 數控編程的g功能代碼是什么
數控編程的g功能代碼是什么
數控編程中,G代碼(也稱為指令代碼)是一種用于控制數控機床運動、輔助功能和工作過程的指令。在數控編程中,通過一系列的G代碼指令的組合和排列,可以實現機床各種復雜的加工操作。本文將為您詳細介紹數控編程中常用的G功能代碼及其功能。
- G00:快速定位
G00指令用于將機床快速移動到指定的位置,該指令不加工工件,主要用于快速定位到刀具初始位置或下一個加工點。G00指令的機床移動是以最大移動速度進行的。 - G01:線性插補
G01指令用于進行直線插補,機床會以指定的進給速度沿直線路徑進行移動。常用于進行直線排刀、平面形狀和側面形狀的加工。 - G02/G03:圓弧插補
G02和G03指令用于進行圓弧插補,分別表示順時針和逆時針方向的圓弧插補。通過指定圓心坐標和半徑,機床可以按照指定的角度和方向繪制圓弧。 - G04:延時
G04指令用于在程序執行過程中延時一段時間。通過指定延時時間,可以在加工過程中控制暫停的時間長短。 - G10:坐標系偏移
G10指令用于在程序中進行坐標系的偏移設置。通過指定偏移的數值,可以調整機床的工作坐標系,并對后續的加工操作進行補償。 - G17/G18/G19:選擇平面
G17/G18/G19分別用于選擇XY平面、XZ平面和YZ平面作為加工平面。在數控編程中,需要根據加工對象的形狀選擇合適的加工平面。 - G40:刀具半徑補償取消
G40指令用于取消之前的刀具半徑補償設置。在進行半徑補償之前,需要先使用G41/G42指令設置刀具半徑補償,補償完成后使用G40指令取消補償操作。 - G43/G44/G49:刀具長度補償
G43/G44/G49分別用于刀具長度補償的啟動、取消和補償值的設置。刀具長度補償可以根據刀具的長度進行自動的補償操作,提高加工精度。 - G54-G59:工件坐標系選擇
G54-G59用于選擇和切換不同的工件坐標系。在數控編程中,可以設置多個工件坐標系,通過選擇合適的坐標系進行加工操作。 - G80:取消模態動作
G80指令用于取消之前的模態動作設置。在進行數控編程時,可能會設置一些模態動作(例如刀具半徑補償、切割進給等),可以通過G80指令取消這些模態動作的設置。
以上僅是數控編程中常用的G功能代碼的一部分,還有很多其他的G功能代碼,例如G20/G21(英制/公制單位選擇)、G90/G91(絕對/增量坐標指令)、G98/G99(進給平面選擇)等。不同的數控機床可能支持的G功能代碼也有所不同。
在實際的數控編程過程中,經常需要將不同的G功能代碼組合和排列,實現復雜的加工操作,例如繪制曲線、多軸加工等。編寫高效、準確的數控程序需要對G功能代碼進行深入的了解,并結合具體的機床性能和加工要求進行合理的選擇和應用。
總結起來,數控編程中的G功能代碼是一種用于控制機床運動和加工過程的指令代碼。通過不同的G功能代碼的組合和排列,可以實現機床各種復雜的加工操作,提高加工效率和加工質量。
聲明:本文內容及配圖由入駐作者撰寫或者入駐合作網站授權轉載。文章觀點僅代表作者本人,不代表電子發燒友網立場。文章及其配圖僅供工程師學習之用,如有內容侵權或者其他違規問題,請聯系本站處理。
舉報投訴
-
編程
+關注
關注
88文章
3616瀏覽量
93734 -
數控機床
+關注
關注
19文章
781瀏覽量
46415 -
代碼
+關注
關注
30文章
4788瀏覽量
68611 -
數控編程
+關注
關注
2文章
20瀏覽量
8230
發布評論請先 登錄
相關推薦
數控編程方法
(如G04)。 在完成上述兩個步驟之后,即可根據已確定的加工方案(或計劃)及數值計算獲得的數據,按照數控系統要求的程序格式和代碼格式編寫加工程序等。編程者除應了解所用
發表于 11-03 10:38
數控編程知識簡介
數控編程定義 數控編程定義根據被加工零件的圖紙和技術要求、工藝要求 根據被加工零件的圖紙和技術要求、工藝要求等切削加工的必要信息,按數控系統
發表于 04-30 09:33
?45次下載
數控銑床的編程實驗
數控銑床的編程實驗(1)一、項目編號:二、實驗課時:2三、主要內容及目的(一)實驗目的1、通過編寫數控銑加工程序,加深理解數控車G
發表于 12-30 23:20
?2507次閱讀
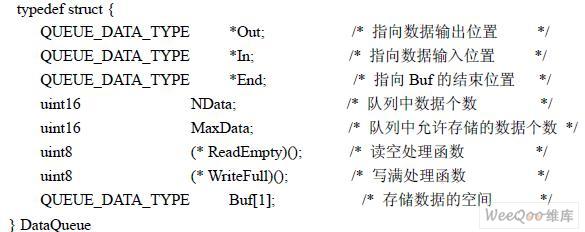
利用ARM的串口傳送實現數控系統G代碼的高速處理
現代數控加工都是先采用 CAD/CAM 軟件畫出零件的加工草圖,然后根據草圖做適當的屬性設置,生成G 代碼,生成G 代碼之后通過某種方式將
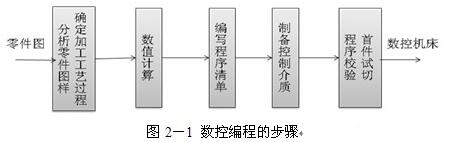
數控編程的方法有幾種_數控編程的步驟
數控機床所以能加工出不同形狀、不同尺寸和精度的零件,是因為有程編人員為它編制不同的加工程序。所以說數控編程工作是數控機床使用中最重要的一環。它對于產品質量控制有著重要的作用。






 工商網監
工商網監
評論