 熔化極氣體保護電弧焊的概念及分類
熔化極氣體保護電弧焊的概念及分類
要想講清楚CO2、MIG/MAG和脈沖MIG/MAG的區別,首先要來聊一聊熔化極氣體保護電弧焊的概念及分類。
熔化極氣體保護電弧焊的概念及分類
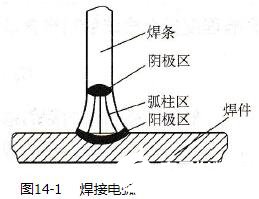
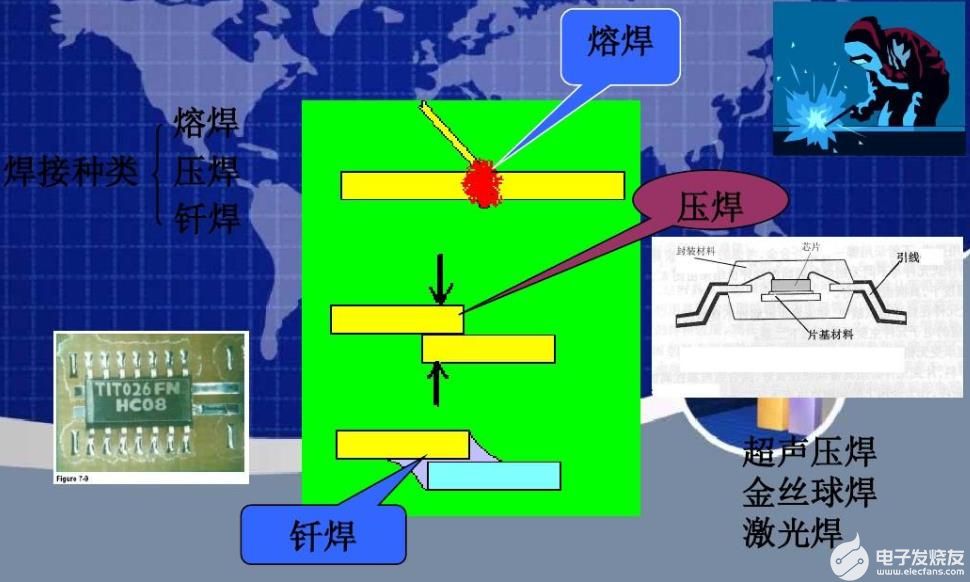
使用熔化電極,以外加氣體作為電弧介質,并保護金屬熔滴,焊接熔池和焊接區高溫金屬的電弧焊方法,稱為熔化極氣體保護電弧焊。根據焊絲材料和保護氣體的不同,可將其分為以下幾種方法,如圖所示。
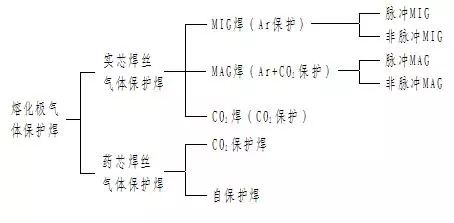
按焊絲分類可分為實芯焊絲焊接和藥芯焊絲焊接。用實芯焊絲的惰性氣體(Ar或He)保護電弧焊法稱為熔化極惰性氣體保護焊,簡稱MIG焊(Metal Inert Gas Arc Welding);用實芯焊絲的富氬混合氣體保護電弧焊,簡稱MAG焊(Metal Active Gas Arc Welding)。用實芯焊絲的CO2氣體保護焊,簡稱CO2焊。用藥芯焊絲時,可以用CO2或CO2+Ar混合氣體作為保護氣體的電弧焊稱為藥芯焊絲氣體保護焊。還可以不加保護氣體,這種方法稱為自保護電弧焊。 普通MIG/MAG焊和CO2焊的區別
CO2焊的的特點是:成本便宜、生產效率高。但是存在飛濺量大、成型差的缺點,因而有些焊接工藝采用普通MIG/MAG焊。普通MIG/MAG焊是以惰性氣體保護或以富氬氣體保護的弧焊方法,而CO2焊卻具有強烈的氧化性,這就決定了二者的區別和特點。與CO2焊相比MIG/MAG焊的主要優點如下:
1)飛濺量減少50%以上。在氬或富氬氣體保護下的焊接電弧穩定,不但射滴過渡與射流過渡時電弧穩定,而且在小電流MAG焊的短路過渡情況下,電弧對熔滴的排斥作用較小,從而保證了MIG/MAG焊短路過渡的飛濺量減少50%以上。
2)焊縫成形均勻、美觀。由于MIG/MAG焊熔滴過渡均勻、細微、穩定,所以焊縫成形均勻、美觀。
3)可以焊接許多活潑金屬及其合金。電弧氣氛的氧化性很弱,甚至無氧化性,MIG/MAG焊不但可以焊接碳鋼、高合金鋼,而且還可以焊接許多活潑金屬及其合金,如:鋁及鋁合金、不銹鋼及其合金、鎂及鎂合金等。
4)大大地提高了焊接工藝性、焊接質量和生產效率。
脈沖MIG/MAG焊和普通MIG/MAG焊的區別
普通MIG/MAG焊的主要熔滴過渡形式是大電流時的射流過渡和小電流時的短路過渡,因而小電流仍存在飛濺量大、成型差的缺點,尤其是有些活潑金屬在小電流下無法焊接如鋁及合金、不銹鋼等。因而出現了脈沖MIG/MAG焊,其熔滴過渡特點是每個電流脈沖過渡一個熔滴,就其實質而言屬于射滴過渡。
與普通MIG/MAG焊相比其主要特點如下:
1)脈沖MIG/MAG焊的最佳熔滴過渡形式是一個脈沖過渡一個熔滴。這樣通過調節脈沖頻率就能夠改變單位時間內熔滴過渡的滴數,也就是焊絲熔化速度。
2)由于一脈一滴的射滴過渡,熔滴直徑大致與焊絲直徑相等,則熔滴電弧熱較低,也就是熔滴溫度低(與射流過渡和大滴過渡相比)。所以提高了焊絲的熔化系數,也就是提高了焊絲的熔化效率 。
3)因熔滴溫度低,所以焊接煙霧少。這樣一方面降低了合金元素的燒損,另一方面改善了施工環境。
與普通MIG/MAG焊相比,其主要優點如下:
1)焊接飛濺小,甚至無飛濺。
2)電弧指向性好,適于全位置焊接。
3)焊縫成形良好,熔寬較大,指狀熔深特點減弱,余高小。
4)小電流完美焊接活潑金屬(如鋁及其合金等)。
擴大了MIG/MAG焊射流過渡的使用電流范圍。脈沖焊時焊接電流從射流過渡的臨界電流附近一直到幾十安的較大電流范圍內均可實現穩定的射滴過渡。
由上述可知脈沖MIG/MAG的特點和優點,但是任何事物都不可能完美無缺的。
和普通MIG/MAG相比,其不足之處如下:
1)焊接生產效率習慣性感覺略低。
2)對焊工人員素質要求較高。
3)目前來說焊接設備價格較高。
脈沖MIG/MAG焊的選用主要工藝決定
針對以上對比結果,脈沖MIG/MAG焊雖然有諸多優點是其它焊無法實現和比擬的,但是其同樣存在設備價格高、生產效率略低、焊工不易掌握的問題。所以脈沖MIG/MAG焊的選用主要由焊接工藝要求決定的。就目前國內的焊接工藝標準,以下焊接基本上必須使用脈沖MIG/MAG焊。
1)碳鋼類。對焊縫質量、外觀要求較高的場合,主要是壓力容器行業,如鍋爐、化工換熱器、中央空調換熱器,還有水電行業水輪機的渦殼等。
2)不銹鋼類。使用小電流(200A以下在此稱小電流,下同)和對焊縫質量、外觀要求較高的場合,如機車、化工行業的壓力容器等。
3)鋁及其合金類。使用小電流(200A以下在此稱小電流,下同)和對焊縫質量、外觀要求較高的場合,如動車、高壓開關和空分等行業。
4)銅及其合金類。根據目前的了解情況,銅及其合金基本上都使用脈沖MIG/MAG焊(在熔化極氣保焊范圍內)。
審核編輯:黃飛
-
電流
+關注
關注
40文章
6860瀏覽量
132194 -
焊接技術
+關注
關注
2文章
154瀏覽量
17611 -
焊接工藝
+關注
關注
3文章
85瀏覽量
13031 -
電弧焊機
+關注
關注
0文章
15瀏覽量
7695
原文標題:干了這么多年未必真能說清楚CO2、MIG/MAG和脈沖MIG/MAG的區別!
文章出處:【微信號:AMTBBS,微信公眾號:世界先進制造技術論壇】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
鋼結構手工電弧焊焊接工藝標準
雙電極電弧焊系統的非線性魯棒自適應控制
手工電弧焊的焊接設備
焊條電弧焊原理特點_焊條電弧焊的應用
焊條電弧焊焊接手法_焊條電弧焊的焊接過程
焊條電弧焊基本操作步驟
電弧焊的工作原理_電弧焊的危害因素有哪些
關于藥芯焊絲電弧焊的基礎知識
超全干貨,焊接技術知識匯總!





 工商網監
工商網監
評論