盤不作除金搪錫處理),元件和PCB的耐熱性不符合GJB3243的要求等等,那么再先進的工藝和焊接設備都是起不到作用。
1)元器件引線/焊端可焊性
元器件引線可焊性應符合GJB 128A方法2026、GJB 360A方法107、圓形元器件引線可焊性應符合GJB548B方法2003,帶狀元器件引線可焊性應符合GJB548B方法2022的要求。表面組裝元器件引線(焊端)可焊性應符合SJ10669的要求;導線及引線:錫鉛焊料覆蓋面積要達到95%以上為合格。
2)元器件耐熱性
①在PCBA上的采用有鉛焊接工藝的元器件應能在215℃溫度下承受至少10個焊接周期的加熱;其焊接條件是:波峰焊時為260℃、10s,再流焊時為215℃、60s。
②無鉛元器件要能夠承受245℃、60s、5 次的再流焊接峰值溫度的考驗而不壞。
③滿足有鉛元器件和無鉛元器件混裝焊接的回流焊接溫度需要。
3)耐焊接熱要求
軍用電子元器件的耐焊接熱必須符合GJB192B-2009的要求;GJB192B-2009規定了目前在航天軍工電子上廣泛使用的CCK41、CTK41、CCK4、CTK4、CT41、CC41等“有失效率登記的無包封多層片式瓷介固定電容器通用規范”;耐焊接熱試驗規定如下:
①樣品安裝
電容器應安裝在FR4玻璃樹脂版,采用SJ11186的焊錫量為60%、62%或63%的焊料膏,采用再流焊工藝將電容器焊在基板上,建議采用傳送帶再流焊或紅外再流焊工藝。推薦預熱升溫速率不超過4℃/s。再流焊峰值溫度范圍應為(220~260)℃,直至焊料熔化再流動形成均勻的焊縫,然后使基板和電容器在室溫中冷卻。
②耐焊接熱
樣品應按①規定將電容器安裝在基板上,但預熱后基板的溫度為(260±5)℃,持續時間為(5±0.5)s。試驗條件:GJB360B方法210耐焊接熱試驗。
GJB360B方法210耐焊接熱試驗用以確定元件是否能經受得起在焊接(烙鐵焊、浸焊、波峰焊或再流焊)端頭過程中所產生的熱效應,測試條件按表5。
表5 測試條件
| 模擬的焊接方式 | 試驗條件 | 溫度℃ | 時間s | 溫度變化速率/侵入和拔出速率 | 熱循環次數 |
| 烙鐵焊 | A | 350±10(烙鐵溫度) | 4~5 | — | 1 |
| 浸焊 | B | 260±5(焊料溫度) | 10±1 | 25mm/s±6mm/s | |
| 波峰焊(模擬元件安裝在印制板頂部) | C | 260±5(焊料溫度) | 20±1 | — | |
| 波峰焊(模擬元件安裝在印制板底部) | D | 260±5(焊料溫度) | 10±1 |
溫度在100℃以下時以 1℃/s~4℃/s的速率加熱。 25mm/s±6mm/s |
|
| 氣相再流焊 | H | 215±5(蒸汽溫度) | 60±5 | — | |
| 紅外對流再流焊 | I | 215±5(元件溫度) | 30±5 |
1℃/s~4℃/s: 溫度高于183℃時持續90s~120s |
3 |
| J | 235±5(元件溫度) | ||||
| K | 250±5(元件溫度) |
(3)卡住元器件驗收保管關,確實按元器件的技術要求進行嚴格驗收。
1)按GJB3243和SJ/T 10669的要求對片式電容器的可焊性、耐熱性進行檢驗。
2)加強對陶瓷片式電容器的篩選:對陶瓷片式電容器用C型掃描聲學顯微鏡(C-SAM)和掃描激光聲學顯微鏡(SLAM)進行篩選。
3)嚴格元器件存放、保管
GJB3243規定:電子元器件“包裝開封后應在溫度25±2℃、相對濕度55%-70%的條件下,在存放時間48小時內焊接仍能滿足焊接技術要求”;如不具備上述條件,則電子元器件表面很容易氧化,氧化不但容易產生虛焊,而且會造成焊接時間過長,導致片式電容器斷裂。
審核編輯:湯梓紅
-
pcb
+關注
關注
4319文章
23099瀏覽量
397892 -
SMD
+關注
關注
4文章
570瀏覽量
48456 -
BGA
+關注
關注
5文章
543瀏覽量
46865 -
焊接工藝
+關注
關注
3文章
85瀏覽量
13031 -
質量控制
+關注
關注
0文章
24瀏覽量
8473
原文標題:重磅分享丨無鉛BGA混裝焊接工藝質量控制 (2023精華版)
文章出處:【微信號:現代電子裝聯工藝技術交流平臺,微信公眾號:現代電子裝聯工藝技術交流平臺】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦





 工商網監
工商網監
評論