") 深度解析紅藍復(fù)合激光在焊接中的應(yīng)用
深度解析紅藍復(fù)合激光在焊接中的應(yīng)用
在電動汽車中使用的電池的制造過程中,銅材料需要進行高速焊接,且無飛濺。通常使用波長接近1000 nm的紅外激光器,然而這對于焊接銅材料具有兩個主要挑戰(zhàn):低能量吸收率以及工藝的不穩(wěn)定性。銅材料對紅外激光的吸收率會隨溫度升高而增加。當(dāng)高功率紅外激光照射銅表面時,小孔形成后,銅表面的能量吸收率突然增大;小孔不穩(wěn)定,容易形成飛濺物。同時由于紅外激光器的功率會很大,會使得激光器受到損害。銅材料對藍色激光的吸收率約為60% ,比IR激光的吸收效率高得多。一些文獻中報告了藍色二極管激光器用于加工銅的可行性。藍光激光可以高效、高質(zhì)量地焊接銅箔或銅板。然而,藍色激光器的成本比近紅外激光器的成本高很多,并且最大輸出功率限于2000 W。結(jié)合紅外激光能量吸收率低、工藝不穩(wěn)定和藍光激光輸出功率低的缺點,我們可以提出一種藍光-紅外復(fù)合激光焊接工藝。在該焊接工藝中,我們可以先用吸收率高的藍色激光熔化母材表面,再用紅外激光增加熔池深度。
Yang等人基于實驗和數(shù)值模擬研究了3 mm厚銅板的近藍-紅外復(fù)合激光焊接;首先用低功率藍光激光加熱銅板,然后高功率紅外激光照射銅板的高溫表面,形成深小孔。Fujio等人開發(fā)了一種藍光-紅外激光復(fù)合焊接系統(tǒng),發(fā)現(xiàn)了混合激光的焊接效率比紅外激光的焊接效率高1.45倍。Kaneko等人使用同軸復(fù)合藍-紅外激光器擴大了熔池和小孔,穩(wěn)定了內(nèi)部的熱對流。在藍-紅外激光復(fù)合焊接中,激光能量的吸收不僅會影響焊接過程的穩(wěn)定性,還會影響設(shè)備的使用壽命。如果在藍色激光照射之后銅表面的溫度低,則由銅表面反射的IR激光能量高,這可能損壞激光頭。
紅藍復(fù)合激光在焊接中的應(yīng)用
Fujio, S等人研究開發(fā)了一套以藍光半導(dǎo)體激光器為預(yù)熱光源,單模光纖激光器為焊接光源的復(fù)合激光系統(tǒng)。利用該復(fù)合激光系統(tǒng)對2.5×3.0×50 mm的銅線進行了焊接試驗。圖1顯示了用高速攝像機在0.1、0.2和0.3秒時捕獲的純銅在(a)復(fù)合激光器和(b)單模光纖激光器下的熔化和凝固動力學(xué)。在單模光纖激光器的輸出功率為1 kW的情況下,銅的熔化從大約0.3秒開始。另一方面,對于輸出功率為1 kW的單模光纖激光器和輸出功率為200 W的藍色二極管激光器的混合激光器,銅的熔化從0.2秒開始。因此,如圖2所示,在復(fù)合激光器中,銅的熔化體積變得比單模光纖激光器大。
因為使用藍色二極管激光器預(yù)熱,銅的溫度升高至約800 ℃。溫度上升會導(dǎo)致銅對光纖激光器的光吸收率局部上升。同時復(fù)合激光器比單模光纖激光器獲得了更大的銅熔化體積。因此,認為通過藍色二極管激光器的預(yù)熱,銅對單模光纖激光器的光吸收率提高,焊接效率提高。
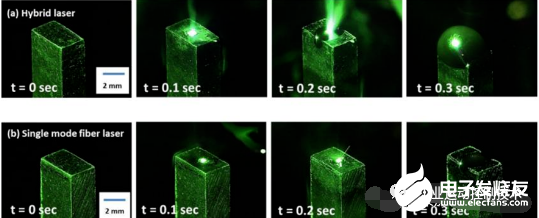
圖1. 銅樣在0、0.1、0.2和0.3秒條件下的熔化和凝固動力學(xué)(a)1 kw單模光纖激光器+200 w藍色激光器,(b)1 kw單模光纖激光器
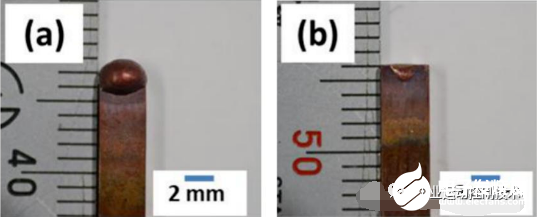
圖2. 輻射后的銅樣品
Wu等人針對厚度為0.5 mm的銅材料,采用同軸復(fù)合式藍光-紅外激光焊接工藝,建立了一種新的藍光-紅外激光熱源模型,并結(jié)合虛擬網(wǎng)格細化方法,對熔池動態(tài)行為和激光能量吸收進行了數(shù)值模擬。與藍光激光焊接相比,同軸復(fù)合藍光-紅外激光焊接的最高熔化溫度和速度波動較大,激光總能量效率較低,但仍能獲得良好的焊縫。與紅外激光焊接相比,在同軸復(fù)合藍光-紅外激光焊接中,藍光激光提高并穩(wěn)定了紅外激光的能量效率。
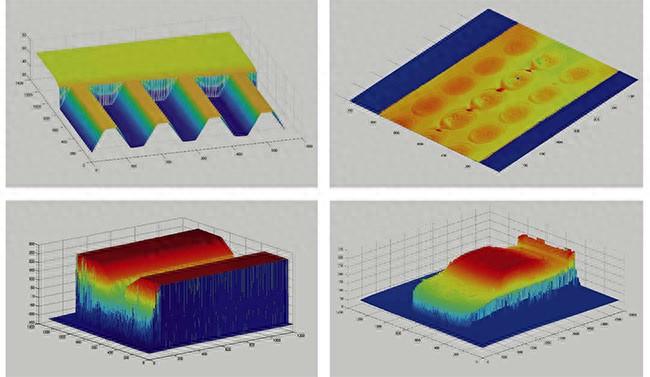
在t=0.1 s時,從同軸復(fù)合藍-紅外激光焊接情況重新開始具有0 W的藍激光功率、1400 W的紅外激光功率和1.2 m/min的焊接速度的新模擬。如圖3(a)所示,僅形成小的熔池。最高熔化溫度為1798 K,最大熔化速度為0.11 m/s。如圖3(b)所示,在t=0.232 s之后,吸收的紅外激光功率和效率分別為190.4 W和13.60%。與紅外激光焊接相比,同軸復(fù)合藍光-紅外激光焊接的紅外激光能量效率提高了16.99%,激光總能量效率提高了165.22%。如圖3(c)所示,同軸復(fù)合藍光-紅外激光焊接和紅外激光焊接中的紅外激光效率的標(biāo)準(zhǔn)偏差分別為0.014%和0.215%。可以得出結(jié)論,在復(fù)合藍-紅外激光焊接中,藍激光提高并穩(wěn)定了紅外激光的能量效率。
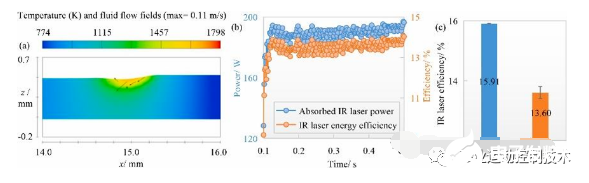
圖3. 激光焊接的數(shù)值結(jié)果
結(jié)論
鑒于藍光的成本以及最大功率的限制和紅外激光能量吸收率低、工藝不穩(wěn)定的缺點,提出了一種藍光-紅光復(fù)合激光焊接工藝。通過藍光的高吸收率預(yù)熱材料,從而實現(xiàn)對紅光的吸收率的上升,同時由于藍光的功率密度相較與光纖激光較小,可以實現(xiàn)將穩(wěn)定熱導(dǎo)焊與深熔焊相結(jié)合,實現(xiàn)高反合金(鋁、銅)的高效焊接。
注:文章版權(quán)歸原作者所有,本文僅供交流學(xué)習(xí)之用,如涉及版權(quán)等問題,請您告知,我們將及時處理。
CRT專業(yè)提供工業(yè)自動化運動控制技術(shù)及解決方案!
---(激光)焊接、拋光、切割、直坐標(biāo)機器人(桁架機械手)、等特種數(shù)控設(shè)備運動控制系統(tǒng),(步進電機、伺服電機、驅(qū)動器、電源)。
審核編輯 黃宇
-
激光
+關(guān)注
關(guān)注
19文章
3230瀏覽量
64642 -
焊接
+關(guān)注
關(guān)注
38文章
3202瀏覽量
59945
發(fā)布評論請先 登錄
相關(guān)推薦
激光焊接技術(shù)在超薄材料焊接的應(yīng)用案例

激光焊接技術(shù)在焊接超薄材料的工藝案例

激光焊接工藝有哪些?
精密焊接新突破:激光焊接技術(shù)在直流電機中的應(yīng)用

VCSEL激光在蝕刻和光刻中的應(yīng)用與前景
激光錫焊在電子元器件焊接中的優(yōu)勢和競爭力

激光焊接技術(shù)在焊接醫(yī)療導(dǎo)管中的工藝特性

銅激光焊接技術(shù)篇——銅激光焊接難點分析

焊接外觀質(zhì)量缺陷激光在線檢測方法
平臺激光焊接機:革命性的焊接技術(shù),塑造工業(yè)新未來
藍白可調(diào)電阻焊接方法 藍白可調(diào)電阻焊接注意事項
光纖模具激光焊接機和常見激光焊接機的區(qū)別

激光焊接技術(shù)在焊接0.7mm紫銅的工藝

為什么手持激光焊接機焊接必須使用保護氣體?

光纖連續(xù)激光焊接機:焊接新時代的科技之光






 工商網(wǎng)監(jiān)
工商網(wǎng)監(jiān)
評論