") 陶瓷基板電鍍金錫合金的生產工藝方式優(yōu)化
陶瓷基板電鍍金錫合金的生產工藝方式優(yōu)化
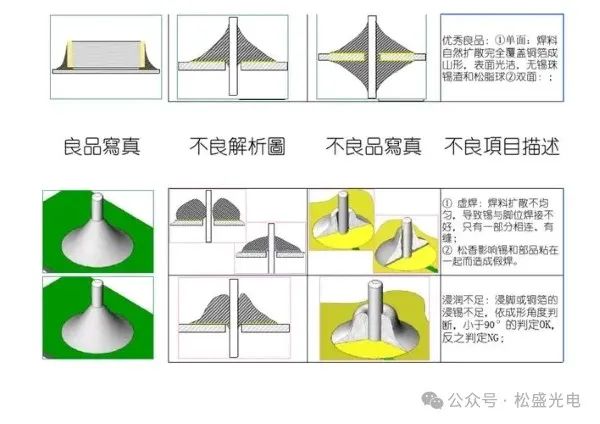
金錫合金具有優(yōu)異的導熱性能和機械性能,較低的熔點和回流溫度,熔化后黏度低、潤濕性好,焊接無需助焊劑等優(yōu)點 ,被廣泛應用于大功率散熱元器件的裝配和封裝,如 LED(發(fā)光二極管)、激光二極管、RF(射頻)功放、氣密封裝、半導體芯片三維堆疊等。
金錫合金的制備方法主要包括焊膏回流、焊料預制片、蒸發(fā)、磁控濺射、交替電鍍、合金電鍍等。綜合考慮成本、工藝難度、與微小尺寸電路兼容性等因素,合金電鍍是最優(yōu)選擇。本文主要探討了影響金錫合金鍍層的主要因素,引入數控雙脈沖電源和超聲裝置,結合電鍍夾具、電鍍工藝參數,設計測量方法,根據測量結果調整鍍液離子濃度、電流密度、電鍍時間等參數,以實現(xiàn)鍍層性能、厚度和組分比例的目標值。
一、電鍍設備
一般的電沉積主要是采用直流電源進行電鍍,就是將直流電與一定組分的混合電解質溶液連通后,應用相關的電化學原理 (即通過電解的作用),來使目標金屬或目標合金在特定或是需要的零件表面進行沉積,然后形成均勻、致密、表面結合好的純金屬或是合金鍍層,從而使目標零件具有更好的裝飾性,或是更強的防護性甚至是獲得更加全面的功能性,該過程是一個包含了物理與化學的復雜過程。
如圖1所示的電鍍過程中電流回路示意圖,從圖中可見,電流從電源的正極流出,經過金屬導線而流入鍍金錫合金的陽極,再流入金錫合金電鍍液,然后從溶液流到待鍍件,最后經金屬導線返回到電源的負極,完成一個回路的流通。
此處引入雙脈沖數控電源,相比于直流電的電沉積模式,脈沖電沉積金屬合金的過程中,因為發(fā)生了電流的導通與斷開,極大地改善了電鍍液在陰極區(qū)所產生的極化效應。
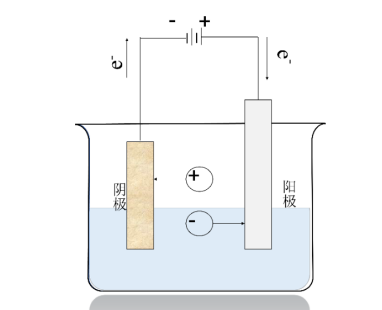
圖1電沉積過程中電流的回路示意圖
如圖2是在攪拌和加熱的雙重作用條件下進行的脈沖電鍍金錫合金的電沉積過程示意圖。將脈沖數控的電源正負極分別連接到電鍍槽中的陽極和陰極。通過恒溫恒速磁力攪拌器對電鍍液進行加熱、攪拌。其中,加熱溫度設置為 40 ℃,攪拌速率為 250 rpm。此過程中,隨著電沉積時間的延長,陰極上會附著大量的氣泡,導致電沉積過程中的陰極區(qū)析出的金屬鍍層存在空洞、裂紋等缺陷。
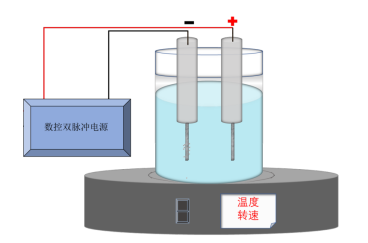
圖2電沉積制備金錫合金攪拌與加熱同時進行的示意圖
如圖3,在超聲波輔助的條件下進行的脈沖金錫合金的電沉積。將脈沖數控的電源正負極分別連接到電鍍槽中的陽極和陰極。因為在室溫、加熱下的攪拌都存有或多或少的氣泡附著,因此通過超聲波的震動的作用來消除陰極氣泡的產生。
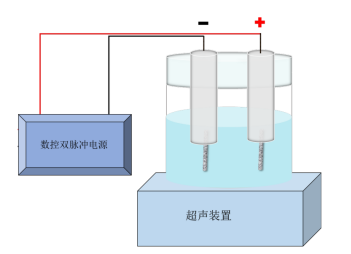
圖3電沉積制備金錫合金超聲輔助的示意圖
二、電鍍夾具
電鍍合金與電鍍單一金屬最大的不同在于電流密度不僅影響鍍層的厚度,還直接影響合金中各組分的比例。因此,為了保證電鍍金錫合金版內和版間的一致性,電鍍夾具的設計尤為關鍵。斯利通陶瓷基板整理
為了降低夾具自身電阻對電流密度的影響,采用鈦包銅材料對主體框架進行加工。為使電流在版內均勻分布,一般采用多點加電的方式。以 2 in(約 5.08 cm)方片為例,至少需 4 點加電(見圖4)。
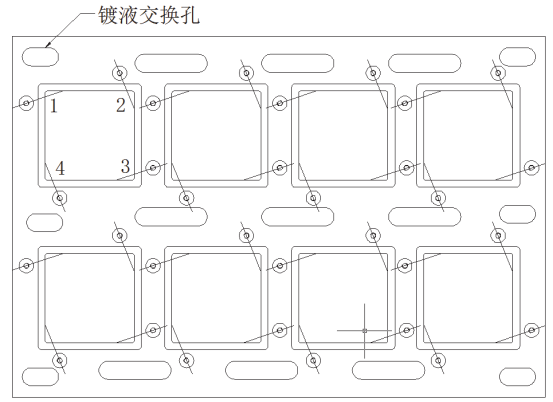
圖4電鍍夾具示意圖
因待鍍面積有限,故除電鍍夾具觸點外都要包膠,避免存在漏電點。夾具上設置鍍液交換孔,保證待鍍產品表面的離子濃度與鍍液一致。
三、電鍍工藝參數
電鍍金錫合金的典型工藝參數見表1。溫度一般設定在推薦的最優(yōu)值。pH 可以采用廠家推薦的酸堿溶液進行調整,但要注意 pH 是工作溫度下的實測值,非室溫值。
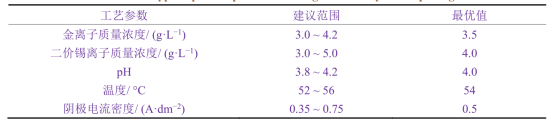
表1電鍍金錫的典型工藝參數
四、電鍍液濃度調整
為了保證金錫合金比例,每班都需要對鍍液中 Au + 和 Sn 2+ 含量進行分析,根據分析結果調整鍍液。
Au + 和錫離子(包括 Sn 2+ 和 Sn 4+ )可用 ICP(電感耦合等離子體)或 AAS(原子吸收光譜法)進行分析。一般采用滴定法分析 Sn 2+ 的濃度,先配制待分析液(10 mL 槽液 + 50 mL 去離子水 + 30 mL 濃鹽酸),再采用溴化鉀溶液(Br ? 0.05 mol/L,當量濃度 0.1 N)進行滴定,利用 ORP 計(氧化還原電位計)觀察氧化還原電位,當電位發(fā)生突變時就是滴定的終點,然后計算 Sn 2+ 的質量濃度[ρ(Sn 2+ )]。分析出的錫離子質量濃度[ρ(總錫)]減去ρ(Sn 2+ )即得四價錫離子質量濃度[ρ(Sn 4+ )],從而判斷槽液中二價錫的氧化速率,并預估槽液壽命。
五、產品分批電鍍
當鍍件的待鍍面積相差懸殊時,不可同一批混鍍,否則不同待鍍面積鍍件表面分布的實際電流密度相差很大,導致金錫合金組分相差懸殊,極易造成鍍層性能差和產品合格率偏低。將待鍍面積為 392 mm 2的圖形電鍍方片與待鍍面積為 2 500 mm 2 的整版鍍件進行同批次電鍍,并如圖 5、6所示分析各自不同位點的金錫合金層厚度和組成。圖形電鍍產品合金中 Au 的質量分數為(75 ± 1)%,厚度為(7.5 ± 1) μm,整版電鍍產品合金中 Au 的質量分數為(80.5 ± 2)%,厚度為(5.7 ± 1) μm。可見,雖然 2 種產品是同批次電鍍,但它們的金錫合金鍍層組分和厚度相差懸殊。因此,在電鍍之前應根據電鍍面積對產品進行分類,待鍍面積相近的產品方可同批次電鍍。
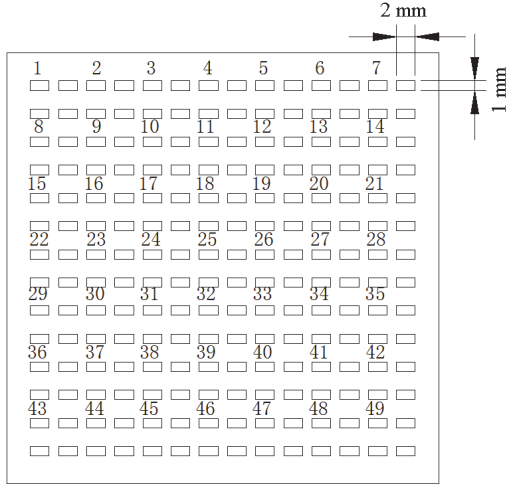
圖5圖形電鍍產品的測試點分布
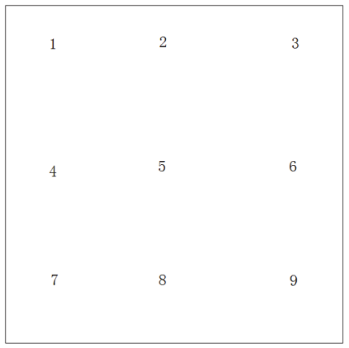
圖6整版電鍍產品的測試點分布
六、電鍍金錫合金性能檢驗
金錫合金鍍層的2個主要性能指標就是合金組分比和厚度。這兩個指標都可采用 XRF 進行檢測,檢測精度取決于建立程序所使用的標樣。金錫合金的種子層一般為 Au,厚度約 0.5 μm,種子層下方為焊接阻擋層,可選擇 Ni、Pt、Pd 等。在建立測試分析程序時,需要考慮金種子層的厚度,因為其直接影響分析結果。裝配的元器件或腔體、載板等表面鍍層也是 Au,因此焊接時電鍍金錫合金的組分會發(fā)生變化(Au含量升高)。為了保證金錫合金在 280 ~ 320 °C 內可以熔化并可返修,基板表面電鍍金錫層需要富錫,具體組分比例要根據金種子層的厚度和待裝配元器件的金層厚度來確定。
利用 XRF 分析鍍層后,還需要用熱臺做輔助考核,考核氣氛為 N 2 ,溫度一般設置為 310℃。金錫合金熔化后表面光亮,與種子層浸潤的面積分數大于 95%時為合格。
陶瓷基板金錫合金電鍍工藝難度較大,設備、電鍍夾具、電鍍工藝參數都會影響合金比例。在引入數控雙脈沖電源和超聲裝置的同時,要根據電鍍產品的特點來合理設計電鍍夾具,使電流密度均勻分布,保證版內和版間合金組分的一致性,并且,還要根據待鍍面積的不同,對產品進行分類分批電鍍,最后利用 XRF 進行鍍層分析和熱臺輔助驗證,通過調整電流密度、鍍液離子濃度、電鍍時間等使合金組分達到目標值。
參考文獻:
電鍍金錫合金的影響因素 《電鍍與涂飾》
審核編輯 黃宇
-
電鍍
+關注
關注
16文章
456瀏覽量
24132 -
陶瓷基板
+關注
關注
5文章
212瀏覽量
11423
發(fā)布評論請先 登錄
相關推薦
玻璃基板、柔性基板和陶瓷基板的優(yōu)劣勢
PCBA線路板鍍金與沉金:如何選擇最適合的工藝?
金融界:萬年芯申請預置焊接合金材料的陶瓷基板專利

電鍍工藝流程詳解 電鍍技術在工業(yè)中的應用
精密連接器件電鍍金異常的原因分析參考

固態(tài)電池的生產工藝流程
激光錫焊工藝在PCB板鍍金中的應用
SMT貼片工藝中錫膏印刷的關鍵細節(jié)及優(yōu)化策略
應用于封裝凸塊的亞硫酸鹽無氰電鍍金工藝

淺談錫膏是如何制作的?
固態(tài)電池帶動生產工藝、相關設備的革新
點亮創(chuàng)造力,一文詳解pcb電鍍金
在連接器電鍍加工中鍍金含量是多少?






 工商網監(jiān)
工商網監(jiān)
評論