 大眾標準KSS28虛擬伺服焊槍配置方法
大眾標準KSS28虛擬伺服焊槍配置方法
創建WorkVisual項目
-打開WorkVisual項目(始終使用已在運行的機器人控制器中的活動項目)
-從“目錄”窗口打開“選項”選項卡,為所有標準機器人選擇“KS28_Basic and SPS Device 256 I/As”,或為所有激光機器人選擇“KS28_Laser and SPS Device 256I/As”并將它們插入項目中的“選項/控制組件”下。
-將控件設置為活動控件
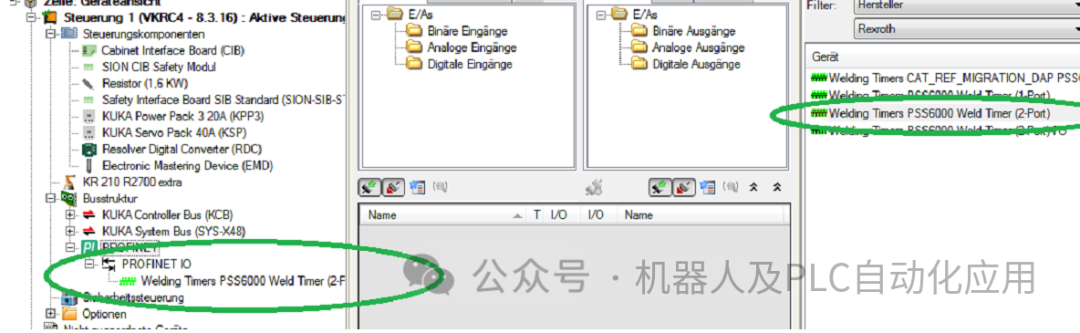
-右鍵單擊“總線結構/添加”
-添加Profinet總線
-現在將所有Profinet參與者集成到Profibus中
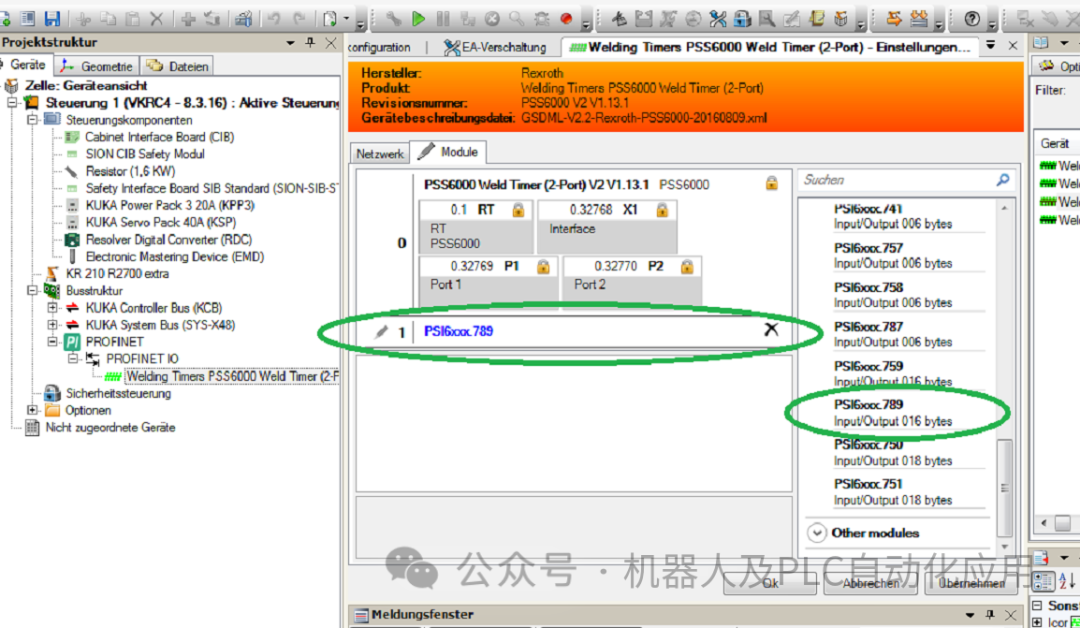
虛擬軸項目
(此處以博世的組合控制為例)
單擊參與者并進行必要的設置
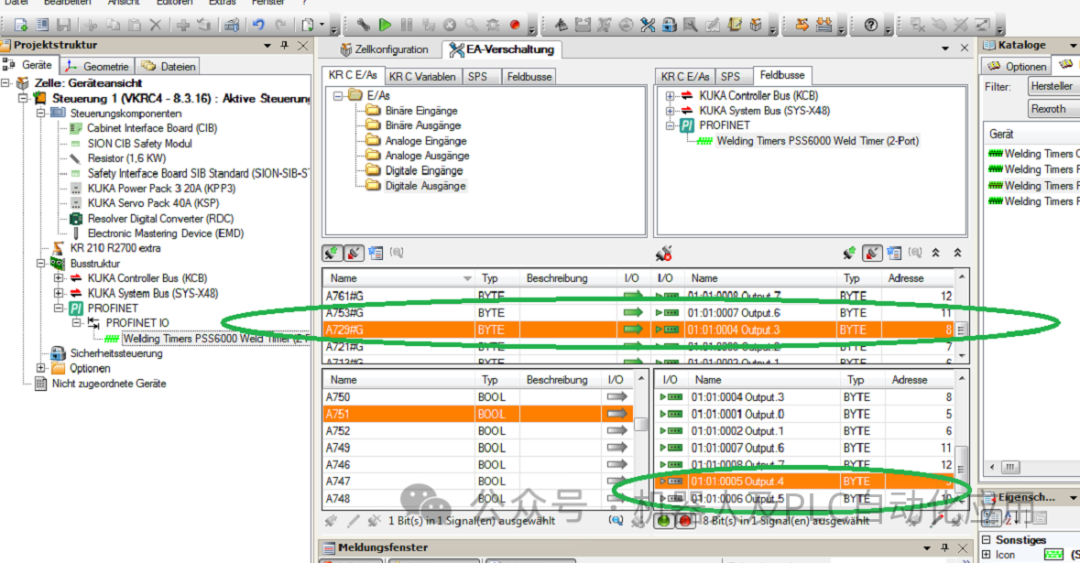
現在必須建立正確的I/O連接。
在輸入端連接所有16個字節。
在輸出端,確保字節4和5沒有連接,因為它們稍后將在內部連接。
從“目錄”窗口打開“選項”選項卡,然后選擇WorkVisual AddOnVKR(版本號可能與圖像不同).
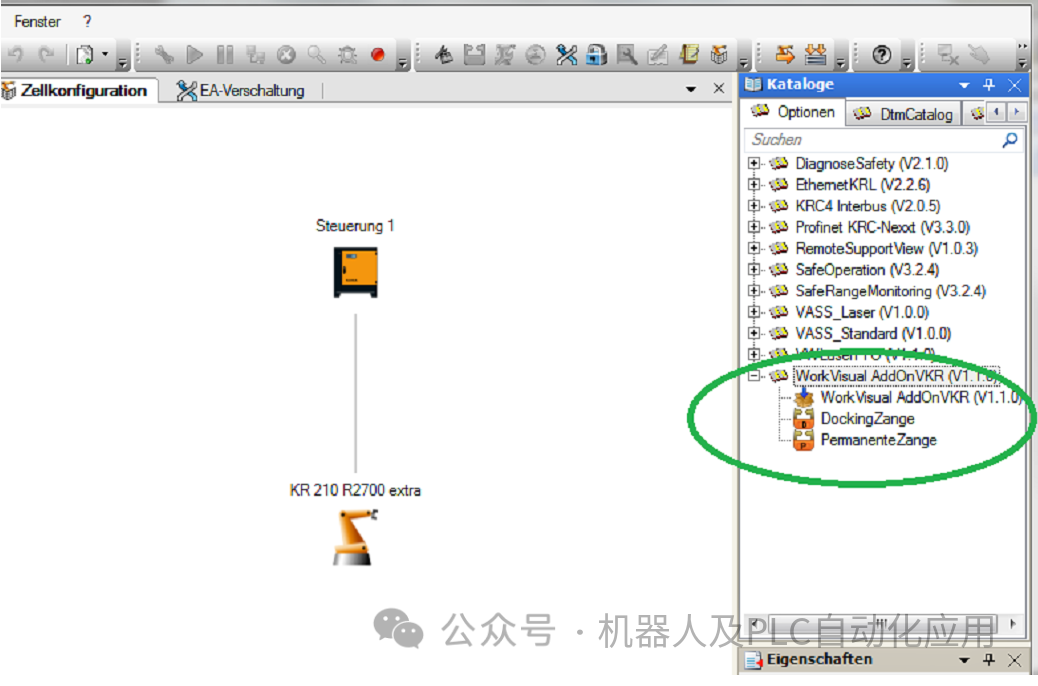
將所需的鉗子拉入電池配置,并將其連接到控制器
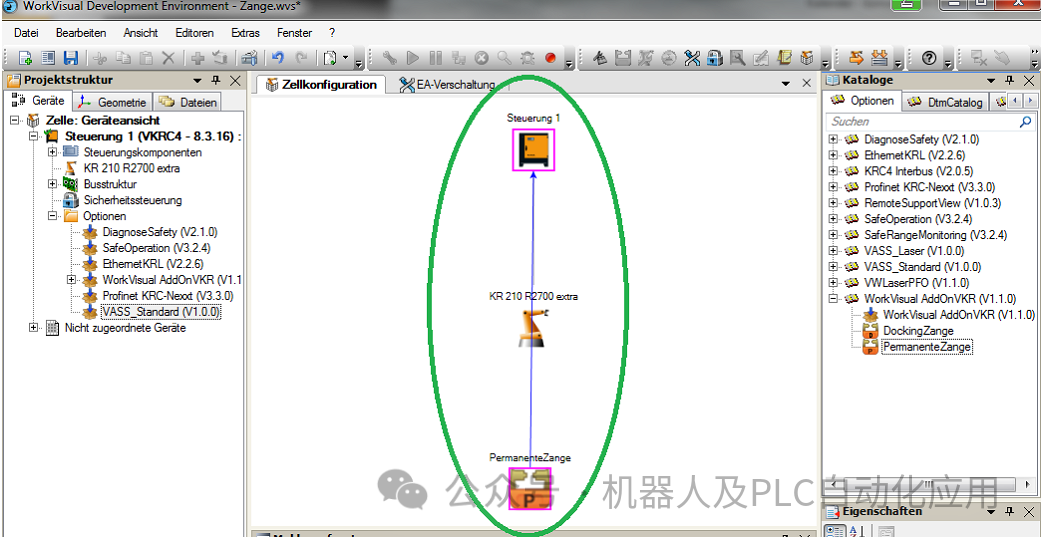
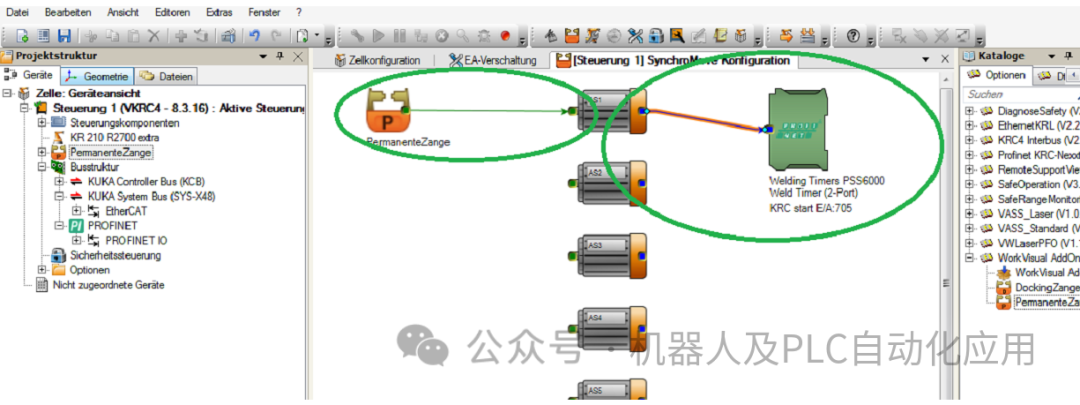
然后打開菜單欄中的SynchroMove配置,并將鉗子連接到第一個自由驅動器接口。
現在將驅動接口與控制器連接(此處為Bosch的組合控制)
注意只有在I/O連接正確的情況下,控件才會顯示為綠色!
一旦Profinet配置和I/O連接完成,項目就可以轉移到機器人控制器。
WPS配置示例
本項目采用電動機組合控制。
EK磨損是正向/負向傳遞的。
補償由機器人完成
使用參考位于ON位置的組合控制。
從屬啟動地址是預定義的
使用Br?uer的換蓋器
使用Lutz的帽子切割器
正常的銑削是用焊槍的一個行程進行的。
使用焊槍的兩個沖程進行開始銑削。
吹掃時必須使用變體3。
使用具有最小/最大值的冷卻水查詢
安裝在機器人上的焊槍1:
Macro57中的技術調用:
-TECH2 EZ/SP/KE Steuerung=Nr1 KE (E/A Schnittstelle V2.20) EK-Verschleiss Positiv/Negativ mit Roboterausgleich KE Referenzieren Pos. AUF ohne autom. Quit bei Wdh. Fraesung Slave-Startadresse=vordefiniert Techaufruf=EIN
-TECH2 EZ/SP/KE控制=Nr1 KE(I/O接口V2.20)EK磨損正/負,帶機器人補償KE參考位置ON,無自動。在Wdh退出。跟隨銑削起始地址=預定義的技術調用=ON
-TECH2 KF Steuerung=Nr1 Ausfuehrung=Fraeser Normalfraesen KF Ausblasen bei Zange geschlossen ohne Versetzeinheit Slave-Startadresse(nur Wechsler)=vordefiniert Techaufruf=EIN
-TECH2 KF控制=Nr1執行銑削時,正常框架KF在鉗子關閉的情況下吹掃不帶位移單元從屬啟動地址(僅限轉換器)=預定義的技術調用=打開,銑刀的類型,型號,是否帶吹氣
-TECH2 KF-Umdrehungen EZ/SP/KE1 Z1 Startfraesen Teil1=xx[U] Startfraesen Teil2=xx[U] Huebe Startfraesen=xx Normalfraesen=xx[U] Huebe Normalfraesen=xx Techaufruf=EIN
-TECH2 KF轉數控制 首次銑削第一次銑削,首次銑削第二次,空轉,正常銑削
所需的其他配置
二進制輸出 1 /3
二進制輸入
模擬輸出
模擬輸入
鉗功能 16/17/18/19
焊接鉗1固定式:
Macro57中的技術調用:
-TECH2 EZ/SP/KE控制=Nr1 KE(I/O接口V2.20)EK磨損正/負,帶機器人補償KE參考位置ON,無自動。在Wdh退出。Fraesung Slave起始地址=預定義的技術調用=ON
-TECH2 KF控制=Nr1執行=Fraeser正常框架KF在鉗子關閉的情況下吹掃
帶偏移單元從起始地址(僅限轉換器)=預定義的技術調用=ON
-TECH2 KF轉數EZ/SP/KE1 Z1啟動短語第1部分=xx[U]啟動短語第2部分=xx[U]色調啟動短語=xx正常短語=xx[U]Hue正常短語=xx技術呼叫=ON
焊鉗1和2對接:
-TECH2 EZ/SP/KE Steuerung=Nr1 KE (E/A Schnittstelle V2.20) EK-Verschleiss Positiv/Negativ mit Roboterausgleich KE Referenzieren Pos. AUF ohne autom. Quit bei Wdh. Fraesung Slave-Startadresse=vordefiniert Techaufruf=EIN
-TECH2 EZ/SP/KE控制=Nr1 KE(I/O接口V2.20)EK正/負磨損,帶機器人補償KE參考位置ON,無自動。在Wdh退出。Fraesung Slave起始地址=預定義的技術調用=ON
-TECH2 KF Steuerung=Nr1 Ausfuehrung=Fraeser Normalfraesen KF Ausblasen bei Zange geschlossen ohne Versetzeinheit Slave-Startadresse(nur Wechsler)=vordefiniert Techaufruf=EIN
-TECH2 KF控制:Nr1版本:Fraeser正常框架KF在沒有位移裝置的情況下用鉗子關閉吹掃從屬啟動地址(僅限轉換器):預定義技術調用:ON
-TECH2 KF-Umdrehungen EZ/SP/KE1 Z1 Startfraesen Teil1=xx[U] Startfraesen Teil2=xx[U] Huebe Startfraesen=xx Normalfraesen=xx[U] Huebe Normalfraesen=xx Techaufruf=EIN
-TECH2 KF轉數EZ/SP/KE1 Z1啟動短語第1部分=xx[U]啟動短語第2部分=xx[U]色調啟動短語=xx正常短語=xx[U]Hue正常短語=xx技術呼叫=ON
-TECH2 KF-Umdrehungen EZ/SP/KE1 Z2 Startfraesen Teil1=xx[U] Startfraesen Teil2=xx[U] Huebe Startfraesen=xx Normalfraesen=xx[U] Huebe Normalfraesen=xx Techaufruf=EIN
-TECH2 KF轉數EZ/SP/KE1 Z2啟動短語第1部分=xx[U]啟動短語第2部分=xx[U]色調啟動短語=xx正常短語=xx[U]Hue正常短語=xx技術呼叫=ON
審核編輯:湯梓紅
-
控制器
+關注
關注
112文章
16361瀏覽量
178071 -
機器人
+關注
關注
211文章
28418瀏覽量
207103 -
總線
+關注
關注
10文章
2881瀏覽量
88090 -
Profinet
+關注
關注
6文章
1183瀏覽量
23411
原文標題:大眾標準KSS28虛擬伺服焊槍配置
文章出處:【微信號:gh_a8b121171b08,微信公眾號:機器人及PLC自動化應用】歡迎添加關注!文章轉載請注明出處。
發布評論請先 登錄
相關推薦
步進式電弧螺柱焊槍結構圖
服務器虛擬化硬件配置需求計算方法
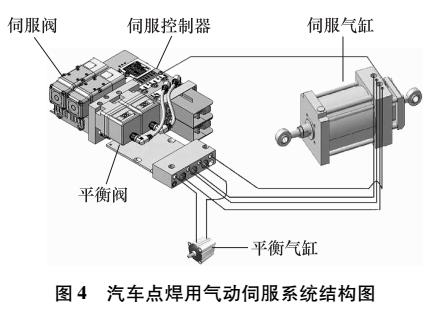
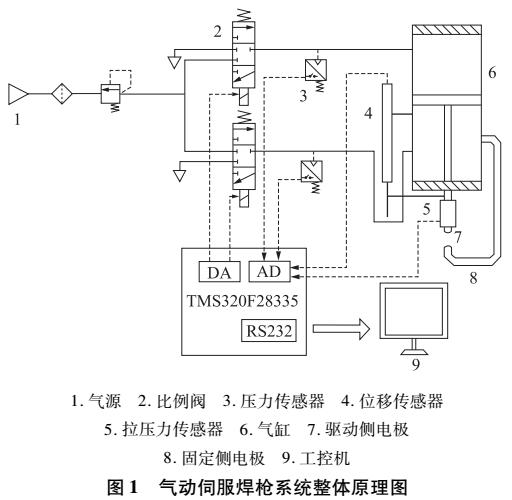
氣動伺服焊槍的研究進展及展望
氣動伺服焊槍軟接觸研究
TKScope對JS28F128的完整編程和配置讀寫方法

FESTO伺服氣動焊槍系統講解
要掌握的電烙鐵和熱風焊槍使用知識
弧焊機器人焊槍分類

焊接機器人焊槍角度怎么調






 工商網監
工商網監
評論