 一文通曉FPC軟板,從基礎到工藝的深度解讀
一文通曉FPC軟板,從基礎到工藝的深度解讀
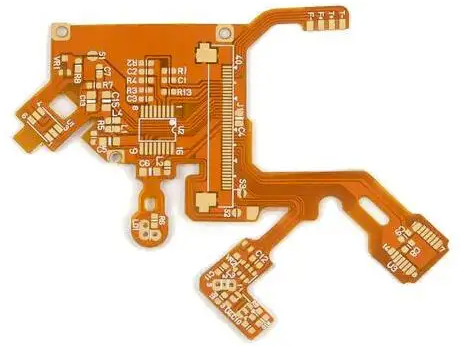
柔性電路板(Flexible Printed Circuit 簡稱FPC)又稱軟性電路板、撓性電路板,是以聚酰亞胺或聚酯薄膜為基材制成的一種具有高度可靠性,絕佳的可撓性印刷電路板。具有配線密度高、重量輕、厚度薄、彎折性好等特點。
FPC選材要點
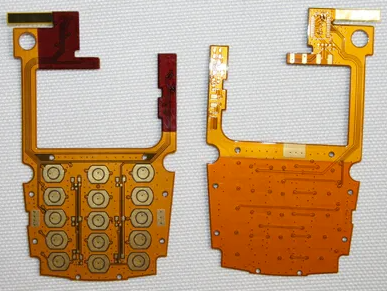
側鍵/按鍵的選材
側鍵選18/12.5的雙面電解銅(特殊的除外),主按鍵選18/12.5的雙面電解銅(特殊的除外)。側鍵、主按鍵在彎折方面沒有特殊的要求,焊接在主板上面固定好就行,但一定要保證來回彎折8次以上沒有異常方可使用。按鍵位的厚度都有較嚴格的要求,不然會影響按鍵的手感,因此必須滿足客戶的總厚度要求。
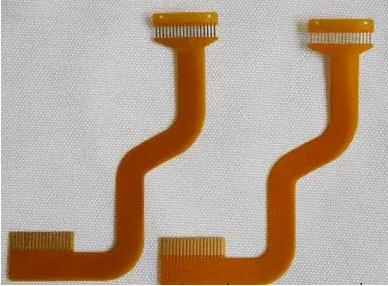
連接線的選材
連接線選18/12.5的雙面電解銅(特殊的除外)。主要作用是起到連接作用,對彎折要求沒有特殊的要求。兩端焊接固定好即可,但一定要保證來回彎折8次以上沒有異常才可使用。
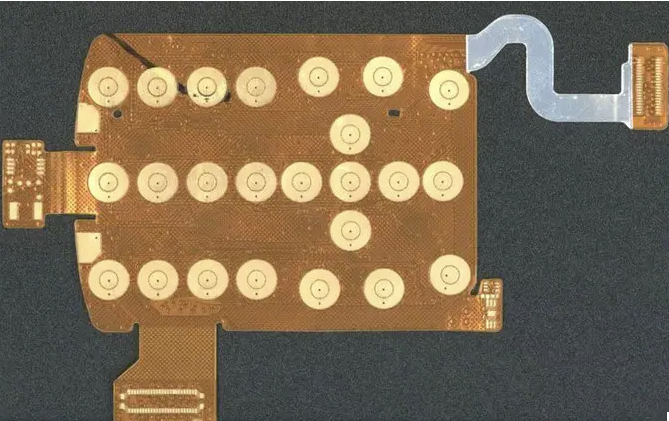
滑蓋板的選材
雙層滑蓋板選1/30Z的單面無膠電解銅,此材料柔軟且具有延展性;雙面滑蓋板選1/30Z的雙面無膠電解銅,此材料柔軟且具有延展性。1/30Z的雙面無膠電解銅制作的滑蓋板,比1/30Z的單面無膠電解銅制作雙層板壽命會好一些。在結構沒有問題的情況下,建議盡量將FPC設計成雙面滑蓋板。成本方面,使用1/30Z的雙面無膠電解銅,比使用1/30Z的單面無膠電解銅主材成本增加30%左右,但是使用此材料制作生產良率會提高,測試壽命也可得到提高,可保證此類型的板使用穩定性。

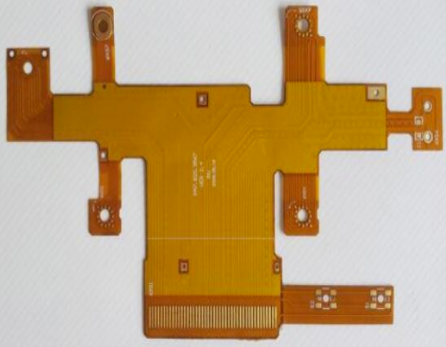
多層板的選材
多層板選1/30Z的無膠電解銅,此材料柔軟且具有延展性。在結構沒有問題的情況下,制作的翻蓋板都能經過測試。
輔材的選材
膠紙選材時,普通的板不需要SMT的可采用不耐高溫的膠紙(如側鍵板類),需要SMT的必須選用耐高溫膠紙(如按鍵板均需SMT)。

導電材料的選材
導電膠紙選材時,普通導電膠適用于導電性要求不高的(如普通的按鍵板類),導電性能較好的適用于導電性能要求較高且一定要使用膠紙類的(如特殊的按鍵板等),但此膠紙一般情況不建議使用,因為價格太高。
導電布的導電性能可以,但粘性不是很理想,一般適用于按鍵板類。
導電純膠是高強度導電性能物質,一般用于貼鋼片,但不建議用此導電純膠,因為價格太高。
FPC設計注意要點
金面補強、銀漿導電材料
金面補強采用純膠貼合,補強及純膠均鉆孔,然后從孔內滴銀漿使板與補強完好接地,此方法阻值接近0歐姆。目前為較理想的制作方法,使用范圍主要是帶連接器的多層板(要求接地的)及其它要求接地且帶連接器的各類板。
補強的選材
PI補強適用于帶有拔插手指的插頭板。此類板必須使用PI補強,其他類型的板及除插頭位的其他位置建議不要采用PI補強,此材料強度不夠且價格也較高。
FR-4補強適用于按鍵、側鍵類等大部分板,但此補強要用純膠壓合才能起到較好的補強作用。
鋼片補強適用于帶連接器的多層板及單雙面板。此補強硬度比較高,生產出來的板比較平整,SMT也比較好操作。建議帶連接器的各類板均可使用鋼片補強(除需接地的采用金面補強)。

過孔的設計
過孔一定不能設計在彎折區內,不然過不了測試。
電磁膜接地孔的設計
電磁膜的接地孔一定不能設計在彎折區及滑動區域,不然會嚴重影響FPC的彎折及滑動壽命。
文字的設計
文字不能設計在彎折區及滑動區域,不然會嚴重影響FPC的彎折及滑動壽命。
翻蓋、滑蓋板的純膠開窗
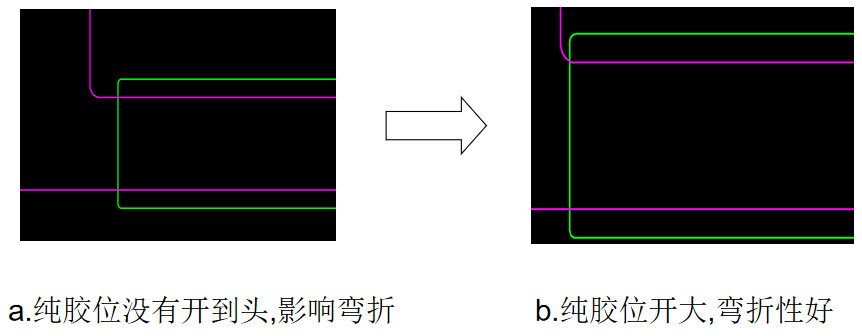
純膠開窗要盡量靠近彎折區及滑動區的兩端,以此來保證此產品的壽命。

FPC線路設計
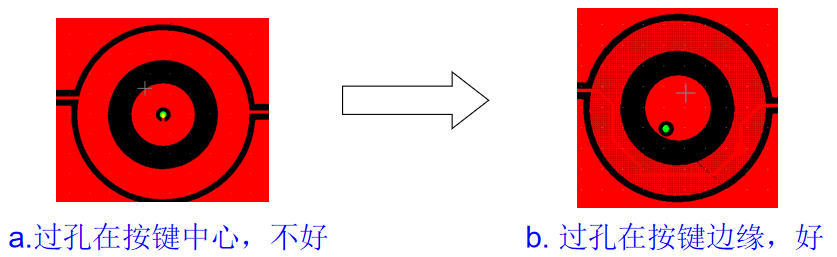
按鍵過孔設計
按鍵中心的過孔要移至邊緣,不能在按鍵的中心,避免按鍵在使用中接觸不良。按鍵分圓形按鍵和橢圓形按鍵兩種,DOME片大小有3、4、5和3×3、3×4、4×5幾種,FPC的鍵盤單邊比dome片大0.3mm,FPC上的按鍵至少為3.6、4.6、5.6和3.6×3.6、3.6×4.6、4.6×5.6,若大小不夠,要做相應補償。
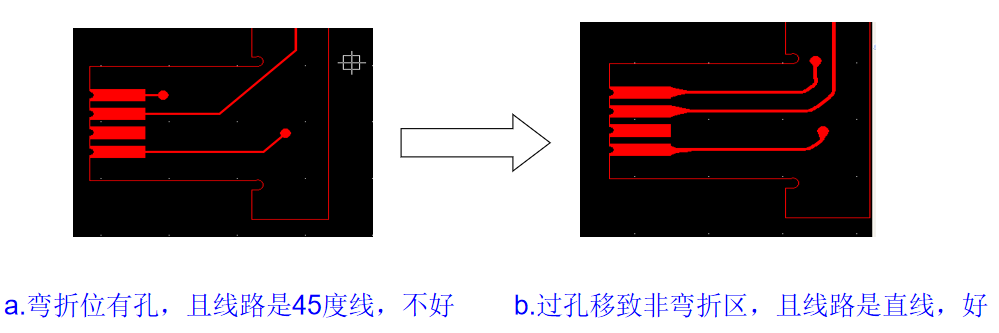
過孔設計放置
彎折區域的過孔要移到非彎折區域,以免彎折過程中孔破;彎折區域的線路以直線最佳,并把線路盡量加粗。
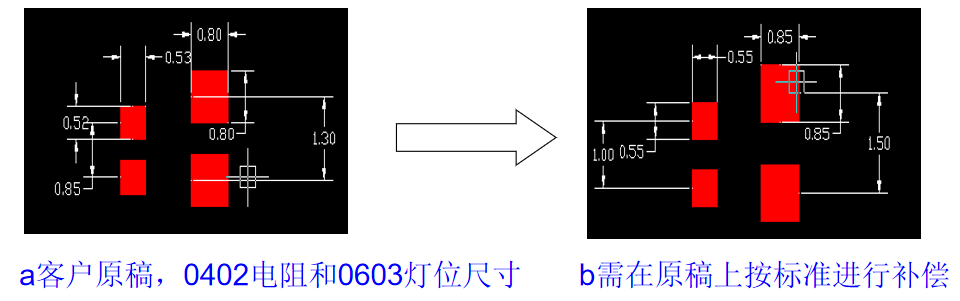
主鍵標準補償
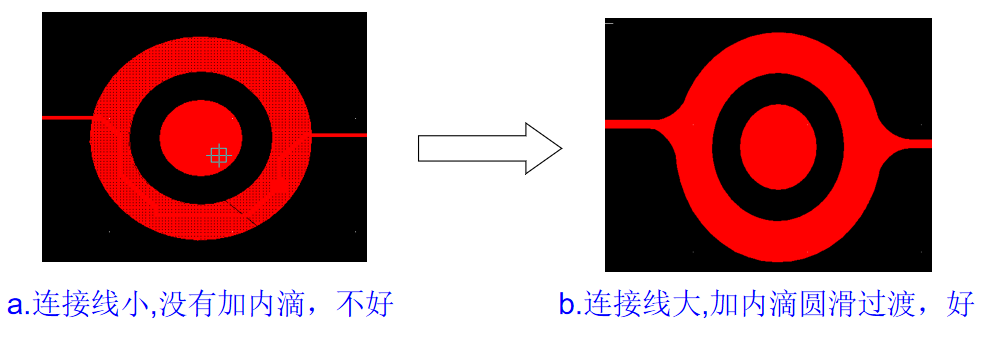
按鍵連線設計
按鍵的連接線線寬最小0.2mm,在與按鍵的交接處要加圓滑內滴過渡,所以焊盤都要加內滴。
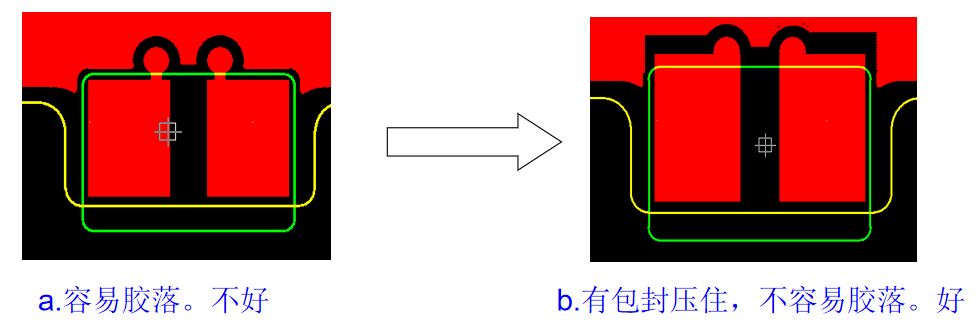
鍵聽筒、麥克風焊盤設計
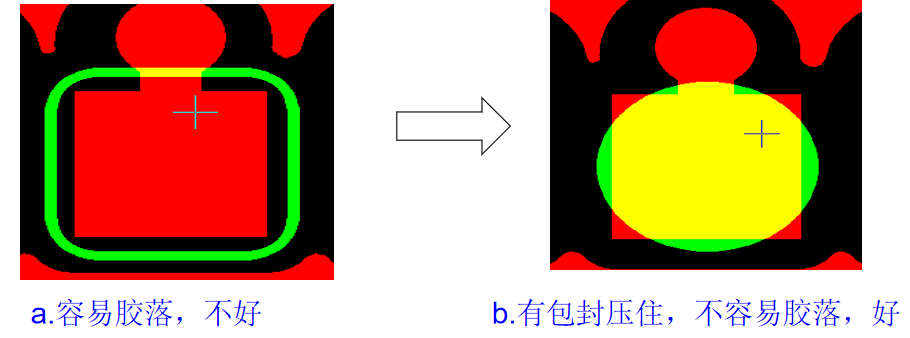
鍵聽筒、麥克風焊盤由于一般是手工焊接,所以如果操作不當,焊盤容易脫落,所以焊盤一定要加大,讓包封壓住(如下圖綠色為包封開窗)。
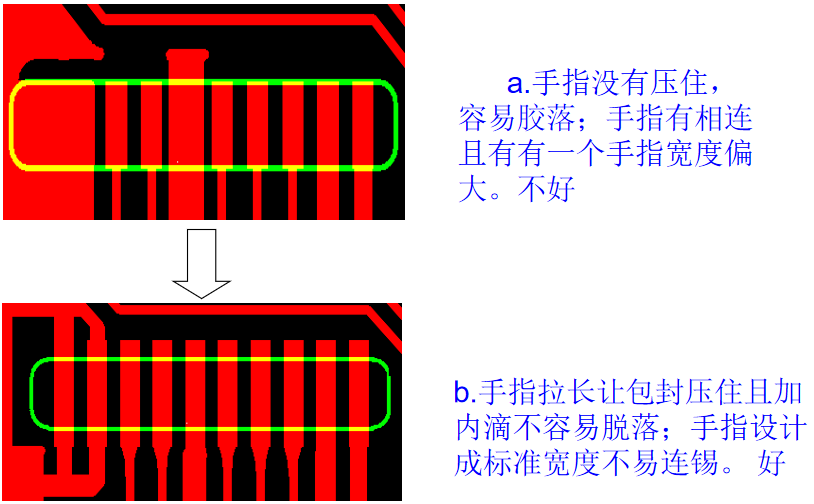
連接器拉長設計
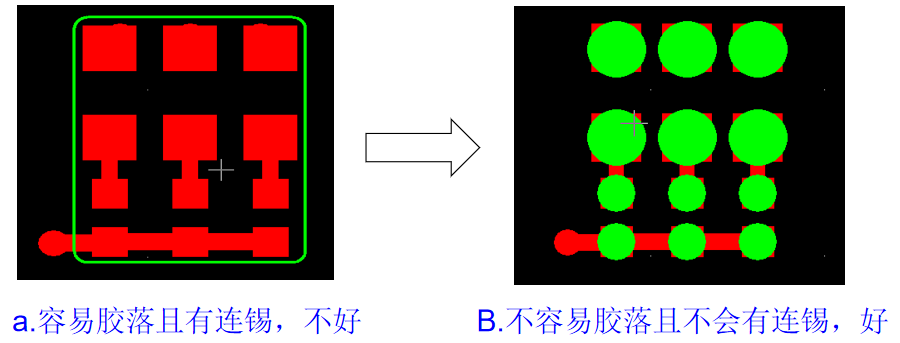
主鍵的連接器在允許的條件下,單邊拉長0.2mm,讓包封壓住,且相連手指盡量修改成包封開窗外連接,接地手指做成和標準手指一樣大,以免連錫,影響SMT質量。
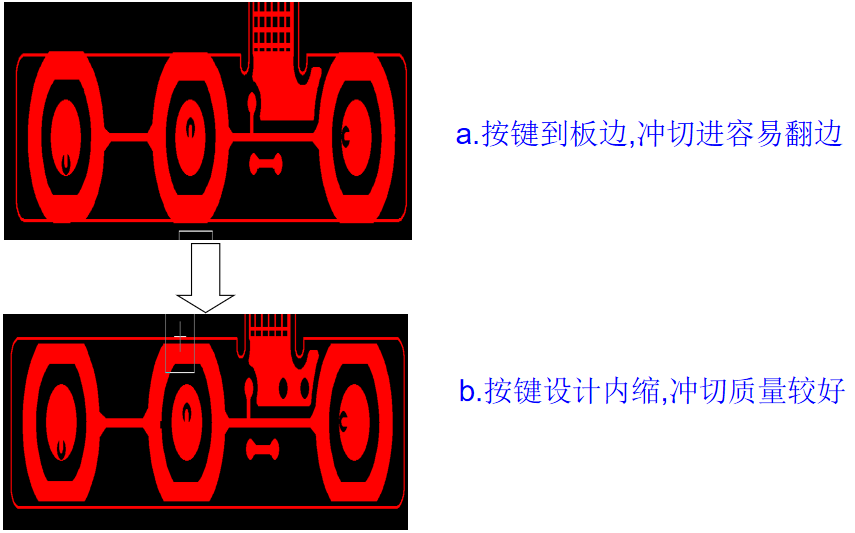
側按鍵內縮設計
側按鍵的按鍵有到板邊的,要內縮0.15mm以上,防止按鍵銅皮翻邊。
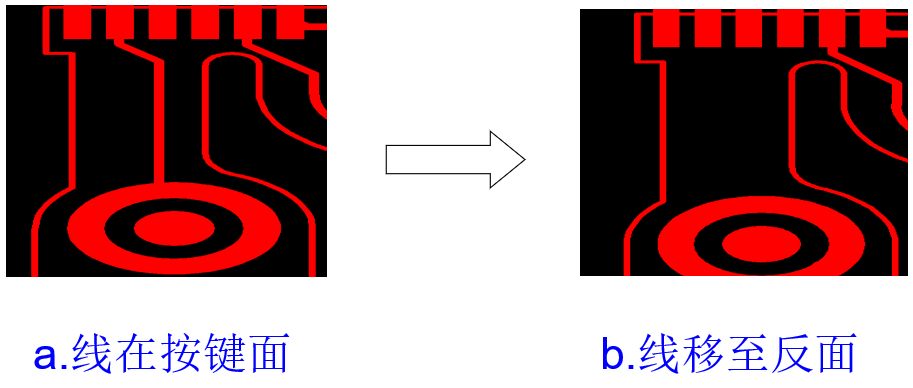
側按鍵走線設計
側按鍵按鍵面有線到按鍵的,最好移到反面。
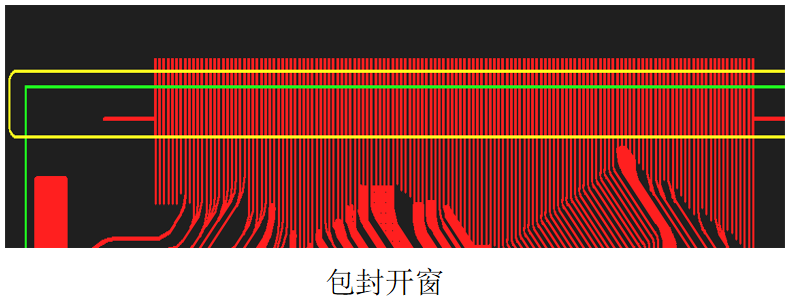
包封開窗設計要求
包封開窗比焊盤最小大0.1mm,在可以修改的條件下,盡量加大,以免對位困難。主鍵上的燈/電容/電阻開窗讓包封壓住焊盤,以免焊盤脫落(如下圖綠色為包封開窗)。
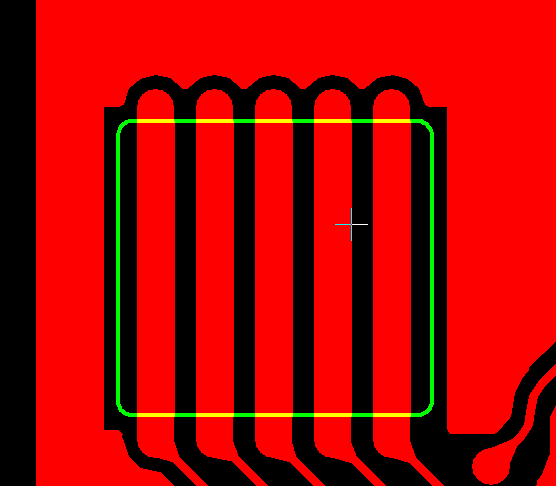
焊盤與焊盤開窗設計
焊盤與焊盤有線的,盡量不要開通窗(特殊情況除外),以免造成連錫,影響SMT質量(如下圖綠色為包封開窗)。
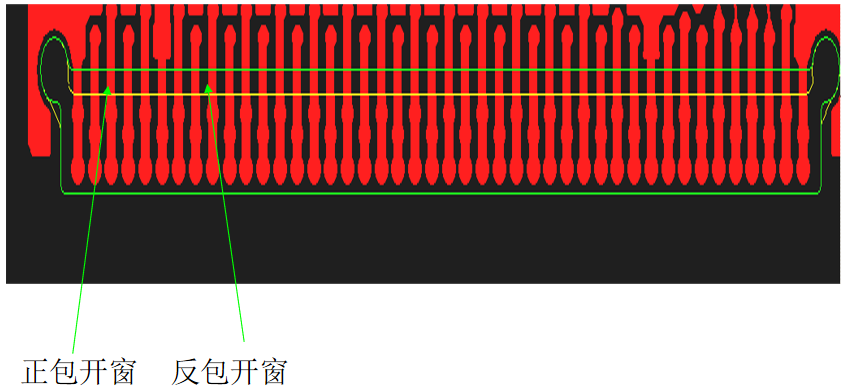
彎折性設計
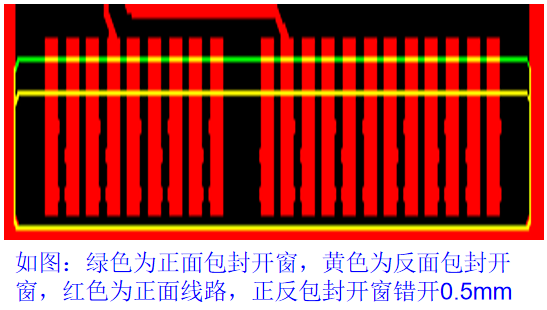
按鍵板彎折次數不多,主要是裝配性彎折,但如果彎區部分設計不當,也會影響安裝和使用,下面幾點是設計過程中需要考慮的:正反面手指開窗不要設計在同一直線上,避免造成應力集中,正反面手指開窗需錯開0.5mm(焊到主板上的一側短,上錫的一側長),手指前端設計成鋸齒狀,并要加漏錫孔,漏錫孔盡要錯開。
彎折區域設計
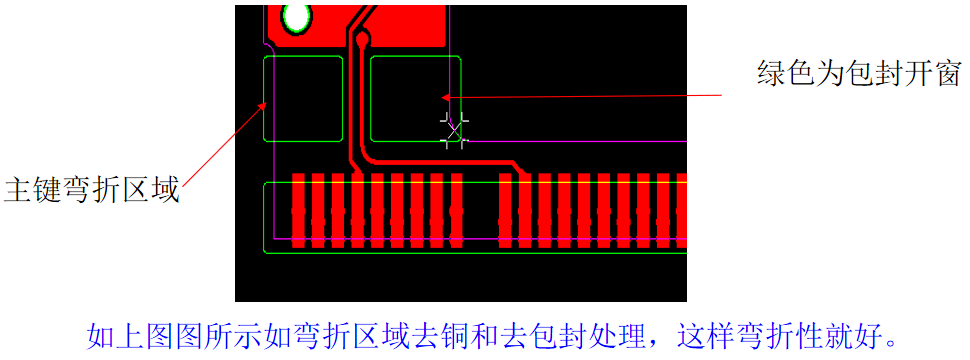
彎折區域要做得柔軟,大銅皮做成網狀或去銅處理和去包封處理。
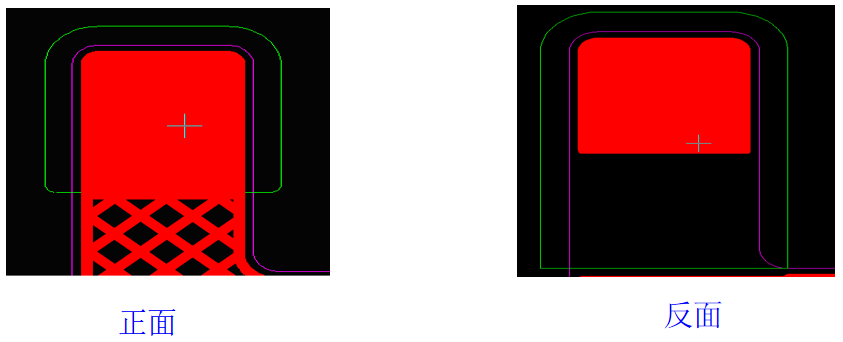
主鍵接地設計
主鍵的接地位置要做得柔軟,正面做成網格,反面彎折區域去銅,并去掉包封,但在接地處要加過孔(如下圖綠色為包封開窗)。
滑蓋板的設計要求
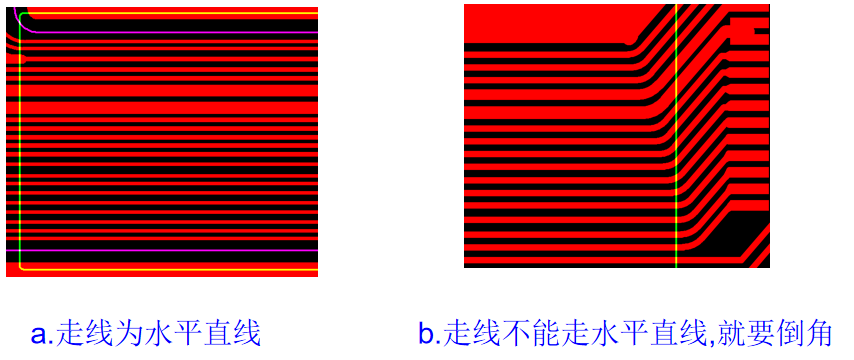
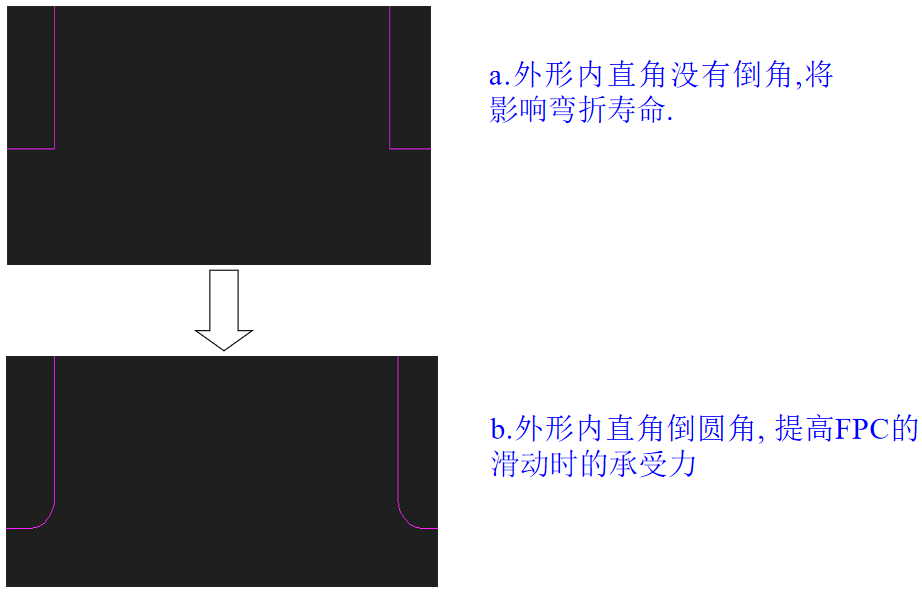
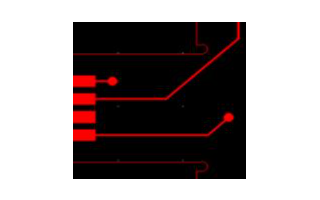
線路設計及修改
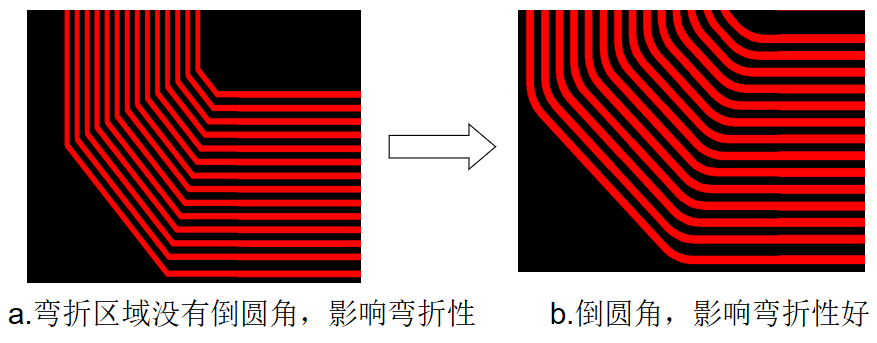
外形內直角都要做倒角處理,提高FPC的滑動時的承受力,滑動區域的線路盡量走直線(如a圖),不能走水平直線就要倒圓角(如b圖),若線路能補償就補償(如下圖綠色為純膠開窗)。
滑動區域設計
滑蓋板過孔不能在滑動區域,否則會影響彎折性,過孔離彎折區較近時要移開。
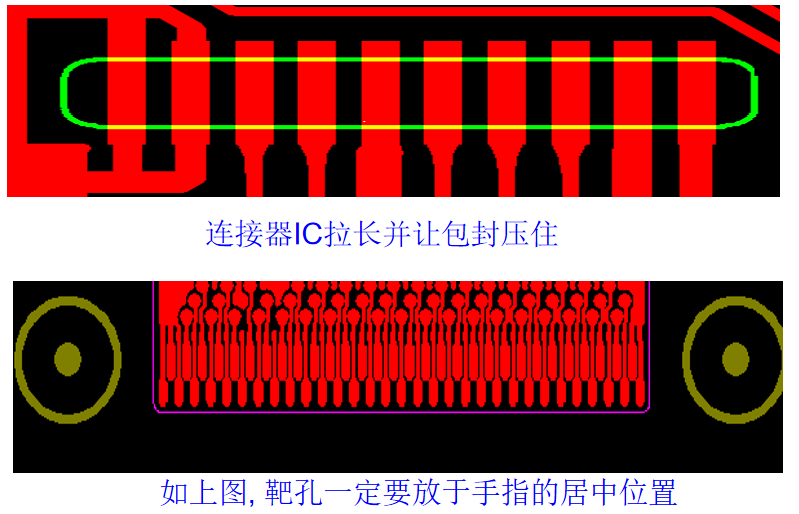
插頭板設計
對于有插頭的板,打靶孔一定要放在手指的一面,有連接器的IC位要盡量拉長,并讓包封壓住,插頭處管位一定要放于手指的居中位置。
滑蓋區域接地
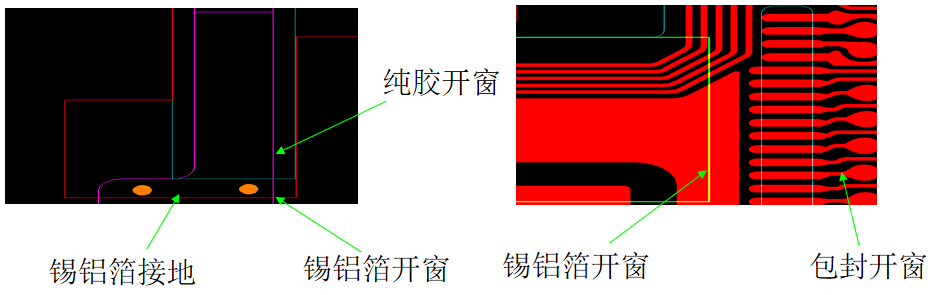
滑蓋板一般都有屏蔽設計要求,可采用錫鋁箔和銀漿屏蔽(有些采用單獨的屏蔽板,一般在翻蓋機上用),銀漿在彎折次數較高時,容易發生脫落,因而在彎折次數要求較高時,建議采用錫鋁箔屏蔽,錫鋁箔必須接地,這樣才能起到屏蔽效果,錫鋁箔的接地位置盡可能做在兩端非滑動區域,如果只能在滑動區域接地,接地位盡可能不要做在外側,錫鋁箔兩端的位置要超過純膠位。
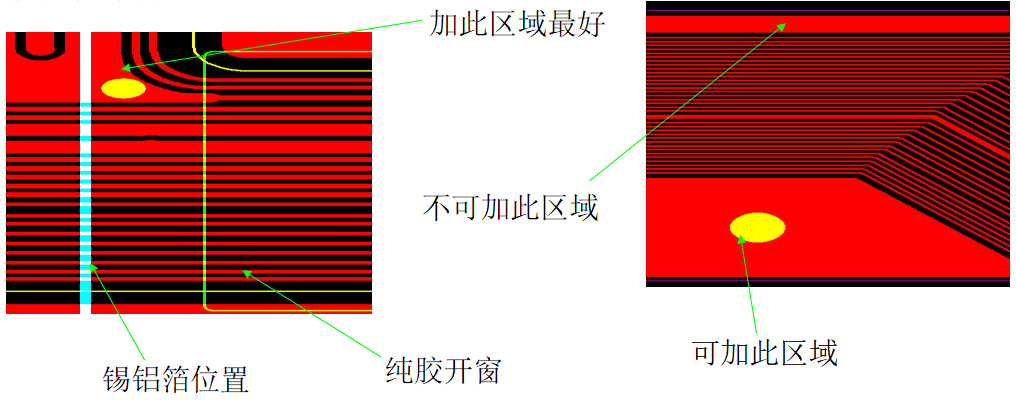
閃鍍工藝要求
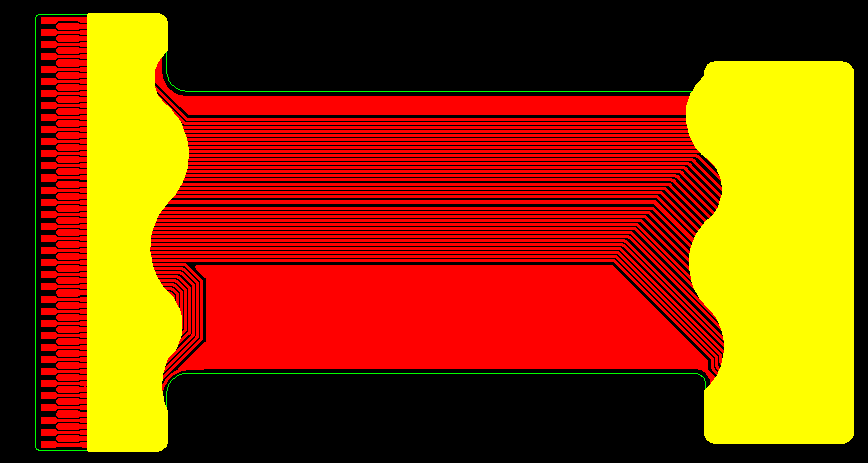
為了保證滑動區域的柔軟性,避免鍍銅加厚銅箔而影響彎折壽命,除了彎折區域不鍍銅外,其它區域都鍍銅,但要比純膠開窗大,接合處不能做在分層區域,且做波浪形,防止應力集中(如下圖黃色為二次鍍銅區域)。
閃鍍流程
閃鍍要求3分鐘,二次鍍銅要注明面積。
彎折區域設計
彎折區域的大銅皮盡量做網格處理,若反面沒有線路,要去包封處理。
線路修改及注意事項
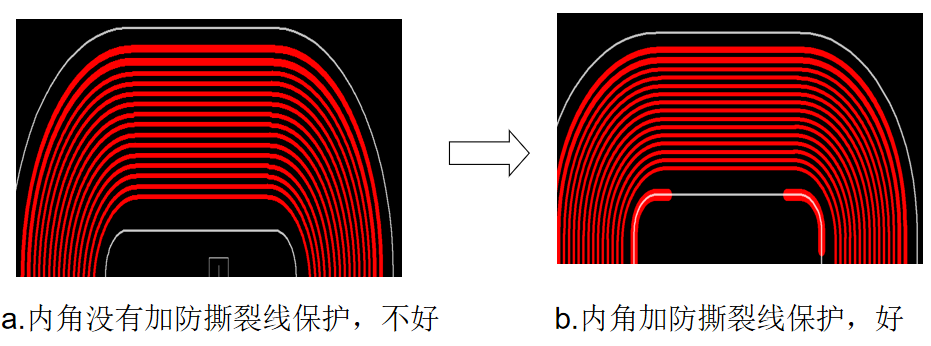
外形內直角都要做倒角處理,彎折區的區域做倒圓角處理,彎折區域的線路盡量以直線和圓弧走線,在條件許可時,要加防撕裂線,彎折區域不能有過孔。
增加防撕裂線
外形彎角區域需增加增加防撕裂線,防撕裂保護。
純膠開窗設計
純膠開窗盡量開大,有接地角的位置一般都有安裝性彎區要求,要做軟。對于多層板的,接地角還要考慮到接地銅厚,太厚不好焊接。
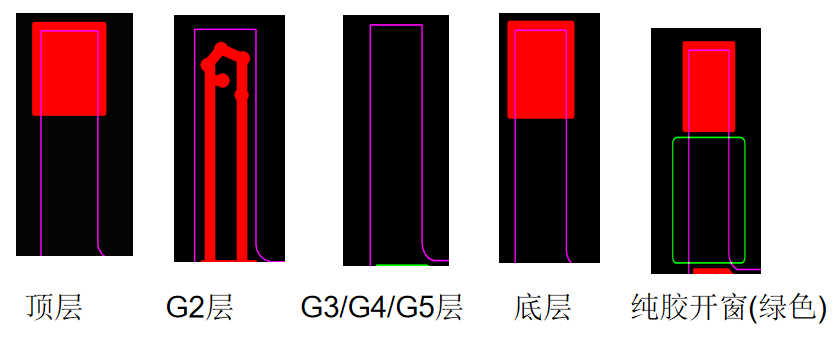
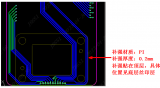
接地角柔軟性設計
下圖是一個六層板的接地角修改示意圖,接地角純膠區盡量開大,接地角銅皮只留三層(頂底層和一層內層,其它層去銅),接地線走在內層并加過孔,頂底的包封去掉,這樣就能最大程度保證接地角的柔軟性和接地處銅厚。
連接器IC拉長設計
連接器IC盡量往兩邊拉長,包封能壓住最好,包封在許可的范圍往外加寬,以便于SMT焊接,并在對角加0.3mm的MARK點,具體做法參照按鍵板連接器做法。純膠鉆孔要把貼軟板上(貼純膠時軟板上有的孔)的孔全部鉆出,防止純膠溢膠,影響線路制作。錫鋁箔一定要做接地處理,接地位置盡量在非彎折區域,且錫鋁箔要蓋住無膠區,錫鋁箔離焊接IC包封開窗位必須大于0.8mm以上,防止焊接短路。
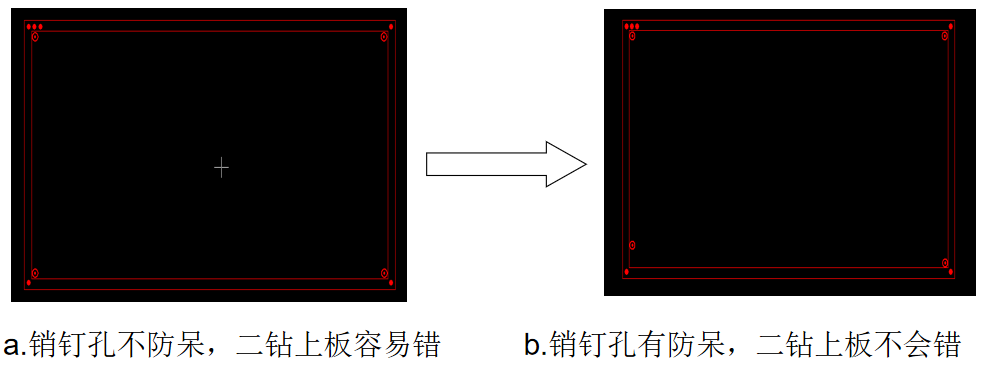
翻蓋板二鉆資料防呆設計
多層翻蓋板二鉆資料銷釘孔一定要做防呆處理,且要和外形定位孔分刀。
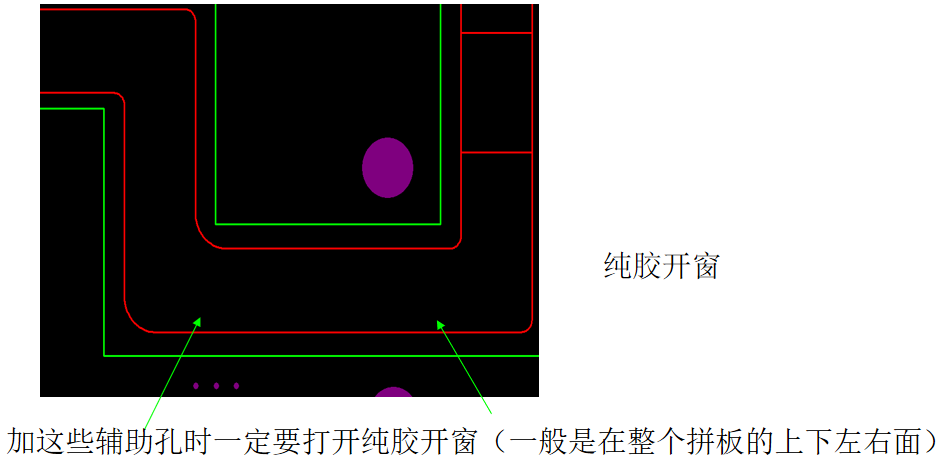
純膠開窗設計
多層翻蓋板純膠開窗離過孔最小0.8mm,所有鉆孔都不能鉆到無膠區內,在CAM里加對位孔和輔助孔一定要打開純膠開窗。
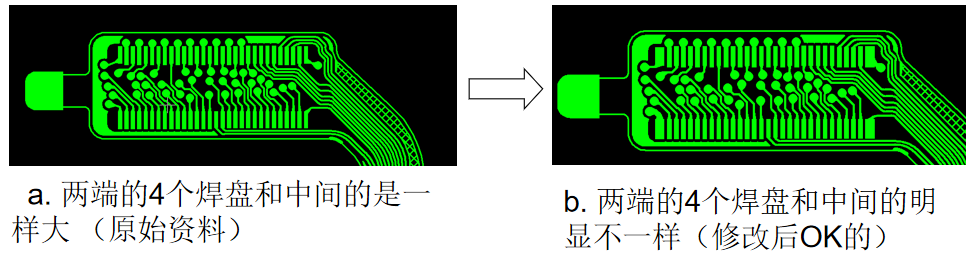
連接器兩端焊盤設計
對于有分層的板都要做一次測試,包封/膠紙/補強蓋住外形管位孔的都要做讓位處理,讓位孔最小3.0(外形定位孔2.5)。多層翻蓋板內層線路離外形盡量做大,一般做到0.25mm以上,外層一般做0.25mm以上(最小0.0.2mm),防止沖到線路。連接器IC兩端的四個焊盤須加大,加大到中間焊盤的1-2倍(在空間允許的基礎上),這樣設計可以防止連接器在裝配使用時脫落。
液晶板設計要求
線路增強可焊性設計
壓焊手指端正反面開窗錯開0.5mm,而且正反包封要壓住手指,防止手指斷裂且要增加漏錫孔和半孔,增強可焊性。
細手指拉長設計
細手指端獨立手指要拉長讓包封壓住0.3mm以上,外端伸出外形0.5mm,提高手指在板上的附著力,防止在模沖時翻邊。
中間手指包封設計
液晶板中間的手指位要讓包封壓住0.3mm以上。
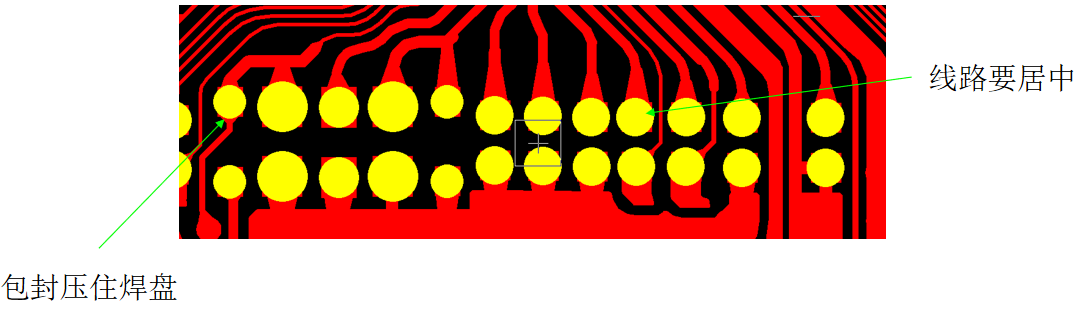
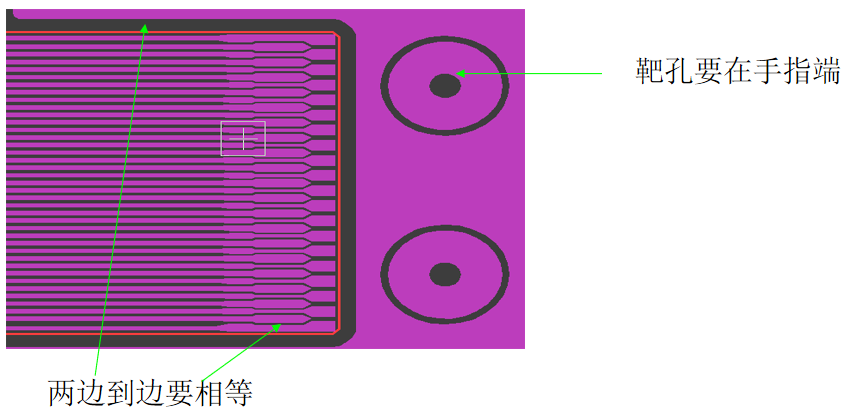
焊盤中間走線設計
線路上的焊盤開窗一般鉆孔,并要壓住焊盤四角,焊盤中間的走線要居中(離包封開窗距離均等),焊盤的大小要符合標標準要求,不符要求的要補償。
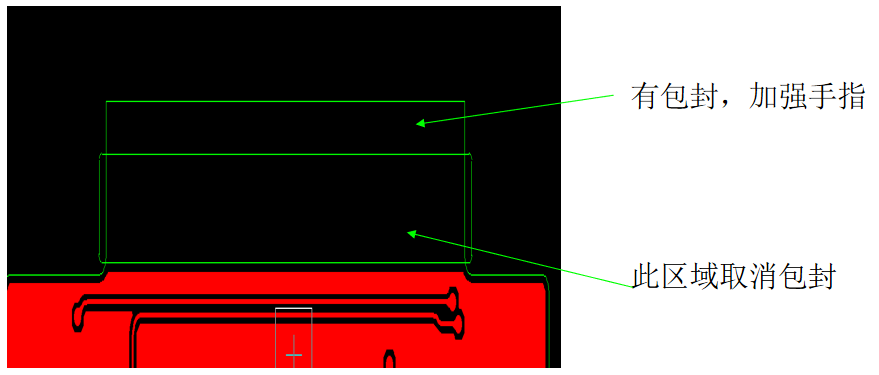
細手指反面設計
細手指反面彎折區域要去包封,細手指反面要留包封,加強手指端。
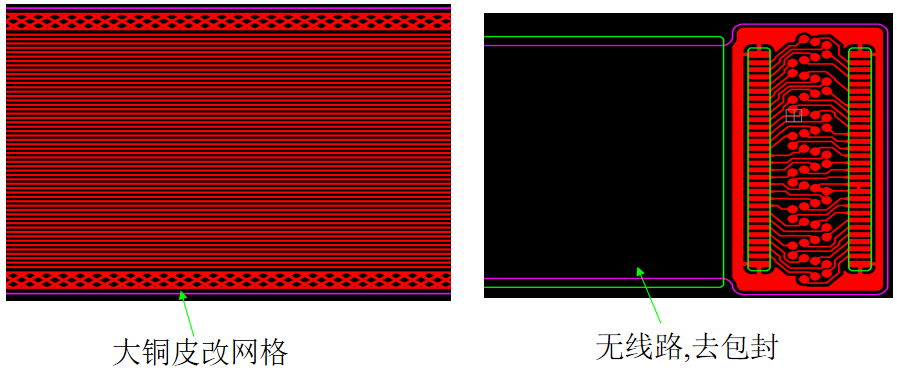
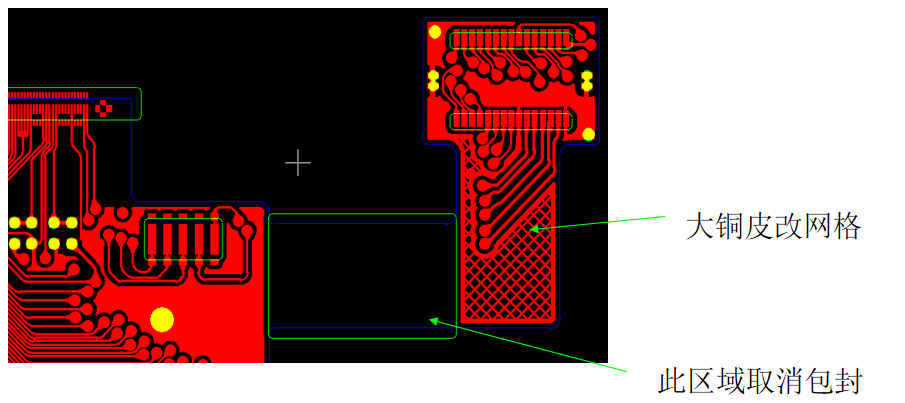
彎折區銅皮改網格設計
彎折區域的大銅皮改網格處理,彎折區域包封無線種的地方把包封去掉。
板內加MARK點設計
為方便SMT,液晶板要求在板內加MARK點,大小1.0mm(包封開窗1.5mm)位置放于元件位的兩端,位置如下圖大小1.0mm 。

插頭外形設計
有插頭的要注意插頭左右距外形要均等,不一相等的要調整,并要采用打靶,靶環一定要做在插頭的一面。
模具要求
模具細手指和插頭一定要注明位置及面向,有插頭的要注明重要尺寸,外形模具都要求開跳步模(先沖細手指,資料要加跳步孔),對于有補強的位置要注明位置及面向。液晶板量產都要求連片出貨,連接點要求加在合適的位置,補強位盡量不加,手指位/插頭位/彎折位/離線或焊盤較近的位置都不能加。
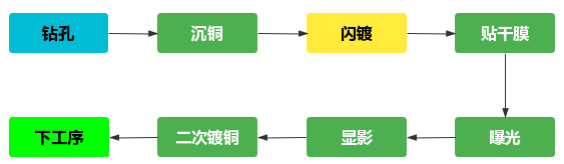
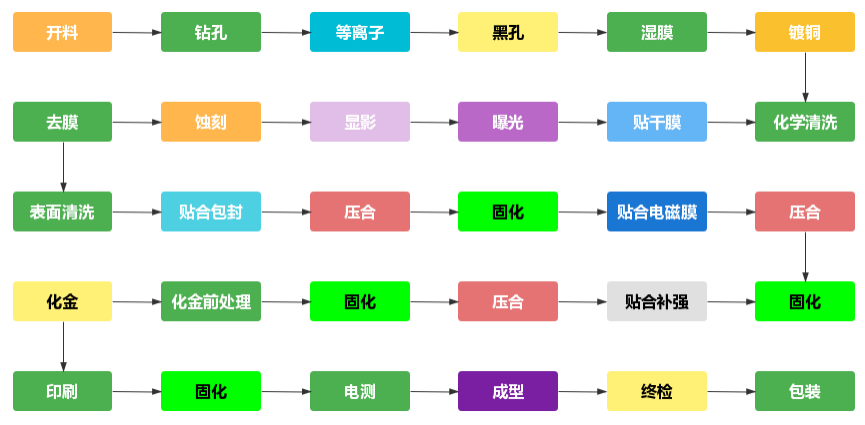
FPC生產流程圖
動態FPC常規流程分析如下圖,生產流程各家工廠做法基本一致,但為提升動態FPC性能上,各公司主要通過如上流程中黑孔取代化銅+薄銅,等離子取代化學除膠,做出精密的細線路;以及在選材與設備的性能及工藝上突破。
推薦使用華秋DFM軟件一鍵下FPC訂單,交期快且價格清晰透明,新用戶還有大額優惠券領取,有更多工藝可以滿足大家多元化的需求。
華秋DFM軟件是國內首款免費PCB可制造性和裝配分析軟件,擁有500萬+元件庫,可輕松高效完成裝配分析。其PCB裸板的分析功能,開發了29大項,100+細項檢查規則,PCBA組裝的分析功能,開發了14大項,800+細項檢查規則。
基本可涵蓋所有可能發生的制造性問題,能幫助設計工程師在生產前檢查出可制造性問題,且能夠滿足工程師需要的多種場景,將產品研制的迭代次數降到最低,減少成本。

https://dfm.elecfans.com/dl/software/hqdfm.zip?from=DFMGZH
華秋是一家致力于以信息化技術改善傳統電子產業鏈服務模式的產業數智化服務平臺,目前已全面打通產業上、中、下游,形成了電子產業鏈閉環生態,致力于為行業帶來“高品質,短交期,高性價比”的一站式服務平臺,可向廣大客戶提供媒體社區平臺服務、元器件采購服務、PCB制造服務及可靠性制造分析服務、SMT貼片/PCBA加工服務,如有相關業務需求,請掃碼填寫以下表單,我們將為您對接專屬服務。

-
電路板
+關注
關注
140文章
4960瀏覽量
97842 -
FPC
+關注
關注
70文章
960瀏覽量
63375 -
軟板
+關注
關注
1文章
46瀏覽量
13011
發布評論請先 登錄
相關推薦
一文通曉FPC軟板,從基礎到工藝的深度解讀
一文通曉FPC軟板,從基礎到工藝的深度解讀
軟板(FPC)相關術語解釋
FPC軟板設計前需要準備什么
淺分析PCB硬板和FPC軟板的差異
FPC軟板表面處理工藝及微針模組的性能測試方案
彈片微針模組在FPC軟板的工藝性能測試中的應用
FPC軟板設計和FR-4有什么不一樣?





 工商網監
工商網監
評論