 泵殼的腐蝕磨蝕氣蝕如何修復與保護?如何讓泵恢復活力
泵殼的腐蝕磨蝕氣蝕如何修復與保護?如何讓泵恢復活力
本文介紹了泵殼流道沖刷腐蝕問題及其修復工藝,其中傳統修復工藝只能延緩沖刷現象的出現,而高分子復合材料修復工藝則可降低修復費用并提高泵的性能。本文還給出了泵的修復保護方案和步驟,包括清理表面、涂覆底涂、填充耐磨材料、涂覆耐磨涂層等。最后,本文提到了應用案例,展示了高分子復合材料修復工藝的實際應用效果。
一、設備問題分析
泵殼內流體在高速流動和壓力變化條件下,泵殼與流體接觸的金屬表面上發生氣蝕,使水泵殼體表面表面金屬產生疲勞而剝裂損壞。而且介質中的微小固體顆粒,不間斷地對金屬表面產生撞擊,造成殼體金屬表面產生損傷,使泵的噪音增大、震動增大、泵效下降,電耗增加。此類問題長期以來得不到妥善解決,成為行業難題。

二、設備修復工藝
1、 傳統修復工藝
對于泵殼流道的沖刷腐蝕損傷,企業往往通過補焊或者改變設備材質來提高性能,這樣將投入大量的資金。但是隨著使用時間的推移,沖刷現象會再次出現,所以這種方法只能延緩其周期,也無法從根本上解決沖刷問題。
2、高分子復合材料修復工藝
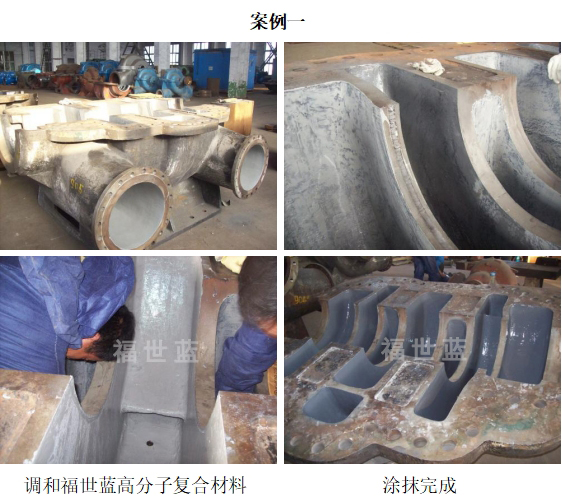
福世藍高分子復合材料現場修復技術即節省時間又可降低修復費用。高分子復合材料有著優異的粘著力和耐腐蝕性能。可在浸泡環境下的抗高溫、抗強化學腐蝕保護的材料;材料常溫操作,避免由于焊補引起的熱應力變形;高分子復合材料的可塑性好,本身具有較好的密封及抗沖刷能力。
三、泵殼的修復保護方案
使用福世藍2211F高分子復合材料進行打底,在2211F固化前使用福世藍8500對沖刷部位凹陷進行填充。8500固化后涂覆128L,材料固化后修復結束。
四、泵殼保護的步驟
1.準備工作:將泵殼內雜質清理干凈,對泵殼內表面進行噴砂處理具體可參照Sa2.5等級;
2.清潔表面:用壓縮空氣(無水無雜質)吹掃灰塵,使表面干凈;使用的壓縮空氣必須經過干燥處理。
3.表面處理:使用99.7%無水乙醇進行擦拭,使表面干凈、干燥、堅實;
4.涂覆底涂:按2:1比例調和福世藍高分子材料2211F,將材料取出后進行調和,調和至無色差后方可使用。材料涂覆時,注意用手按壓材料,保證材料將基材上的凹陷完全填充。根據現場施工環境,溫度在24℃時,材料可操作時間為30分鐘,所以請按照現場施工進度,合理取用材料,避免材料未使用就固化的現象。2211F屬于打底材料,提高耐磨圖層的粘接力,厚度控制在0.5mm即可。
5.耐磨涂層施工:在2211F未固化之前,將耐磨材料填充到凹陷部位。按10:1比例調和福世藍高分子材料8500,調和至無色差后方可使用。8500材料使用過程中,需將材料填充至泵殼原始尺寸,材料填充后,需使用橡膠錘進行敲擊,保證材料的致密度。沖刷量較大,凹陷較深的情況下,8500單次填充過厚,可能會出現下垂現象,可分多次進行填充,減小單次填充厚度。
128L施工:等待8500完全固化后,按4:1比例調和128L,調和均勻后,涂覆至8500表面,該圖層厚度在0.3-0.5mm即可。等待128L固化后,修復結束。
五、泵殼修復保護應用案例
-
材料
+關注
關注
3文章
1229瀏覽量
27296 -
修復
+關注
關注
1文章
718瀏覽量
22766
發布評論請先 登錄
相關推薦
雙吸中開泵泵殼耐沖刷磨損耐腐蝕修復,讓磨蝕的泵“重獲新生”

漿粥泵長軸激光熔覆加工優勢

漿液泵泵殼耐磨防沖刷在線保護,解決泵殼沖刷磨損的最佳解決方案

雙吸中開泵軸軸承位磨損用這方法維修,修復周期短,精度還高,推薦!






 工商網監
工商網監
評論