 漿液泵泵殼耐磨防沖刷在線保護,解決泵殼沖刷磨損的最佳解決方案
漿液泵泵殼耐磨防沖刷在線保護,解決泵殼沖刷磨損的最佳解決方案
一、設備概況
泵屬于流體機械的一種,流體機械是指以流體為工作介質和能量載體的機械設備,泵屬于工作機即消耗能量的機械。它將原動機的機械能或其他外部能量傳送給液體,使液體能量增加。泵主要用來輸送水、油、酸堿液、乳化液、懸乳液和液態金屬等液體,也可輸送液、氣混合物及含懸浮固體物的液體。泵通常可按工作原理分為容積式泵、動力式泵和其他類型泵三類。除按工作原理分類外,還可按其他方法分類和命名。如,按驅動方法可分為電動泵和水輪泵等;按結構可分為單級泵和多級泵;按用途可分為鍋爐給水泵和計量泵等;按輸送液體的性質可分為水泵、油泵和泥漿泵等;按照有無軸結構可分直線泵和傳統泵。

二、漿液泵泵殼沖刷磨蝕原因分析
泵作為液體處理過程中的動力設備,扮演著液體的提升、輸送以及計量的工作,其重要性不言而喻,廣泛應用于農業、化工、石油、礦業、電力、水泥等各大行業。泵是企業不可缺少的重要設備之一,受工作條件影響,經常出現腐蝕、汽蝕、沖刷沖刷磨損等現象,導致設備失效。企業只能投入大量的資金購入新泵,而報廢大量的部件,造成資金的大量浪費。 國內的泵的設計和制造基本上還是遵守“金屬”思想,即采用不銹鋼、碳鋼材料作為主要的泵體材料,面對高腐蝕、強沖刷的環境,就需要高鎳合金,甚至采用鈦、鋯、鉭等優良的耐腐蝕材料,這些稀有金屬材料價格昂貴且價格浮動大,并且制造成本高和制造工藝復雜等原因造成此類泵的價格昂貴,一般幾萬到幾百萬不等,也就造成了此類泵的采購成本高。伴隨著國際先進泵體研究的發展和新材質泵體的應用,國內科研機構借鑒西方發達國家對泵體研究的發展思路,國內少數企業機構開始研制高分子復合材料的應用,通過應用優良的復合材料技術解決上述幾類問題,不但有效的控制了生產成本,而且極大的提高了泵的質量和泵效。
針對此泵來說由于工作條件比較特殊,并且環境惡劣,氣蝕、腐蝕、磨損現象都存在,且介質中顆粒較多,葉輪轉速高,顆粒對泵殼及葉輪長期沖擊沖刷,所以此類泵體在使用一段時間后極易出現表面變得凸凹不平或穿孔等問題,使泵的噪音增大、震動增大、泵效下降,電耗增加,這就給設備造成了極大的破壞,導致生產停滯。企業曾采取其他公司產品進行過耐磨保護但效果并不理想,此類問題長期以來得不到妥善解決,成為企業難題。

三、傳統修復工藝
對泵殼沖擊沖刷磨損問題傳統的處理方法通常利用以下幾種:
局部補焊:在眾多行業中,對泵殼磨損部位修復通常用采用不銹鋼進行補焊,由于材質的不同導致焊接后使用過程中出現雙金屬腐蝕,修復效果并不理想。而且補焊還容易造成熱應力變形,后期運轉過程中易出現裂紋;
更換磨損部件:對于轉子、葉輪部件等部件出現沖擊沖刷問題用戶一般情況下采用更換配件解決問題,泵殼由于的造價成本等限制難以實現;
更換材質:部分泵企通過更換泵的材質手段來解決沖擊沖刷問題,但是在增加成本的同時并不能根本解決此問題。
四、高分子復合材料修復優勢分析
高分子復合材料涂層技術是在機械制造、設備維修中迅速發展起來的一項新材料、新技術。它以金屬作為基體,根據不同的使用工況選取最適合的高分子材料涂層,通過自身的粘接力牢牢附著在磨損、腐蝕的金屬基材上,來承受所需求的抗壓、抗磨、耐腐蝕、光潔度等性能。
綜合國內漿液泵的加工制造、使用工況、使用壽命、綜合成本等進行分析,顯然選取一種耐磨涂層是比較適合目前實際情況的。面對漿液泵制造廠家可在泵體加工制造環節針對泵體進行耐磨預保護或者面對終端用戶針對已近損壞的泵體再制造修補、修復。因此使用涂層技術是解決泵殼沖刷磨損的最佳解決方案。
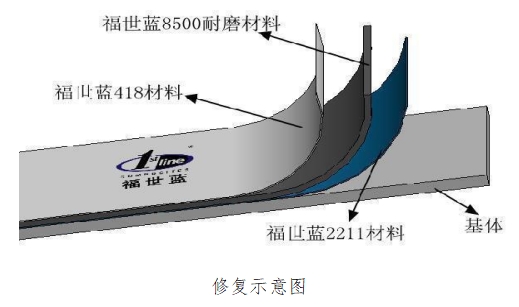
福世藍技術針對泵殼沖刷問題采用三種復合材料相結合的方案,充分利用各種復合材料的優勢,大大提高了耐磨效果。底涂材料采用福世藍2211F材料,此材料是一種抗高溫、抗腐蝕并可以機加工的金屬修復、保護復合材料。耐磨層采用福世藍超耐磨碳化硅8500材料,具有高密度的分子量,其表面形成一種平滑高光澤處理面,該產品保護設備免于夾帶顆粒造成的表面磨損,它有最大承受特殊尺寸和處理陶瓷顆粒的負荷力。將陶瓷加強材料與耐腐碳化硅顆粒結合,在腐蝕、磨蝕、降低摩擦和停機處理時間方面提供最大性能。表面涂層采用福世藍418材料,此材料是自流平高聚物陶瓷復合材料具有很好的表面光潔度其及光滑表面涂層,不但提高抗氣蝕、磨損的能力,還可以提高泵效。福世藍耐磨涂層技術的每一種材料特殊的分子結構賦予涂層的一定的彈性,能適應交替變形和溫度的變化性能,確保材料具有優異的防腐蝕、抗氣蝕、耐磨損能力。
五、修復步驟
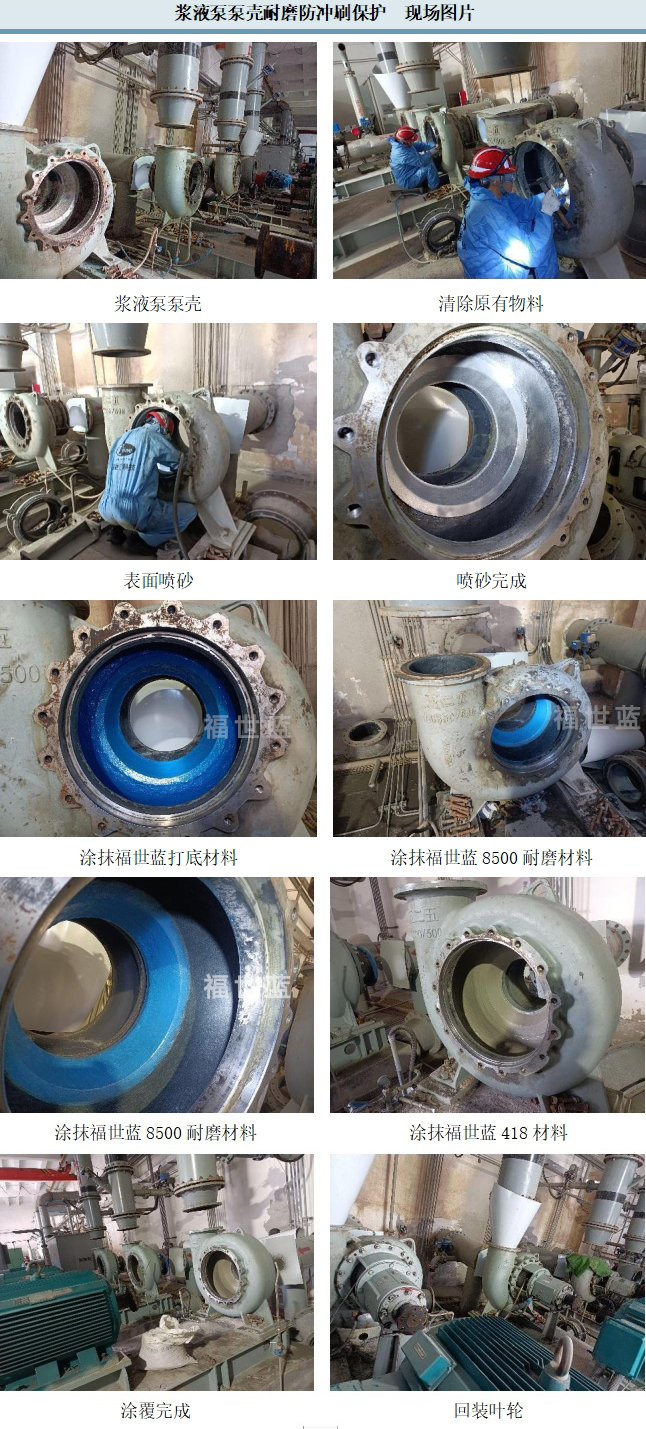
1.準備工作:清理現場留出足夠安全操作空間,連接好氣路及電源;
2.表面噴砂處理:使用噴砂方式處理待修復表面,直至露出金屬原色,達到SSPC SP-10白金屬標準;
3.清潔表面:噴砂完成后用壓縮空氣(無水無雜質)吹掃灰塵,使表面干凈;
4.清洗表面:使用99.7%無水乙醇進行沖洗擦拭,使表面干凈、干燥、結實;
5.涂覆福世藍2211F金屬修復材料:嚴格按照比例2:1(重量比)調和2211F材料至均勻無色差,涂抹至待保護表面進行打底,涂抹薄薄一層即可,涂抹時需反復揉搓確保材料壓進基體每一個微孔;
6.涂覆福世藍8500耐磨材料:嚴格按照混合比例10:1(重量比)調和8500材料至均勻無色差。將調和好的材料涂覆至2211F材料表面,材料涂覆后需使用橡膠錘進行敲擊,保證材料的致密度。沖刷量較大,凹陷較深的情況下,材料單次填充過厚,可能會出現下垂現象,可分多次進行填充,減小單次填充厚度,直至達到厚度要求;
7.涂覆福世藍418材料:待8500材料完全固化后,打磨材料表面使其平整,無明顯凹坑及凸起,嚴格按照混合比例100:15(重量比)調和418材料至均勻無色差。涂覆至8500材料表面,確保涂抹均勻無遺漏;
8.固化:嚴格按照說明書技術要求進行充分時間的固化,固化后即可投入使用。
六、應用案例
七、結語
自從福世藍技術應用于泵類問題修復保護以來,已廣泛應用于脫硫泵、渣漿泵、泥漿泵、紙漿泵、污水泵、鹽泥泵等各種泵的沖擊沖刷、銹蝕、腐蝕、磨蝕、汽蝕、軸類磨損、滲漏等問題的保護修復,在當前嚴峻經濟形勢下為企業節約大量人力、物力、財力,得到用戶的高度認可,實踐證明該技術產品是非常可行的!
-
機械
+關注
關注
8文章
1585瀏覽量
40595 -
驅動
+關注
關注
12文章
1840瀏覽量
85321
發布評論請先 登錄
相關推薦






 工商網監
工商網監
評論